КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные виды слесарных операций
|
|
|
|
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50...60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.
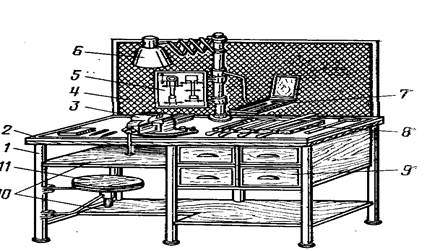
Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
|
|
|
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. В зависимости от характера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
Заготовки, готовые детали и приспособления размещают на стеллажах, установленных на отведенной для.них площади.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места, подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
|
|
|
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка – слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка – это операция разделения металлов и других материалов на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибку широко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
|
|
|
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.
Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5...1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, например, для заклепок диаметром 3...3,5 мм необходим молоток массой 200 г.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрением называется операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64...66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5...6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы – это монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два основных вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 31929; Нарушение авторских прав?; Мы поможем в написании вашей работы!