КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Карусельные станки
|
|
|
|
Токарные автоматы и полуавтоматы.
Револьверные станки.
Устройство токарно-винторезного станка.
Тема 29. Станки токарной группы.
Вопросы:
1. Токарный станок предназначен для получения заготовок различных деталей, имеющих форму тел вращения.
Устройство его следующее:
Станина – массивное чугунное основание, на котором смонтированы все основные части станка. Она имеет направляющие, по которым перемещаются подвижные узлы станка.
Передняя бабка – чугунная коробка, внутри которой расположен главный рабочий орган станка – шпиндель.
Шпиндель – это полый вал, на правом конце которого крепится патрон. Он получает вращение от электродвигателя через клиноременную передачу и систему зубчатых колёс и муфт, размещенных внутри передней бабки.
Коробка скоростей – это система зубчатых колёс и муфт, которая позволяет изменять числа оборотов шпинделя.
Суппорт – устройство для закрепления и перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически (от ходового винта и ходового вала).
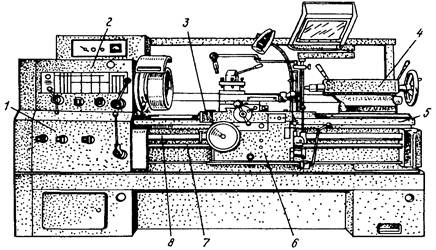
Рис.46. Устройство токарно-винторезного станка мод.16К20:
1 – коробка подач, 2 – передняя бабка, 3 – суппорт, 4 – задняя бабка, 5 – станина, 6 – фартук, 7 – ходовой валик, 8 – ходовой винт
Фартук – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта.
Коробка подач – механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами.
Гитара предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес
|
|
|
Задняя бабка предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления свёрл, зенкеров, зенковок, разверток, метчиков.
2. Револьверные (токарно-револьверные) станки применяют в серийном производстве при изготовлении деталей из штучной (кованой, литой) заготовки и из прутка. Эти станки имеют револьверный суппорт, на котором установлена револьверная головка; ее можно поворачивать и фиксировать в том или ином положении. Число позиций у головок с вертикальной осью равно шести, с горизонтальной – до шестнадцати. Обработка заготовок производится последовательно инструментами, закрепленными по позиции в гнездах револьверной головки. К этим инструментам относятся резцы, сверла, зенкеры, развертки, а также метчики, плашки, резьбонарезные гребенки (ходового винта револьверные станки не имеют). Выключение подачи осуществляется автоматически по упорам.
На рис.47 приведен револьверный станок модели 1П365 с вертикальной осью револьверной головки 2.
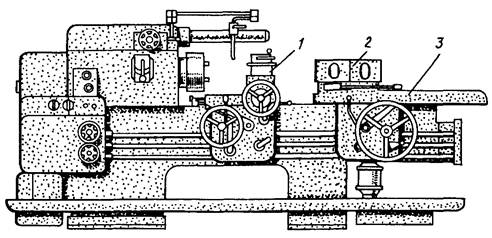
Рис. 47 Револьверный станок мод. 1П365 с вертикальной осью револьверной головки
Револьверный суппорт 3 перемещается по станине с рабочим или холостым (ускоренным) ходом. За полный оборот револьверной головки при последовательном использовании инструментов всех позиций выполняются все переходы обработки заготовки. Суппорт 1 называют поперечным, так как его применяют главным образом при поперечной подаче (обтачивание торцов, протачивание канавок, отрезание). Вместе с тем поперечный суппорт используют и при обтачивании заготовок с продольной его подачей.
На рис. 48 приведен станок модели 1341 с горизонтальной осью 16-позиционной револьверной головки 2. Продольная подача обеспечивается при перемещении револьверного суппорта 3 по направляющим станины, поперечная – при медленном вращении револьверной головки. При этом в рабочей позиции находится подрезной, отрезной, канавочный или фасонный резцы (поперечного суппорта такие станки не имеют); нарезание резьбы производится с помощью резьбонарезного суппорта 1.
|
|
|
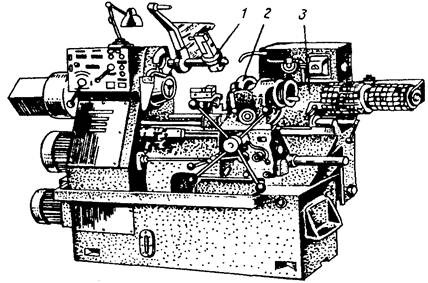
Рис. 48 Револьверный станок мод. 1341 с горизонтальной осью револьверной головки
3. Токарные автоматы применяют для изготовления различных деталей из калиброванных (холоднотянутых) прутков круглого или многогранного сечения, а также из штучной (литой, кованой) заготовки. Работа настроенного автомата – установка и закрепление заготовки и ее обработка – выполняются без участия станочника; его обязанности состоят в периодическом контроле готовых деталей, зарядке автомата заготовками. Настройку автомата выполняют высококвалифицированные наладчики.
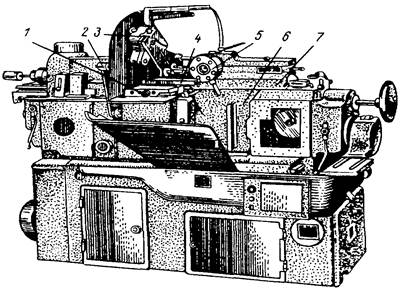
Рис.49 Одношпиндельный токарно-револьверный автомат модели 1Б140
Токарные автоматы делятся на одно- и многошпиндельные. Одношпиндельные автоматы применяют в крупносерийном и массовом производстве, многошпиндельные – только в массовом.
На рис.49приведен общий вид одношпиндельного токарно-револьверного автомата модели 1Б140. Основными узлами станка являются основание 8, станина 6, шпиндельная бабка 2, револьверный суппорт 7 с револьверной головкой 5, поперечный передний суппорт 1 (есть задний поперечный суппорт), продольный суппорт 4 (установлен на суппорте 1), поперечный вертикальный суппорт 3 (их два).
У одношпиндельных автоматов, как и у револьверных станков, инструменты, установленные в различных позициях револьверной головки, последовательно используются для обработки заготовки и каждая из позиций большую часть времени бездействует. Этого недостатка не имеют многошпиндельные автоматы, где несколько шпинделей (четыре, пять, шесть или восемь) соединены в блок, и инструменты всех суппортов (по числу шпинделей) работают одновременно. Применение многошпиндельных автоматов значительно повышает производительность.
На рис. 50 приведена рабочая зона четырехшпиндельного автомата. Шпиндели 1, 2, 5, 6 вращаются в шпиндельном блоке 8 и каждый шпиндель несет закрепленный пруток. После каждого перехода шпиндельный блок поворачивается так, что все шпиндели последовательно становятся против суппортов 9, 3, 4 и 7, и пруток обрабатывается инструментами, закрепленными в этих суппортах.
|
|
|
Токарные полуавтоматы работают с автоматическим рабочим циклом, для повторения которого требуется вмешательство станочника (снятие детали, установка новой заготовки, пуск станка). По полуавтоматическому циклу работают многорезцовые, револьверные, карусельные одно- и многошпиндельные станки. Вертикальные полуавтоматы имеют до 16 шпинделей. Как и автоматы, эти станки имеют узел распределительного вала.
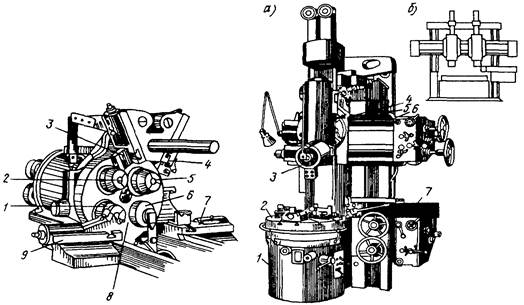
Рис. 50 Рис. 51
правило, превышает их высоту; ось вращения заготовки при обработке вертикальна. На таких станках можно обтачивать и растачивать цилиндрические, конические и фасонные поверхности, обтачивать и подрезать торцы, отрезать части заготовки, нарезать резьбу, сверлить, зенкеровать и развертывать отверстия (последние три вида обработки не могут производиться на станках, не имеющих револьверной головки).
Заготовка закрепляется на планшайбе 2, установленной на круговых направляющих станины 1 (рис. 51, а). Планшайба закреплена на шпинделе, который опирается на подпятник и приводится в движение от главного электродвигателя через коробку скоростей. На направляющих стойки 5 имеется поперечина 6, несущая вертикальный суппорт 4 с револьверной головкой 3. На тех же направляющих установлен боковой суппорт 7.
4. Карусельные станки бывают одно- и двухстоечные. Одностоечные станки (рис. 51, а) изготовляют с боковым суппортом или без него. Наибольший диаметр обработки на этих станках в зависимости от размеров станка колеблется от 800 до 1650 мм. Двухстоечные станки (рис. 51, б) являются более жесткими и применяются для обработки крупных заготовок диаметром до 26000 мм. Они имеют на поперечине два суппорта, а на правой стойке – боковой суппорт. Некоторые станки оснащены еще и четвертым суппортом; устанавливаемым на левой стойке. Карусельные станки имеют широкое применение на всех заводах среднего и крупного машиностроения.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1031; Нарушение авторских прав?; Мы поможем в написании вашей работы!