КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зубодолбежные станки
|
|
|
|
Зубофрезерные станки.
Методы изготовления профиля зубьев колес.
Тема 34. Зубонарезание.
Вопросы:
Различают два основных метода профилирования боковых поверхностей зубьев зубчатых колес: метод копирования и метод обкатки (огибания).
Метод копирования заключается в прорезании впадины фасонным инструментом, форма режущих лезвий которого соответствует очертанию впадины между двумя соседними зубьями зубчатого колеса. В качестве примера на рис.74, а показано фрезерование впадины дисковой модульной фрезой на горизонтально-фрезерном станке, а на рис. 74, б – пальцевой модульной фрезой на вертикально-фрезерном станке.
Недостатками метода копирования являются: ограниченное количество фрез в комплекте, так как для каждого модуля необходимо иметь от 8 до 26 фрез в зависимости от требований к точности профиля и числа зубьев нарезаемого колеса; искажение профиля зуба при нарезании косозубых колес; низкая производительность в связи с периодическим возвратом заготовки в исходное положение и делительным движением. Этот метод используют для нарезания зубчатых колес в единичном производстве, а также для нарезания крупномодульных колес или колес большого диаметра.
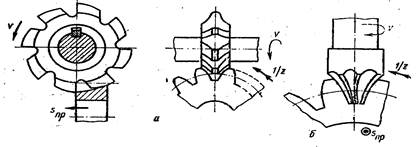
Рис. 74. Схемы фрезерования зубьев зубчатых колес методом копирования
Метод огибания. При нарезании зубчатых колес методом огибания профиль режущих лезвий инструмента не совпадает с профилем нарезаемых зубьев колеса, а отвечает профилю зубьев некоторого зубчатого колеса или рейки, называемых производящим колесом или рейкой, с которыми нарезаемое колесо находится в зацеплении.
В результате согласованных движений инструмента и заготовки на последней нарезаются зубья с профилем огибающей кривой к ряду последовательных положений режущих лезвий инструмента. Чем больше этих относительных положений режущих лезвий приходится на образование профиля, тем ближе профиль нарезаемого колеса соответствует теоретическому.
|
|
|
Метод огибания по сравнению с методом копирования имеет следующие преимущества:
1. Одним и тем же инструментом данного модуля можно нарезать зубчатые колеса с любым числом зубьев.
2. Обеспечивается более высокая точность и чистота поверхности зубьев нарезаемого колеса.
3. Достигается более высокая производительность обработки благодаря непрерывности процесса и участию в работе одновременно большого количества режущих лезвий.
4. Возможна автоматизация процесса.
Нарезание зубьев по методу обкатки цилиндрических зубчатых колес с прямыми или косыми зубьями производят либо методом зубофрезерования червячными модульными фрезами, либо методом зубодолбления зуборезными долбяками. Конические зубчатые колеса изготавливают на зубострогальных станках.
2. Эти станки предназначены для нарезания цилиндрических зубчатых колес с прямыми и косыми зубьями, а также червячных зубчатых колес методом обкатки (огибания) червячными модульными фрезами. Работа зубофрезерных станков основана на принципе воспроизведения в процессе резания относительных движений элементов червячной передачи, в которой червяком является червячная модульная фреза, а червячным колесом – нарезаемая заготовка.
Зубофрезерный полуавтомат модели 5Д32. Общий вид полуавтомата показан на рис. 70. На станине 1 смонтирована подвижная стойка 8 с вертикальными направляющими, по которым перемещается фрезерный суппорт 6, выполняющий движение вертикальной подачи при нарезании цилиндрических колес. При нарезании червячных колес методом тангенциальной подачи с помощью специальной фрезы используют протяжной суппорт 7. На круглых направляющих станины вращается стол 2. Слева от стола на станине закреплена стойка 3 с поддерживающим кронштейном 4, создающим вторую опору оправке, на которой закрепляют заготовку. Стойка 3 соединена с поднижпой стойкой 8 поперечиной, что увеличивает жесткость системы. При работе с горизонтальной подачей стола поперечина открепляется.
|
|
|
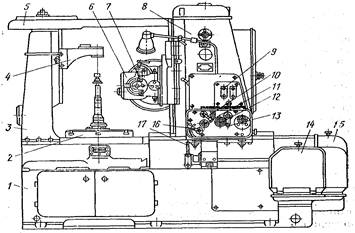
Рис. 75. Зубофрезерный полуавтомат модели 5Д32
На рис.75 показаны также рукоятка включения и выключения рабочих подач 11, рукоятка включения подачи при работе с протяжным суппортом 16, кнопочная станция 9, рукоятка включения вертикальной подачи фрезерного суппорта 10, рукоятки ручного вертикально- го 17 и горизонтального 12 перемещения подвижной стойки, рукоятка включения радиальной подачи стола 13.
Фрезерный шпиндель получает вращение от электродвигателя 15 мощностью 2,8 кВт; числа оборотов шпинделя изменяются в пределах от 0,5 до 3,0 мм/об, а радиальная подача – в пределах от 0,1 до 1,0 мм/об с помощью сменных колес 14.
3. Предназначены для нарезания цилиндрических прямозубых колес наружного и внутреннего зацепления зуборезными долбяками. При наличии дополнительных устройств на станках можно нарезать колеса с винтовыми (косыми) зубьями.
Обкатка в случае использования долбяка заключается в том, что в процессе обработки воспроизводится зацепление двух цилиндрических зубчатых колес, одно из которых является режущим инструментом – долбяком, а второе – заготовкой. Долинку и заготовке сообщается движение обкатки, соответствующее вращению двух зубчатых колес, находящихся в зацеплении, скорости которых согласованы так, что за время поворота долбяка на один зуб нарезаемое колесо повернется также на один зуб.
Одновременно для осуществления процесса резания инструменту – долбяку сообщается прямолинейное возвратно-поступательное движение вдоль оси заготовки.
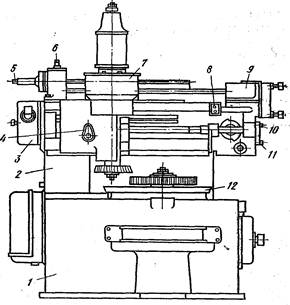
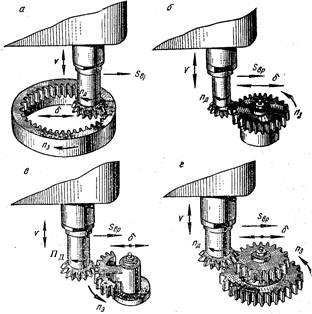
Рис. 76. Схемы нарезания зубчатых колес Рис. 77. Зубодолбежный станок модели
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1673; Нарушение авторских прав?; Мы поможем в написании вашей работы!