КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виробничий цикл
|
|
|
|
План
1. Поняття і класифікація виробничих процесів.
2. Принципи раціональної організації виробничих процесів.
3. Типи виробництва і їхня техніко-економічна характеристика.
4. Тривалість виробничого циклу: поняття, склад, визначення і шляхи зниження для приладобудування.
5. Виробнича структура й інфраструктура підприємства.
2.1 Поняття і класифікація виробничих процесів
У середині підприємства здійснюється 2 види процесів:
· Виробничі (матеріально-речовинні).
· Інформаційні (процеси керування).
Ознака розподілу – предмет праці. У виробничих процесах предмет праці – матеріальна річ (процеси: механічної обробки, зборки, ремонту устаткування, виготовлення інструменту).
У інформаційних процесах предмет праці - інформація (процеси: розробки нових моделей виробів, складання плану підприємства, прийняття управлінських рішень тощо).
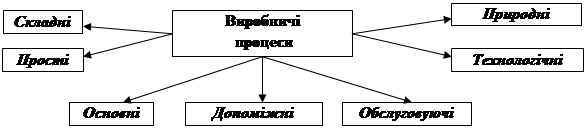 |
Рисунок 2.1 - Класифікація виробничих процесів
Простим називається процес по виготовленню окремої деталі, звірків або монтажний, що складається з ряду послідовних операцій.
Операція – частина виробничого процесу, яка виконується на одному робочому місці без переналагодження устаткування.
Складним називається виробничий процес по виготовленню закінченого виробу (вузла), що складається з взаємозалежних простих процесів.
Допоміжними є процеси, що створюють умови для нормальної течії основних процесів (ремонт устаткування, вироблення енергії, виготовлення інструменту …)...
Обслуговуючими є процеси контролю якості продукції, заготівельно-складські.
Технологічними називаються процеси зміни фізичної, хімічної й іншої властивостей оброблюваних предметів праці.
|
|
|
Природними називають процеси зміни властивостей предметів праці, які здійснюються без особистої участі людини і спеціальних засобів праці (висихання фарби на повітрі).
2.2 Принципи раціональної організації виробничого процесу
Основними принципами є:
- принцип пропорційності;
- принцип паралельності;
- принцип прямоточності;
- принцип ритмічності;
- принцип безперервності;
- принцип спеціалізації;
- принцип механізації й автоматизації.
Пропорційність – однакова відносна продуктивність усіх виробничих підрозділів. Цей принцип припускає рівномірне і пропорційне завантаження усіх видів устаткування, необхідних, по перше, для того, щоб можна було виконати виробничу програму в потрібному обсязі, та по-друге, щоб не створювалися надлишки устаткування у зв'язку з нерівномірним завантаженням устаткування. Особливо чітко цей принцип повинний виконуватися в цехах основного виробництва, що передають деталі на зборку, для виконання у термін постачань по договорах.
Паралельність – одночасне виконання частин виробничого процесу, тобто здійснення процесів з “перекриттями”. Продуктивність підрозділів визначається при цьому тривалістю ритму процесу, що менше продуктивності циклу на різних “перекриттях“. Реалізація цього принципу дозволяє скоротити час виготовлення приладів і зменшити необхідні обігові кошти.
Прямоточність – означає забезпечення найкоротшого шляху проходження виробом усіх стадій і операцій виробничого процесу від запуску матеріалів до виходу готової продукції.
Ритмічність – рівномірний випуск продукції у визначені проміжки часу. Чим менше проміжки часу, тим більш складно організувати рівномірний випуск продукції.
Безперервність – зменшення перерв під час виробництва конкретних приладів. Це досягається зміною видів руху предметів праці у виробництві.
|
|
|
Спеціалізація – розчленовування виробничого процесу на складові частини і закріплення за кожним підрозділом виготовлення визначеного виробу чи виконання визначених технологічних операцій.
Механізація й автоматизація - припускають використання в трудових процесах машин і механізмів, автоматичних пристроїв, як для виконання основних, так і допоміжних елементів виробничого процесу.
2.3 Типи виробництва і їхня техніко-економічна характеристика
Тип виробництва – це визначена характеристика виробничої одиниці, виконана на основі двох ознак:
а) обсягів виконаних робіт чи оброблених виробів на даній одиниці;
б) ступеня раціональності побудови виробничого процесу.
Існують наступні виробничі одиниці:
а)робоче місце;
б)технологічна (виробнича) ділянка;
в)цех;
г)підприємство.
Розрізняють три основних типи виробництва:
1. Масове.
2. Серійне:
- крупносерійне;
- середньосерійне;
- дрібносерійне.
3. Одиничне.
Техніко-економічна характеристика різних типів виробництва дана в [11,15].

Тривалість виробничого циклу – це календарний період часу, між запуском у виробництво і моментом повного закінчення виготовлення виробу чи партії виробів.
Це один з головних параметрів, які характеризують виробничий процес.
Партія виробів – визначена кількість однакових виробів, які запускаються у виробництво одночасно з єдиною витратою підготовчо-заключного часу.
По складу тривалість виробничого циклу можна представити схемою (рис 2.2).
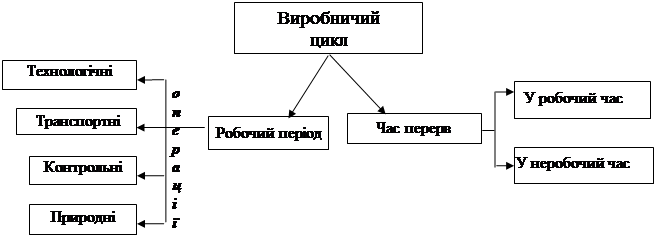
Рисунок 2.2 - Тривалість виробничого циклу
Тривалість виробничого циклу простого процесу (виготовлення деталі):
 .
.
де Ттех – тривалість усіх технологічних операцій, годин;
Ттр – тривалість транспортних операцій, годин;
Тприр – тривалість природних процесів, годин;
Ткон – тривалість контрольних операцій, годин;
Тпер – сумарна тривалість перерв, годин.
У машинобудуванні і приладобудуванні транспортні операції найчастіше бувають або малі в порівнянні з іншими операціями, або виконуються паралельно з іншими операціями. Тому, при розрахунках  можна зневажити.
можна зневажити.
 , [кал. днів]
, [кал. днів]
де  - планова тривалість виробничого циклу простого виробничого процесу, кал.дн.
- планова тривалість виробничого циклу простого виробничого процесу, кал.дн.
|
|
|
 – число змін на добу;
– число змін на добу;
 – тривалість зміни, години;
– тривалість зміни, години;
 – коефіцієнт переведення робочих днів у календарні
– коефіцієнт переведення робочих днів у календарні
 ;
;
 – число робочих днів за розглянутий період;
– число робочих днів за розглянутий період;
 – число календарних днів за розглянутий період;
– число календарних днів за розглянутий період;
 ,
, – сумарна тривалість відповідно технологічних і контрольних операцій у розглянутому процесі, визначена на основі норм часу, ч;
– сумарна тривалість відповідно технологічних і контрольних операцій у розглянутому процесі, визначена на основі норм часу, ч;
 – плановий коефіцієнт виконання норм робітниками;
– плановий коефіцієнт виконання норм робітниками;
 – число операцій технологічного процесу;
– число операцій технологічного процесу;
 – середній межопераційний час, годин;
– середній межопераційний час, годин;
 – тривалість природних процесів, що не збігаються з перервами, годин.
– тривалість природних процесів, що не збігаються з перервами, годин.
Тривалість технологічного циклу залежить не тільки від технології виробництва деталі, але і від способу організації виробничого процесу.
Спосіб організації виробництва найбільш часто визначається видом руху предмета праці у виробництві.
Види руху:
а) послідовний.
б) паралельно-послідовний.
в) паралельний.
Розглянемо визначення тривалості технологічного циклу для партії виробів на прикладі простого виробничого процесу.
Початкові дані:
 3 - число операцій;
3 - число операцій;
 4 шт - розмір оброблюваної партії;
4 шт - розмір оброблюваної партії;
 - норми часу на операціях;
- норми часу на операціях;
 1 - число робочих місць на відповідних операціях.
1 - число робочих місць на відповідних операціях.
Знайти тривалість технологічного циклу  при різних способах організації виробництва (
при різних способах організації виробництва ( - послідовному,
- послідовному,  - паралельно-послідовному,
- паралельно-послідовному,  - паралельному виді руху).
- паралельному виді руху).
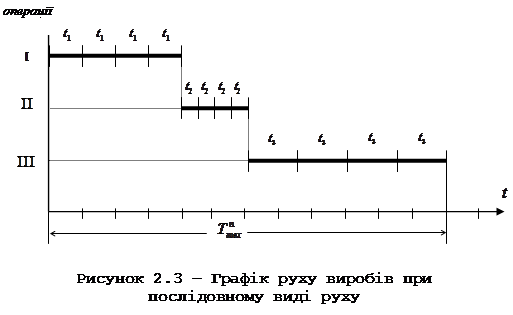
Послідовний вид
Виріб передається на наступну операцію тільки після закінчення обробки всієї партії на попередній операції.
 |
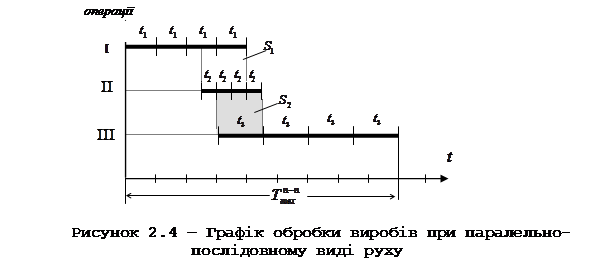
Паралельно-послідовний вид
При ньому характерні дві ознаки:
а) ще до повного закінчення обробки партії на попередній операції, починається обробка виробів на наступній операції.
б) уся партія обробляється на одній операції без перерви і простою устаткування.
 |
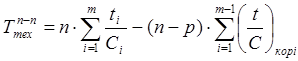
де  - транспортна партія – мінімальна кількість виробів, передана з однієї операції на іншу; =1 шт.
- транспортна партія – мінімальна кількість виробів, передана з однієї операції на іншу; =1 шт.
Для розглядаємого прикладу
 |

- транспортна партія – мінімальна кількість виробів, передана з однієї операції на іншу; =1 шт в прикладі.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 747; Нарушение авторских прав?; Мы поможем в написании вашей работы!