КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные принципы программного управления технологическим оборудованием. Технологические возможности станков с ЧПУ
|
|
|
|
ДЕ 6: ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ С ЧПУ
Лекция №6
Изобретение механического привода позволило освободить человека от физического труда, но управление осуществлялось в ручную. Развитие производства привело к автоматизации. К середине нашего века сложилась система: САУ - система автоматического управления механического типа, т.е. программа управления осуществляется в виде реально существующих аналогов.
Физическим носителям информации свойственны 2 недостатка:
1. Информация чертежа детали из цифровой превращается в аналоговую в виде сложной криволинейной поверхности, это преобразование связано с потерей информации, а такая материальная форма связана с износом программы-носителя.
2. Необходимо изготавливать программы-носители в металле с высокой точностью, и останавливать оборудование на длительный период для осуществления его наладки.
Цифровые системы электронного управления:
ЧПУ - такая система, в которой программа перемещения рабочих органов и технологии команды передаются в управляющую ЭВМ в виде цифровых алфавитных кодов.
Система ЧПУ на всем пути подготовки передачи информации имеет дело только с цифровой ее формой.
Эта форма информации позволяет применять все современные средства микропроцессорной техники, т.е. автоматизировать подготовку самой программы, и быстро менять программное управление. Переналаживание на новую программу станка ЧПУ занимает 10-20мин.
Генеральное направление современного прогресса -замена всех мех. систем электронными и создание единого цифрового поля.
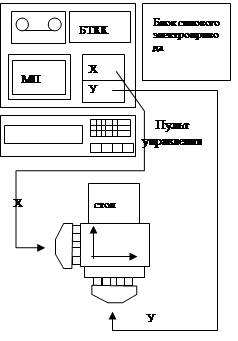 Конструктивно ЧПУ представляет автономный электронный агрегат, состоящий из: БТК - блок технологических команд; МП - микропроцессор управляет двумя координатами (сейчас до 20).
Конструктивно ЧПУ представляет автономный электронный агрегат, состоящий из: БТК - блок технологических команд; МП - микропроцессор управляет двумя координатами (сейчас до 20).
|
|
|
Различают:
- NC (Numeral Control) - числовое управление; система с покадровым чтением перфоленты.
- SNC (Stored Numeral Control) - хранимая программа; управляющая команда считывается 1 раз и по ней осуществляются циклы обработки.
- CNC (Computer NC) - устройство ЧПУ со встроенной ЭВМ, которое может хранить одновременно несколько десятков программ, корректировать, редактировать их.
- DNC (Direct NC) - прямое управление станком от ЭВМ. Управление порядком опер., целым участком.
- HNC(Handled NC) - оперативное программное управление; ручной набор данных на пульте управления.
 По принципу управления движением различают 3 группы оборудования:
По принципу управления движением различают 3 группы оборудования:
1. С позиционной системой ЧПУ, управляется автоматически инструментом от точки к точке, на пути осуществляется обработка:(сверлильные станки).
2. С контурной системой ЧПУ; перемещение по сложной траектории происходит непрерывно (фрезерные станки).
С комбинированной системой ЧПУ, сочетает в себе 1 и 2 системы управления, поэтому самая дорогая.
По количеству используемого инструмента различают станки:
1.  С одним инструментом
С одним инструментом
2. Много инструментальные с РГ (револьверная головка управления инструментом) до 12 штук.
3. Многоцелевые; снабжены спец. магазином инструментов и манипулятором для смены инструментов (от 12 до 80-120 шт.)
Индексация станков с ЧПУ:
Ц- цикловое управление.
Ф1- цифровая индексация, станок. снабжается простыми устройствами, на экране читается информация (мало используется).
Ф2-позиционное ЧПУ.
Ф3-контурное.
Ф4-комбинированное, также в обозначении используют:
Р-ЧПУ с револьвером.
М-ЧПУ при наличии магазина инструментов (сохраняется индикация точности)
П.В.А.(П - повышенная точность, В - высокая точность, А - особая высокая точность)
В зависимости от наличия или отсутствия в ИО обратных связей, современные СЧПУ различают на замкнутые и разомкнутые. Замкнутые СЧПУ сложнее разомкнутых по конструкции, но работают точнее последних, т. к. фактическая обработка перемещений ИО не только сравнивается с заданной, но и корректируется СЧПУ по сигналам ДОС.
|
|
|

Рис.2.23 Схемы СЧПУ: а) - разомкнутая СЧПУ; б) - замкнутая СЧПУ
Разомкнутые СЧПУ характеризуется наличием одного потока информации, поступающего со считывающего устройства СУ к ИМ. Эти системы, в механизмах подач которых использованы ШД, называют шагово-импульсными (рис. 2.23, а). Крутящего момента, развиваемого ШД, как правило, недостаточно для его непосредственного использования в качестве привода механизма подачи. Поэтому ШД используют как задающее устройство, сигналы которого усиливаются различными способами. Для усиления используют гидроусилители моментов ГМ, состоящие из аксиально-поршневого гидродвигателя ГД со следящим управлением от золотника УЗ, который приводится возвращение ШД. Вал ГД связан с ходовым винтом привода подач ИО станка. При работе системы ГМ обеспечивает синхронное вращение выходного и входного валов при многократном увеличении крутящего момента. Сигналы, считанные с УП, поступают УЧПУ, а затем после преобразования в ШД, связанный через УЗ с ГД. В ГМ имеется местная жесткая обратная связь ОС. Происходит перемещение ПО в заданное положение. Правильность выполнения заданных УП перемещений ИО в разомкнутой системе не контролируется. В системе нет датчика пути и соответственно нет информации о действительном положении ИО.
Замкнутые СЧПУ характеризуются наличием двух потоков информации: один от СУ, второй от ДОС. В этих системах рассогласования между заданными и действительными величинами перемещений ИО устраняется за счет обратной связи (рис. 2.23, б). Сигналы, считанные с УП, поступают в УЧПУ, а затем через блок сравнения БС. дешифратор и усилитель ДШ к исполнительному двигателю. При перемещении ИО могут возникнуть отклонения от УП, обусловленные зазорами в приводе, упругими деформациями системы СПИД, износом инструментов и т. д. ДОС измеряет действительное перемещение ИО или его положение и направляет сигнал в БС, где сигналы обратной связи сравниваются с сигналами от СУ. При наличии рассогласования между сигналами ДОС и СУ на выходе ВС появляется сигнал, который через ДШ поступает на Д — происходит перемещение ИО в нужном направлении. Как только рассогласование пропадает, сигналы на входе БС исчезнут и движение ИО прекращается. Таким образом работает следящий привод подач, применяемый в контурных СЧПУ. Такие СЧПУ называются импульсно-следящими. Для позиционного управления используют счетно-импульсные и кодовые СЧПУ.
|
|
|
Пример:
6Б76ПМФ4(6-на фрезерном многоцелевом станке, П -повышенная точность, М-с магазином инструментов, 4-комбинированная система управления).
На станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Главная технологическая особенность станков ЧПУ - на одном станке на одном рабочем месте происходит высокая концентрация обработки. Следовательно, число операций уменьшается в 10-15 раз, за 2-3 операции происходит выполнение всего технологического процесса, длительность операций уменьшается на несколько часов.
Эти особенности накладывают дополнительные условия организации для станков ЧПУ. Сейчас 15-20% от парка составляют станки с ЧПУ.
Разновидности фрезерных станков с ЧПУ
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1272; Нарушение авторских прав?; Мы поможем в написании вашей работы!