КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарно-винторезные станки
|
|
|
|
Имеют практически однотипную компоновку, примером может служить станок 16К20. Основными его узлами являются: станина; передняя шпиндельная бабка, в которой размещена коробка скоростей; коробка подач; суппорт с резцедержателем и фартуком; задняя бабка.
Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка. Передняя шпиндельная бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Шпиндель и все валы установлены на опорах качения.
В некоторых станках коробка скоростей размещена в тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом. Задняя бабка предназначена для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления режущего инструмента при обработке отверстий /сверл, зенкеров, разверток/ и нарезания резьбы /метчиков, плашек/.
Задняя бабка станка имеет плиту и может перемещаться по направляющим станины. В отверстии корпуса задней бабки имеется выдвижная пиноль.
Коробка подач служит для передачи вращения от шпинделя или от отдельного привода ходовому валу или ходовому винту, а также для изменения их частоты вращения для получения необходимых подач или определенного шага при нарезании резьбы резцом. Это достигается изменением передаточного отношения коробки подач. Коробка подач связана со шпинделем станка гитарой со сменными зубчатыми колесами.
Фартук предназначен для преобразования вращательного движения ходового вала или ходового винта в поступательное движение суппорта, а также для периодического включения либо автоматической подачи, либо маточной гайки для нарезания резьбы резцом.
|
|
|
Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт состоит из каретки /нижних салазок/, которая перемещается по направляющим станины; поперечных салазок, перемещающихся по направляющим каретки; поворотной части с направляющими, по которой перемещается резцовая каретка. Поворотную часть суппорта можно устанавливать под углом к линии центров станка.
Резцедержатель станка можно фиксировать и надежно закреплять на резцовой каретке. Он предназначен для крепления инструмента и различных резцовых державок.
Станок 16К20 имеет держатель для крепления центрового инструмента, служащего для обработки отверстий, оси которых совпадают с осью шпинделя. Этот инструмент применяют при обработке отверстий с ручной и механической подачей каретки суппорта.
Токарно-винторезный станок 16К20. Предназначен для выполнения различных токарных работ: нарезания левой и правой метрической, дюймовой, одно- и многозаходных резьб с нормальным и увеличенным шагом, нарезания торцовой резьбы и тд.
Станок 16К20 имеет широкие технологические возможности, на нем можно обрабатывать заготовки как из незакаленной, так и закаленной стали. В качестве шпиндельных опор применены подшипники особо высокой точности. Поэтому станок имеет повышенную жесткость конструкции. Это позволяет вести обработку с большими силами резания, полностью используя мощность привода.
Техническая характеристика станка. Наибольший диаметр обрабатываемой заготовки над станиной 400 мм, над суппортом 200 мм; наибольший диаметр обрабатываемого прутка, проходящего через отверстие шпинделя 50 мм; число скоростей шпинделя 22; пределы частот вращения шпинделя 12,2-1600 мин-1; предельная подача: продольная 0,05-2,8 мм/об, поперечная 0,025-1,4 мм/об; шаг нарезаемой резьбы: метрической 0,5-112 мм, дюймовой, ниток на 1" -56-0,5; мощность электродвигателя 10 кВт; частота вращения вала электродвигателя 1460 мин-1.
|
|
|
Виды движений. Главное движение - вращение шпинделя с заготовкой; движение подач - перемещение каретки в продольном и салазок в поперечном направлении; вспомогательные движения: быстрые перемещения каретки в продольном и салазок в поперечном направлениях от отдельного привода и др.
Кинематическая схема станка. Привод главного движения: т.е. вращение шпинделю передается от электродвигателя через клиноременную передачу и коробку скоростей. Станок должен быть налажен на заранее подобранную по режимам резания частоту вращения.
Привод подач состоит из звена увеличения шага, механизма реверса гитары сменных колес, коробки подач и механизма передач фартука.
Наладка токарного станка 16К20 состоит в подготовке его к выполнению заданной технологической операции. При наладке устанавливают приспособления, необходимые для крепления обрабатываемой заготовки и режущего инструмента, перемещают узлы в исходное положение, настраивают станок на определенные параметры движения /траекторию, скорость, направление, путь/, регулируют подвод смазочно-охлаждающей жидкости и т.д.
При настройке устанавливают рукоятки коробки передач и переключатели в требуемое положение по указателям, сменные колёса и кулачки - в соответствии с расчетами или таблицам.
Для установки заготовок в зависимости от их размера или формы применяют центры, патроны, планшайбы, оправки. В центрах обрабатывают длинные заготовки типа валов или заготовки, насаженные на оправки.
В патронах закрепляют сравнительно короткие и жесткие заготовки. Чаще всего применяют трехкулачковые самоцентрирующие патроны. Несимметричные заготовки закрепляют в четырехкулачковых патронах, где каждый кулачок перемещается независимо от другого. Крупные, несимметричные заготовки закрепляют на планшайбах с помощью болтов-прихватов и других приспособлений. Для обработки заготовок из прутков используют цанговые патроны.
|
|
|
Инструменты закрепляют в резцедержателях суппорта /обычно резцы/ или в пиноли задней бабки /сверла, развертки, зенкеры, метчики/.
Лобовой станок 1А693.
Для обработки заготовок большого диаметра в единичном производстве применяют лобовые токарные станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой диаметр /до 4м/ планшайбы.
Техническая характеристика станка. Наибольшее расстояние между центрами 3200мм; наибольшая масса заготовки 15000кг; частота вращения шпинделя 0,8-6,3 мин-1; мощность привода шпинделя 30 кВт; масса 58000 кг.
В передней бабке, жестко закрепленной на плите, размещена коробка скоростей. Основание суппорта с продольными направляющими и заднюю бабку можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в паз плиты. Обрабатываемую заготовку закрепляют на планшайбе в кулачках или с помощью прихватов и болтов. Движение подачи осуществляется от отдельного электродвигателя; суппорту можно сообщать продольное и поперечное движение подачи.
КАРУСЕЛЬНЫЕ СТАНКИ
Карусельные станки применяют для обработки заготовок тяжёлых деталей большого диаметра, но сравнительно небольшой длины. На них можно обрабатывать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и др.
Основными размерами карусельных станков считают наибольший диаметр и высоту обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку в 1,25 раза большую по диаметру, чем предыдущая.
По компоновке карусельные станки подразделяют на одно- и двухстоечные. Двухстоечные станки предназначены для обработки деталей свыше 2000 мм.
Станина одностоечного карусельного станка жестко скреплена со стойкой, имеющей вертикальные направляющие для перемещения по ним траверсы и бокового суппорта с четырехместным резцедержателем. На станине на круговых направляющих расположена планшайба для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных траверсах может перемещаться вертикальный револьверный суппорт с пятипозиционной револьверной головкой. Привод подач револьверного и бокового суппортов осуществляется от коробок подач. Револьверный суппорт можно перемещать вручную, а также боковой. Станком управляют с пульта.
|
|
|
Одностоечный карусельный станок 1512.
Предназначен для обработки крупных деталей типа корпусов, маховиков и т.п.
Техническая характеристика станка. Диаметр планшайбы 1120 мм; размеры обрабатываемых заготовок: диаметр до 1250 мм; высота до 1000 мм; частота вращения планшайбы 5-250 мин-1; подача суппортов 0,07-12,5 мм/об; мощность электродвигателя главного движения 30 кВт; частота вращения электродвигателя главного движения 1450 мин-1.
Главное движение /вращение планшайбы/ сообщается от электродвигателя через клиноременную передачу, коробку скоростей, коническую пару и цилиндрическую передачу. Коробка скоростей имеет десять электромагнитных муфт ЭМ1-ЭМ10, переключая которые можно получить 24 теоретических и 18 практических частот вращения планшайбы.
Подачи суппортов /револьверного и бокового/ заимствуются от планшайбы через две независимые коробки подач, оснащенные электромагнитными муфтами с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от планшайбы через зубчатые передачи на вал XII коробки подач. От коробки подач вращение получает вал XX механизма суппорта, и далее через зубчатые колеса и винтовую пару револьверный суппорт получает горизонтальную подачу.
Вертикальная подача револьверного суппорта осуществляется от планшайбы до вала XII коробки подач по той же цепи; далее движение передается валу XXI, затем через конические зубчатые колеса, цилиндрическую передачу, коническую передачу и винтовую пару револьверный суппорт получает вертикальную подачу.
Ускоренное перемещение оба суппорта получают от отдельных электродвигателей, которыми снабжены коробки подач этих суппортов. Подъем и опускание траверсы осуществляется двумя ходовыми винтами от электродвигателя М2.
Револьверная головка вертикального суппорта поворачивается от электродвигателя МЗ через зубчатую передачу и червячную пару.
Стол является наиболее важным узлом, от которого в основном зависят геометрическая точность и параметры шероховатости деталей, производительность, долговечность и надежность работы карусельного станка. Направляющие и шпиндельные опоры стола должны иметь высокую работоспособность и долговечность с длительным сохранением первоначальной точности.
Двухстоечный токарно-карусельный станок
Назначение станка. Станок предназначен для обточки и расточки цилиндрических, конических и фасонных поверхностей, подрезки торцов и сверления отверстий в крупногабаритных деталях класса дисков и втулок, высота которых не превышает 1,5—2 диаметров.
Наиболее характерными деталями, обрабатываемыми на карусельном станке 1553, являются маховики, заготовки зубчатых колес, диски турбин, бандажи и т. п.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм: без бокового суппорта 2300; с боковым суппортом 2100.
Диаметр планшайбы в мм 2100.
Наибольшая высота обрабатываемой детали в мм 1600
Наибольшее вертикальное перемещение верхних суппортов в мм: правого 865; левого 950.
Наибольшее горизонтальное перемещение верхних суппортов в мм: правого 1315; левого 1215.
Наибольшее перемещение бокового суппорта в мм: вертикальное 1520; горизонтальное 600.
Число скоростей вращения планшайбы 18.
Пределы чисел оборотов планшайбы минуту 1,4—48.
Количество величин подач суппортов 12.
Пределы величин подачи суппортов в мм/об 0,2—9.
Скорость перемещения траверсы в мм/мин 400.
Мощность главного электродвигателя в кВт 40.
Основные узлы станка: А — коробка подач левого верхнего суппорта; Б — левый верхний поворотный суппорт с резцедержателем; В — траверса; Г — правый верхний суппорт с револьверной головкой; Д — портал с механизмом перемещения траверсы; Е, К — стойки; Ж— коробка подач правого верхнего суппорта; 3 — боковой суппорт с коробкой подач; И — станина с планшайбой и коробкой скоростей.
Движения в станке. Движение резания — вращение планшайбы с заготовкой. Движения подач — горизонтальное и вертикальное перемещения верхних суппортов (левый верхний суппорт, кроме того, может перемещаться под углом к оси вращения детали), горизонтальное и вертикальное перемещения бокового суппорта.
Вспомогательные движения — быстрые холостые перемещения суппортов, перемещение траверсы по направляющим стоек, зажим траверсы и поворот револьверной головки.
Принцип работы. Обрабатываемая деталь закрепляется на планшайбе, которой сообщается вращательное движение в горизонтальной плоскости. Режущие инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт служит в основном для обточки наружных поверхностей, выточки канавок и подрезки торцов; в его четырехпозиционной головке закрепляются резцы различных типов. Верхний поворотный суппорт используется для обработки наружных и внутренних конических поверхностей. Верхний суппорт имеет пятипозиционную револьверную головку, в которой закрепляются инструменты, предназначенные главным образом для обработки отверстий.
Конструктивные особенности. Станок снабжен блокирующим механизмом, устраняющим возможность одновременного включения рабочей подачи и ускоренного хода суппортов.
Для облегчения вертикальных перемещений ползунов суппорты снабжены пружинными механизмами уравновешивания. Конструкция коробок подач обеспечивает возможность установки приспособлений для обработки конусных поверхностей без разворота верхнего поворотного суппорта. Механизмы перемещения и зажима траверсы сблокированы и расположены в портале.
Токарно-револьверные станки.
Применяют в серийном производстве для изготовления деталей сложной конфигурации из прутков или штучных заготовок. В зависимости от этого токарно-револьверные станки делятся на прутковые и патронные. На токарно-револьверных станках можно выполнять почти все основные токарные операции. Применение таких станков рационально в тех случаях, если по технологическому процессу обработки заготовки требуется последовательное применение различных режущих инструментов /резцов, сверл, разверток, метчиков и др./. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливают заранее при наладке станка, и в процессе обработки их поочередно или параллельно вводят в работу.
При наличии специальных державок можно в одном гнезде револьверной головки закрепить несколько режущих инструментов. Ход каждого инструмента ограничивается упорами, которые выключают продольные и поперечные подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент.
По конструкции револьверной головки станки делят на станки с вертикальной и горизонтальной осями вращения револьверной головки. Револьверные головки, кроме того, бывают цилиндрические и призматические.
Основными размерами, характеризующими прутковые револьверные станки, являются - наибольший диаметр обрабатываемого прутка и диаметр отверстия в шпинделе, а размерами, характеризующими станки для работы в патроне - наибольший диаметр обрабатываемой в патроне заготовки над станиной и над суппортом. К основным размерам также относят максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение револьверной головки.
Преимуществами токарно-револьверных станков по сравнению с токарными является возможность сокращения машинного времени в результате применения многорезцовых головок и одновременной обработки инструментами револьверной головки и поперечного суппорта, и сравнительно малой затраты вспомогательного времени в результате предварительной наладки станка на обработку несколькими инструментами.
Токарно-револьверный станок 1Г340П является универсальным токарно-револьверным станком. Он может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента /черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т.п./. Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового /поперечного/ суппорта. Револьверная головка получает продольную и поперечную подачу. Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штеккерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Техническая характеристика станка.
Наибольший диаметр прутка 40 мм; наибольшая длина прутка 3000 мм; наибольший диаметр заготовки, устанавливаемой над станиной 400 мм; наибольшая подача прутка 100 мм; расстояние от переднего торца шпинделя до револьверной головки: наименьшее 128 мм, наибольшее 630 мм; число частот вращения шпинделя: прямое - 12, обратное - 6; частота прямого вращения шпинделя: прутковое исполнение 45-2000 мин-1, патронное исполнение 36-1600 мин-1, скоростное исполнение 56-2500 мин-1; число подач револьверного суппорта: продольных 12(0,035-1,6 мм/об), поперечных 12(0,02-0,8 мм/об).
Движения в станке. Главное движение - вращение шпинделя осуществляется от электродвигателя через коробку скоростей. На станке применена унифицированная автоматическая коробка скоростей. Частоты вращения можно переключать на ходу и под нагрузкой. Торможение выходного вала коробки скоростей осуществляется одновременно включением муфт на этом валу при отключенных остальных муфтах. Реверсирование шпинделя осуществляется электродвигателем.
Продольная подача револьверного суппорта осуществляется от выходного вала коробки скоростей через плоскозубчатые ременные передачи, коробку подач и механизм фартука. Коробка подач имеет пять электромагнитных муфт и блок зубчатых колес, что обеспечивает 12 подач револьверного суппорта в двух диапазонах /по шесть автоматических подач/. Продольное перемещение револьверного суппорта вручную осуществляют штурвалом при соответствующем положении муфт в механизме суппорта. Схемой станка предусмотрена возможность переключения скоростей и подач вручную переключателями, установленными на пульте управления, и автоматической установкой штеккера в соответствующее гнездо на штекерной панели. Поперечная /круговая/ подача осуществляется от шпинделя станка до ходового винта по той же кинематической цепи, что и при продольной подаче, а далее через плоскозубчатую ременную передачу, или цилиндрическую пару, конический реверсивный механизм, червячную передачу, зубчатую передачу на револьверную головку, при вращении которой происходит поперечная /круговая/ подача.
На станке имеется копировальное устройство, предназначенное для продольного и поперечного копирования. Для этого на револьверной головке закрепляют специальную державку с роликом, который упирается в копировальную линейку. Копировальную линейку устанавливают под необходимым углом к горизонтали и закрепляют в этом положении.
Продольное копирование осуществляется при продольной подаче револьверного суппорта, при этом ролик державки движется по наклонной линейке и поворачивает вокруг оси револьверную головку вместе с резцом, сообщая ему поперечную подачу. Ролик прижимается к поверхности копировальной линейки силой резания. При одновременном осуществлении резцом продольной и поперечной подач на заготовке образуется коническая или иная фасонная поверхность. При поперечном копировании включается поперечная подача, а продольное перемещение суппорта происходит под действием копировальной линейки. Резьбонарезное устройство предназначено для нарезания по копиру резцами или гребенками наружных или внутренних резьб различных шагов. От шпинделя через кинематическую цепь вращение передается на сменный копир.
Наладка станка состоит из этапов: установка зажимной и падающей цанг или патрона для штучных заготовок; установка последовательности циклов и режимов обработки на штеккерной панели в соответствии с технологической документацией; установка в гнездах револьверной головки инструментов согласно карте наладки; установка упоров на барабане в соответствии с картой наладки; установка упоров круговых перемещений на станке при обработке в наладочном режиме первой детали согласно технологической документации.
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Токарные станки и полуавтоматы применяют для обработки деталей сложной конфигурации с помощью большого количества инструментов. Они подразделяются: по назначению — на универсальные и специализированные; по виду заготовки — на прутковые и патронные; по количеству шпинделей — на одношпиндельные и многошпиндельные; по расположению шпинделей — на горизонтальные и вертикальные.
Токарные автоматы могут быть универсальными, специализированными, горизонтальными и вертикальными, одно- и многошпиндельными.
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. Одношпиндельные токарно-револьверные автоматы в универсальном исполнении могут иметь шестипозиционную револьверную головку и поперечные суппорты.
В массовом производстве широко применяют, многошпиндельные токарные автоматы. Они являются, как правило, многоинструментальными станками. По числу шпинделей их можно различить на одно- и многошпиндельные; по расположению шпинделей - на горизонтальные и вертикальные; по назначению - на универсальные и специализированные.
Горизонтальные одношпиндельные токарные полуавтоматы подразделяют на многорезцовые /центровые и патронные/, копировальные и многорезцово-копировальные. На центровых станках обрабатывают заготовки, устанавливаемые в центрах, когда длина заготовки в несколько раз больше ее диаметра. На патронных станках в основном обрабатывают короткие заготовки большого диаметра. Одношпиндельные полуавтоматы, снабженные магазинным устройством, превращаются в автоматы.
Из автоматов и полуавтоматов наибольшее распространение получили станки с кулачковым приводом. Автоматическое управление циклом
этих станков осуществляется с помощью распределительного (кулачкового) вала. Обычно за один оборот вала происходит полный цикл обработки
детали.
Автоматы можно разделить на три группы. Первая группа — автоматы, имеющие один распределительный вал, вращающийся с постоянной для данной настройки частотой. Вал управляет как рабочими, так- и вспомогательными движениями. Для автоматов этой группы характерна большая потеря времени при вспомогательных движениях, так как они выполняются при той же (медленной) частоте вращения распределительного вала, что и рабочие операции. Однако в автоматах малых размеров с небольшим количеством холостых движений применение такой схемы целесообразно вследствие ее простоты.
Вторая группа — автоматы с одним распределительным валом, которому в течение цикла сообщаются две частоты вращения: малая при рабочих и большая при холостых операциях. Такая схема обычно применяется в многошпиндельных токарных автоматах и полуавтоматах.
Третья группа — автоматы, имеющие, кроме распределительного вала, еще и быстроходный вспомогательный вал, осуществляющий холостые движения. Команды на выполнение холостых движений подаются распределительным валом с помощью закрепленных на нем специальных барабанов с упорами.
Горизонтальные одношпиндельные токарные полуавтоматы делятся на многорезцовые, копировальные и многорезцово-копировальные.
Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на таких станках обрабатывают одним или несколькими резцами. При обработке резцы могут перемещаться в продольном и поперечном направлении в соответствии с профилем копира или эталонной детали. На копировальных полуавтоматах обработку можно вести на более высоких скоростях резания, чем при многорезцовой обработке.
Многошпиндельные автоматы и полуавтоматы по принципу работы подразделяют на автоматы /полуавтоматы/ параллельного и последовательного действия.
Одношпиндельный токарно-револьверный автомат 1Б140.
На токарно-револьверном автомате 1Б140 в условиях крупносерийного производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов.
Техническая характеристика станка.
Наибольший диаметр обрабатываемого прутка 40 мм; наибольший диаметр нарезаемой резьбы: в стальных деталях - М24, в деталях из латуни - М32; наибольшая подача прутка за одно включение -100 мм; наибольший ход револьверной головки - 100 мм; время изготовления одной детали - 10,1-608,3 с. Частота вращения шпинделя: при левом вращении -160-2500 мин-1, при правом вращении - 63-1000 мин-1: расстояние от торца шпинделя до револьверной головки: наименьшее - 75 мм, наибольшее - 210 мм; мощность электродвигателя - 5,5 кВт.
Принцип работы станка.
Пруток пропускается через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструмент закрепляют в револьверной головке, поперечных и продольных суппортах. Инструментами, установленными в револьверную головку, обрабатывают наружные поверхности, обрабатывают отверстия и нарезают резьбу; инструментами поперечных суппортов обрабатывают фасонные поверхности, подрезают торцы, снимают фаски и отрезают готовые детали, а инструментом продольного суппорта, установленного на переднем поперечном суппорте, обрабатывают конусы и осуществляют другие операции.
Кинематика станка.
Главное движение станка осуществляется вращением шпинделя, получаемым от электродвигателя М1 через коробку скоростей и кинематическую передачу. Электромагнитные муфты в коробке скоростей переключаются переключателями автоматически по установленной программе. Таким образом, на шпинделе можно автоматически получить по три различных частоты при левом и правом вращении. Сменные зубчатые колеса позволяют увеличить число частот вращения шпинделя.
Револьверная головка в процессе работы получает следующие движения: продольное перемещение справа налево - быстрый подвод и рабочая подача, быстрый отвод в исходное положение и переключение с одной позиции на другую. Продольное перемещение револьверной головки осуществляется от кулачка, профиль которого соответствует технологическому процессу изготовления детали.
Наладка автомата 1Б140 включает разработку технологического процесса обработки и карты наладки, выбор нормальной и изготовление специальной оснастки, кинематическую наладку и монтаж оснастки на станке. При разработке технологического процесса обработки необходимо соблюдать следующие рекомендации: а/ стремиться вести обработку одновременно несколькими инструментами; б/ обеспечить по возможности совместную работу инструментов револьверной головки и поперечных суппортов; в/ при точении фасонными резцами фаски на переходных кромках заменять дугами окружностей радиусами R=0,2-0,3 мм; г/ перед сверлением отверстий диаметром менее 10 мм необходимо производить центрирование сверлом; д/ сверление глубоких отверстий следует разбивать на несколько переходов; е/ наиболее точные размеры по длине детали следует получать инструментами, закрепленными в поперечном суппорте; ж/ если в револьверной головке занято всего 2-3 гнезда, необходимо переключать ее через одну позицию или изготовить две детали за один цикл.
Наиболее сложный профиль имеет дисковый кулачок револьверной головки. Его профиль вычерчивают на основе данных операционной карты и размеров кулачка. Профиль участков кулачка для переключения револьверной головки состоит из трех различных кривых, последовательно обеспечивающих отвод револьверной головки, ее поворот и последующий подвод. Кривые подвода и отвода головки вычерчивают по специальному шаблону, чертеж которого прикладывают к паспорту станка.
Участки кулачков, сообщающие подачу инструменту, вычерчивают по архимедовой спирали или по дуге, близкой к ней, для равномерного подъема ролика.
По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делят на автоматы параллельного и последовательного действия. При обработке деталей на автоматах параллельного действия на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка получается столько готовых деталей, сколько шпинделей находится в работе.
Токарный шестишпиндельный автомат 1Б265-6К.
Предназначен для обработки деталей из прутков. На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
Техническая характеристика автомата.
Число шпинделей 6; наибольший диаметр прутка 65 мм; наибольшая длина обработки 190 мм; частота вращения шпинделей; в обычном исполнении 73-1065 мин-1, в быстроходном исполнении 73-1590 мин-1; число суппортов: продольных 1, поперечных 6; наибольший ход суппорта при нормальных кулачках: продольного - 200 мм, поперечных: верхних и нижних - 80 мм, средних - 70 мм, габаритные размеры станка 6265x1830x2170 мм.
Автомат состоит из следующих основных частей: на станине установлен корпус шпиндельного блока. Прутковый материал поддерживается трубами со стойкой. С правой стороны станины расположена коробка передач, в которой установлен привод главного движения, привод подач распределительного вала, привод инструментальных шпинделей. В станке имеется продольный суппорт и шесть поперечных суппортов с независимой подачей /два верхних, два нижних и два средних/.
Автомат работает по следующему циклу:
Прутковый материал закладывают в направляющие трубы и закрепляют в цанговых патронах шпинделей. Каждый шпиндель получает вращательное движение. Заготовка обрабатывается последовательно в шести позициях шпиндельного блока. Автомат имеет шесть поперечных суппортов, в пазах которых установлены резцедержатели с отрезными и фасонными резцами. Кроме того, имеется один, общий для всех позиций продольный суппорт, на каждой из шести граней которого устанавливаются державки с инструментами, которые в позициях могут иметь независимую от продольного суппорта подачу.
Инструментальные шпиндели используют для нарезания резьбы и быстрого сверления. Они получают вращение от коробки передач через длинные шлицевые валы. Все суппорты перемещаются от постоянных кулачков, установленных на распределительном валу. Шпиндельный блок периодически поворачивается на 60° для изменения позиции. Последний этап - отрезка детали, после чего пруток подается до упора.





























 Движения в станке.
Движения в станке.
Основные шпиндели автомата приводятся во вращение электродвигателем Ml через клиноременную передач, цилиндрическую пару, сменные зубчатые колеса и центральный вал. На центральном валу закреплено зубчатое колесо, от которого вращение передается колесам, установленным на концах шести шпинделей.
Инструментальный быстросверлильный шпиндель получает вращение от центрального вала через зубчатое колесо, промежуточное колесо и сменное зубчатое колесо. Паразитное колесо с подвижной осью обеспечивает зацепление колес.
Так как основной и вспомогательный шпиндели вращаются в разные стороны, относительная частота вращения есть сумма их частот вращения.
Подача всех рабочих органов станка осуществляется кулачками, установленными на распределительном валу. Во время рабочих движений станка распределительный вал вращается медленно, а при вспомогательных - быстро, с постоянной угловой скоростью. Распределительный вал состоит из двух валов, соединенных шлицевой втулкой. На валу расположены барабаны с кулачками зажима и подачи прутка, диск с кулачками фиксации, устройство поворота шпиндельного блока. На валу расположены барабаны подачи продольного суппорта, барабаны устройств с независимой подачей, диск с кулачками для привода верхних поперечных суппортов, зубчатое колесо привода командоаппарата. Дополнительные распределительные валы имеют диски с кулачками, управляющими движением нижних и поперечных суппортов; с валом эти валы связаны конической передачей.
Рабочее вращение распределительного вала происходит от основных шпинделей через центральный вал, червячную пару, сменные зубчатые колеса, передачу при включенной электромагнитной муфте.
Поворот шпиндельного блока осуществляется с помощью пятипазового мальтийского механизма и зубчатых передач. За один оборот распределительного вала шпиндельный блок повернется на 1/6 оборота.
ТОКАРНО-ЗАТЫЛОВОЧНЫЕ СТАНКИ
Токарно-затыловочные станки предназначены для обработки задних поверхностей зубьев инструментов: цилиндрических, червячных, дисковых и пазовых фрез, а также метчиков с прямыми и винтовыми канавками. Затылование производится по архимедовой спирали. Такой профиль зуба инструмента применяют только для фасонных фрез.
Затылование производится в результате сложения двух движений: вращательного движения детали и возвратно-поступательного движения режущего инструмента к детали. При вращении детали 1 режущий инструмент 2 на участке зуба поступательно перемещается к центру детали на величину h (падение затылка) и срезает стружку. Когда инструмент достигает конца зуба, за которым начинается стружечная канавка, он быстро отходит в исходное положение. При дальнейшем вращении, детали эти движения инструмента повторяются.
Описанные движения инструмента осуществляются от кулачка, который установлен в специальном суппорте. Подвижная часть суппорта 1 с пальцем 2 прижимается к кулачку 3 под действием пружины 4. Движение подвижной части суппорта вперед сопровождается сжатием пружины, которое происходит под действием рабочей кривой вращающегося кулачка, а возврат в исходное положение — под действием пружины по кривой кулачка.
В зависимости от направления движения режущего инструмента относительно оси детали различают три вида затылования: радиальное, косое и торцовое. Исходя из формы и размеров затылуемых инструментов применяют различные методы работы. Узкие инструменты обычно обрабатывают фасонными резцами методом поперечной подачи. Длинные детали цилиндрической формы, а также детали, имеющие фасонный профиль, затылуют продольной подачей резца, при этом затылок зубьев снимается за один или несколько проходов.
В универсальных затыловочных станках осуществляются следующие основные движения: главное, обеспечивающее вращение детали (скоростная цепь); затыловочные (делительные) движения режущего инструмента, обеспечивающие снятие затылков зубьев; продольное перемещение суппорта от ходового винта, обеспечивающее подачу на шаг винторезной канавки; дополнительные движения, необходимые для затылования деталей со спиральным зубом.
Универсальный токарно-затыловочный станок мод. 1811, предназначенный для выполнения в инструментальном производстве разнообразных затыловочных работ, в том числе затылования червячно-модульных фрез однозаходных, многозаходных, правых, левых, право-режущих, леворежущих, дисковых и фасонных фрез с зубьями, затылуемыми радиально, под углом и вдоль оси. Станок позволяет производить насечку червячных шеверов. Станина 1 станка имеет массивную конструкцию с плоскими направляющими, по которым перемещается суппорт 2. Слева установлена передняя бабка 3 с приводом главного движения, справа — задняя бабка 4.
Техническая характеристика станка 1811
Наибольший диаметр изделия, мм 360
Наибольшее расстояние между центрами, мм 630
Наибольшая длина хода нарезки, мм 600
Наибольший ход затылования, мм 25
Число обрабатываемых зубьев 1 —40
Частота вращения шпинделя, об/мин 1,9—47,5
Мощность главного привода, кВт 5,5.
Станок имеет самоконтрящийся механизм отвода резца, закаленные направляющие под каретку и заднюю бабку, цельную гайку ходового винта, быстроходный отбойный механизм с бесступенчатой коррекцией величины отбоя при работе станка. Раздельный привод главного движения с автоматической коробкой скоростей обеспечивает независимость настроек винторезной, отбойной цепей и цепи спиралей, частоты вращения шпинделя; регулирование скорости обратного холостого хода; возможность изменения частоты вращения шпинделя на ходу и отключение вращения шпинделя при работающей цепи затылования для насечки червячных шеверов. Регулирование хода затылования бесступенчатое.
На универсально-затыловочном станке можно также шлифовать зубья инструментов. Для этой цели на суппорте станка устанавливают шлифовальное приспособление с самостоятельным приводом. Конструкция суппорта обеспечивает поворот шлифовального шпинделя в горизонтальной и вертикальной плоскостях и установку его на различной высоте.
Движения в станке
Движение резания – вращение шпинделя с затылуемым инструментом. Продольная подача – прямолинейное поступательное движение суппорта с режущим инструментом вдоль оси шпинделя. Движение образования винтовой линии – также продольное перемещение суппорта с режущим инструментом, но кинематически увязанные с вращением шпинделя и определяемые шагом винтовой линии. Затыловочно-делительное движение – прямолинейное возвратно-поступательное перемещение суппорта в радиальном направлении за время поворота затылуемого инструмента на один зуб. Вспомогательное движение – ручное продольное перемещение суппорта, ручное поперечное перемещение суппорта, ручное перемещение верхней части суппорта и ручное перемещение пиноли задней бабки.
Движение резания: электродвигатель – коробка скоростей – шпиндель станка.
Движение подач: шпиндель с заготовкой – гитара сменных колёс a-b-c-d – ходовой винт продольной подачи стола станка.
Движение образования винтовой поверхности: шпиндель – гитара сменных колёс a-b-c-d – ходовой винт продольной подачи стола станка точно в соответствии с шагом винтовой линии.
Затыловочно-делительное движение: шпиндель – гитара сменных колёс a1-b1-c1-d1 – ходовой вал – коническая передача – кулачок К.
Затыловочно-делительное движение для режущих инструментов с винтовыми канавками дополнено приращением скорости вращения кулачка: ходовой винт – передачи – сменные колёса гитары дифференциала a2-b2-c2-d2 – муфта обгона – ходовой вал – коническая передача – вращение кулачка К.
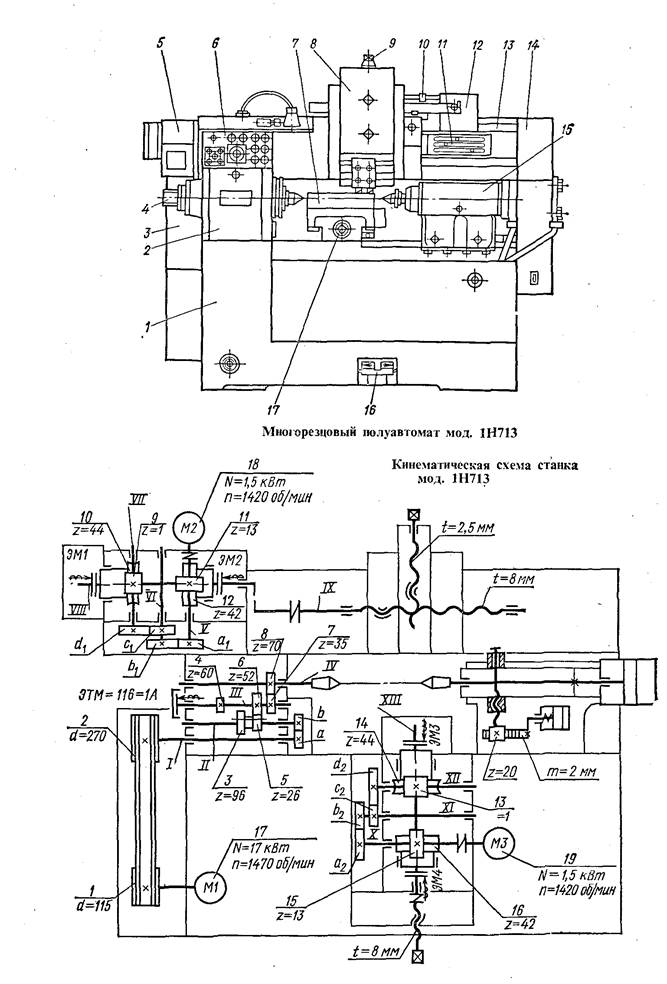
Многорезцовый токарный полуавтомат
Многорезцовый токарный полуавтомат мод. 1Н713 предназначен для высокопроизводительной черновой и чистовой обработки в условиях серийного и массового производства заготовок шестерен, валов, колец, фланцев и других деталей в патроне или центрах при помощи многорезцовой наладки или копира. Станок можно встраивать в автоматические линии.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали, мм:
над станиной 400
над суппортом 250
Наибольшая длина обрабатываемой детали: 500, 710 мм
Число частот вращения шпинделя 14
Пределы частот вращения шпинделя, об/мин 63 — 1250
Число подач продольного суппорта 13
Пределы подач продольного суппорта, мм/мин 25 — 400
Скорость быстрых перемещений продольного суппорта, мм/мин 3500
Число подач поперечного суппорта 13
Пределы подач поперечного суппорта, мм/мин 25 — 400
Скорость быстрых перемещений поперечного суппорта, мм/мин 3500
Мощность электродвигателя главного движения, кВт 17
Частота вращения электродвигателя, об/мин 1470
Мощность электродвигателей подач суппортов, кВт 1,5
Общий вид станка. На нижней станине 1 установлена передняя бабка 2 с механизмом главного движения и шпинделем 4. По продольным направляющим нижней станины можно перемещать заднюю бабку 15, а по поперечным направляющим — поперечный суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5 продольного суппорта 8, который перемещается по направляющим станины. На передней панели бабки расположен щиток 6 с кнопками управления станком. Справа от продольного суппорта смонтированы передвижной кронштейн копирной линейки 12, командоаппарат 11 для управления циклом работы продольного суппорта и передвижной упор 10 для установки в рабочее положение линейки отскока продольного суппорта. Квадратными рукоятками 9 и 17 настраивают соответственно ползуны продольного 8 и поперечного 7 суппортов. Педалью 16 управляют работой пневмосистемы задней бабки. Ременная передача механизма главного движения закрыта кожухом 3. Электрооборудование станка расположено в шкафу 14, а пневмоаппаратура — в корпусе станины. Электродвигатель главного движения находится внутри станины под передней бабкой.
Кинематическая схема станка. От электродвигателя 17 через клиноременную передачу 1—2, вал 1, сменные зубчатые колеса а — б, вал II, зубчатые колеса 3 — 4 или 5 — 6, вал III и зубчатые колеса 7 — 8 вращение передается шпинделю IV.
Движения подачи продольного и поперечного суппортов осуществляются от автономных коробок подач (АКП-2). Рабочее движение продольного суппорта осуществляется по цепи: электродвигатель 18, гитара сменных колес червячная передача 9 — 10, муфта ЭМ1, ходовой винт IX, суппорт.
Быстрое перемещение продольного суппорта осуществляется по цепи: электродвигатель 18, вал V, винтовая зубчатая передача 11—12, муфта ЭМ2, ходовой винт IX, суппорт.
Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель 19, гитара сменных колес, червячная передача 13 — 14, муфта ЭМЗ, вал XIII, ходовой винт, суппорт.
Быстрое перемещение поперечного суппорта осуществляется по цепи: электродвигатель 19, вал X, винтовая зубчатая передача 15 — 16, муфта ЭМ4, вал XIII, ходовой винт, суппорт.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1920; Нарушение авторских прав?; Мы поможем в написании вашей работы!