КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общая характеристика печей
|
|
|
|
МЕТОДИЧЕСКИЕ ПЕЧИ
В методических печах обычно нагревают перед прокаткой заготовки толщиной 40-350 мм, шириной 40-1850 мм и длиной 1000-12000 мм с массой 50-40 000 кг, а в некоторых случаях слитки толщиной 300- 400 мм.
Обычно в методические печи сажают холодный металл. Горячий посад возможен только для рядовых сталей, для которых не нужна промежуточная зачистка, и в том случае, если заготовки можно направить непосредственно от обжимного или заготовочного стана в методическую печь. При передаче заготовки быстро остывают: через 1,5 ч после конца прокатки температура поверхности заготовок не превышает 350-400° С, а поэтому даже при благоприятных условиях количество заготовок с температурой поверхности 600-800° С обычно не превышает 30-35%.
При выборе температуры нагрева следует учитывать не только марку металла, но и ряд других факторов: технологию прокатки, тип стана, расстояние от печи до стана, сечение прокатываемого профиля, качество металла и т. д. Обычно температура нагрева рядовой стали при прокатке на сортовых станах равна 1200-1220° С, а на тонколистовых, где обжатие больше, 1230-1250°С. Для уменьшения усилия обжатия при прокатке температуру нагрева в ряде случаев принимают равной 1250-1280° С. Для заварки подкорковых пузырей в заготовках из кипящей стали, поступающих с установок непрерывной разливки, необходимы либо повышенная температура нагрева (1280-1300° С), либо увеличенное усилие обжатия.
В методических печах шагающего типа при одностороннем нагреве заготовки лежат на футерованных шагающих балках (печи с шагающим подом), а при двустороннем нагреве – на шагающих балках из водо-охлаждаемых труб (печи с шагающими балками). Используют также сочетание одностороннего и двухстороннего нагрева в так называемых комбинированных печах с шагающим подом и шагающими балками. В печах шагающего типа заготовки с сечением, близким к квадратному, укладывают с зазорами. Обычно отношение ширины зазора к ширине заготовки принимают равным 2-3, учитывая возможную кривизну заготовок. В результате при транспортировании заготовки не соприкасаются друг с другом и не скользят по подине, поэтому их поверхность не повреждается, а первоначально образовавшийся слой окалины не осыпается и защищает металл от дальнейшего окисления и обезуглероживания. Загрузка и выдача заготовок в этих печах независимы, и, следовательно, печи можно легко освобождать от заготовок для ремонта, а также выводить заготовки из зоны высоких температур при нерегламентированных остановках печи или стана. Укладка заготовок с раздвижкой повышает интенсивность и равномерность их нагрева. Печи шагающего типа не имеют ограничений по длине и ширине, т.е. по производительности.
|
|
|
Учитывая эти преимущества, в настоящее время для новых станов сооружают только печи шагающего типа, а толкательные только достраивают в существующих печных отделениях.
При транспортировании крупных заготовок и слябов в методических печах применяют торцевую загрузку и выдачу заготовок. В этом случае компоновка печи и стана наиболее проста.
В толкательных печах загрузку заготовок с рольганга загрузки осуществляют толкателем, а выдачу производят или по наклонным направляющим брусьям, так называемым склизам, или специальной машиной безударной выдачи. В толкательных печах при транспортировании заготовок шириной менее 120-150 мм трудно обеспечить строго поштучное сталкивание заготовок на рольганг выдачи, поэтому применяют боковую выдачу заготовок с помощью выталкивателя. Для мелкосортной квадратной заготовки сечением до 100–120 мм и длиной 9-12 м в толкательных печах применяют наклонный под, боковую загрузку и боковую выдачу с помощью выталкивателя или специальной машины выдачи.
|
|
|
В печах шагающего типа торцевую загрузку осуществляют клинкен-шлеппером, сталкивателем, непосредственно шагающими балками или специальной машиной загрузки. Торцевая выдача осуществляется непосредственно шагающими балками или специальной машиной выдачи.
Боковую загрузку и выдачу в печах шагающего типа производят по внутрипечным консольным рольгангам. С рольганга загрузки заготовки снимают непосредственно шагающими балками или сталкивателем, а на рольганг выдачи подают также шагающими балками или специальной машиной выдачи.
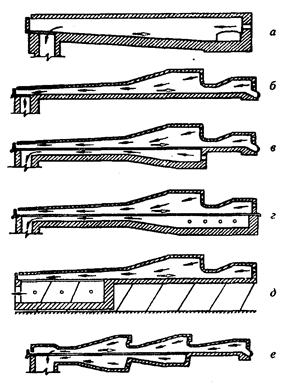 Рис. 3.1. Схемы методических печей: а - двухзонной; б - трехзонной без нижнего подогрева; в - трехзонной с нижним подогревом; г - то же, без монолитного пода; д - комбинированной с шагающим подом и шагающими балками; е - с пятью зонами отопления
Рис. 3.1. Схемы методических печей: а - двухзонной; б - трехзонной без нижнего подогрева; в - трехзонной с нижним подогревом; г - то же, без монолитного пода; д - комбинированной с шагающим подом и шагающими балками; е - с пятью зонами отопления
|
3.2 Тепловой и температурный режимы.
Схема простейшей методической печи приведена на рис. 3.1, а. Топливо подводят с торца печи в одном, месте и сжигают непосредственно в рабочем пространстве. Проходя вдоль печи, продукты сгорания отдают тепло движущемуся навстречу металлу. При таком противоточном движении в рабочем пространстве глубоко используется тепло продуктов сгорания. Эта печь состоит из двух теплотехнических зон: сварочной - зоны нагрева, в которой сжигают топливо, и методической - зоны утилизации тепла продуктов сгорания, поступающих из сварочной зоны.
Для массивных заготовок более экономичен трехзонный режим нагрева. В этом случае заготовка из сварочной зоны поступает в томильную, в которой происходит выравнивание температур по сечению заготовки. Схема трехзонной печи приведена на рис. 3.1, б. При нагреве по трехзонному режиму до одинаковой конечной температуры верхней и нижней поверхности заготовки нужна печь меньшей длины, чем при нагреве по двухзонному режиму. При нагреве тонких заготовок нет необходимости в выравнивании температур по сечению. Однако и в этом случае удобнее для эксплуатации трехзонный режим нагрева, так как более низкая температура томильной зоны предупреждает перегрев, пережог и сваривание заготовок, позволяет точнее довести их температуру.
|
|
|
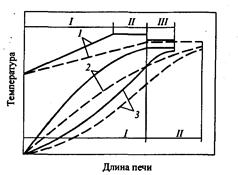 Рис. 3.2. Распределение температур печи и заготовки при двухзонном (пунктир) и трехзонном (сплошные линии) режимах нагрева: 1 - температура печи; 2,3 - температура верхней и нижней поверхностей заготовки (I- методическая зона; II - сварочная зона; III - томильная зона)
Рис. 3.2. Распределение температур печи и заготовки при двухзонном (пунктир) и трехзонном (сплошные линии) режимах нагрева: 1 - температура печи; 2,3 - температура верхней и нижней поверхностей заготовки (I- методическая зона; II - сварочная зона; III - томильная зона)
|
Приведена схема трехзонной методической печи с нижним подогревом, в которой благодаря двухстороннему обогреву заготовок длительность нагрева значительно меньше, чем в печи по схеме рис. 3.1, б. В сварочной зоне заготовки лежат на водоохлаждаемых подовых трубах, которые экранируют заготовки от печи и охлаждают их. В местах соприкосновения заготовок с подовыми трубами остаются холодные пятна. Для ликвидации этой дополнительной неравномерности температур заготовок необходима томильная зона с монолитным подом, а время пребывания металла в ней должно быть больше, чем в случае печи по схеме рис. 3.1, б. Чем тоньше заготовка, тем относительно больший объем занимают холодные пятна. При толщине заготовок менее 100-120 мм увеличение длительности выдержки в томильной зоне становится больше, чем сокращение длительности нагрева в сварочной зоне, а поэтому применение нижнего обогрева становится экономически нецелесообразным. На графике рис. 3.2 показано распределение температур печи и заготовок при двух- и трехзонном режимах нагрева. При нагреве по трехзонному режиму до одинаковой конечной температуры верхней и нижней поверхности заготовок нужна печь меньшей длины, чем при нагреве по двухзонному режиму.
Для повышения интенсивности нагрева устраивают сварочную зону из нескольких зон отопления с соответствующим сокращением длины методической зоны. В результате получают печи с высокой производительностью, но и с повышенным удельным расходом тепла. Схема современной печи с пятью зонами отопления приведена на рис. 3.1,г. Тепловую мощность печи, определенную по этим значениям удельных расходов тепла, следует увеличить на 20%, чтобы иметь возможность форсированно разогревать печь и перераспределять тепловую мощность по зонам. Для ориентировочных расчетов можно принимать, что тепловая мощность печи составляет 300 тыс. ккал на 1м2 активного пода печи.
|
|
|
При изменении производительности печи температура в томильной зоне и количество подаваемого в нее тепла практически остаются постоянными. В сварочной зоне температура может меняться лишь в сравнительно узких пределах между максимально возможной при данных условиях и минимально необходимой для получения заданной температуры нагрева, а подачу тепла меняют в соответствии с производительностью печи. В печах, где сварочная зона состоит из нескольких зон отопления, изменяют подачу топлива главным образом в тех зонах, которые расположены обычные эксплуатационные значения температур зон при нагреве рядового металла.
При нагреве легированных и качественных сталей температура томильной зоны обычно на 30-50 град, а сварочной на 100-130 град выше конечной температуры поверхности металла.
Однако температуру в зоне определяют не только в зависимости от необходимой температуры нагрева, но также и в зависимости от интенсивности работы печи, форсировки, топлива, конструкции горелок и самой зоны, стойкости кладки и т. д.
При нагреве некоторых сталей из-за опасности возникновения чрезмерно высоких температурных напряжений температура в начале печи должна быть не выше значений.
Чем дальше от начала печи находится зона отопления, тем меньше зависит количество подаваемого в нее топлива от производительности. Температура в начале методической зоны сильно меняется при изменении производительности.
В схеме автоматического регулирования теплового режима предусматривают следующие основные узлы регулирования: температуры в зонах; давления в томильной зоне; соотношения газ-воздух (в печах с горелками дутьевого типа). При установке металлических рекуператоров предусматривают автоматическую защиту его от перегрева путем сброса подогретого воздуха или разбавлением продуктов сгорания холодным воздухом. Подача газа автоматически прекращается при падении давления газа, воздуха или отключении питания приборов автоматического регулирования. В печах с инжекционными горелками применяют сигнализаторы проскока пламени в горелку.
Кроме того, контролируют температуру продуктов сгорания в начале печи, до и после рекуператоров; температуру подогрева газа и воздуха; давление в воздушных коллекторах печей с инжекционными горелками и разрежения в боровах.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 865; Нарушение авторских прав?; Мы поможем в написании вашей работы!