КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы сварных соединений и швов
|
|
|
|
Сварные соединения могут быть:
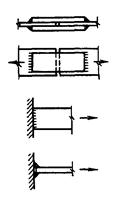
1) встык – свариваемые детали приставляются одна к другой встык, и место их соединения проплавляется сварным швом;
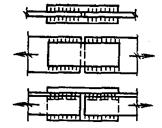
2) внахлестку – одна деталь накладывается на другую и приваривается по отдельным граням или по всему контуру соединения;
3) комбинированные – детали свариваются встык и для усиления привариваются накладки внахлестку.
Сварные швы в соединениях подразделяются по ряду признаков:
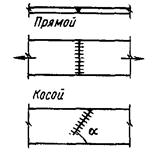
1) по конструкции шва – на стыковые и угловые. Если усилие действует вдоль углового шва, он называется фланговым, если поперек то лобовым;
2) по назначению – на рабочие (передающие усилия) и конструктивные (связующие);
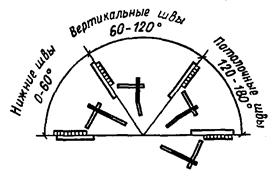
3) по положению в пространстве при их выполнении – на нижние, вертикальные и потолочные;
| Стыковые | Угловые | Комбинированный | |
| Фланговые | Лобовые | ||
| 
| 
| 
|
|
 Обработка кромок под сварку
Обработка кромок под сварку
|
4) по протяженности – на сплошные и прерывистые;
5) по числу слоев, накладываемых при сварке – на однослойные (однопроходные) и многослойные (многопроходные);
6) по месту производства – на заводские и монтажные;
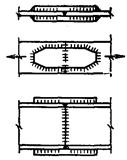
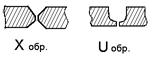
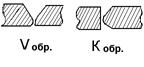
7) по форме шва при сварке с обработанными кромками –на V- образные, Х- образные, К- образныеи U- образные.
Кромки свариваемых изделий обрабатывают при больших толщинах металла для возможности выполнения монолитного соединения.
В процессе сварки под действием неравномерного нагрева и охлаждения металла в свариваемом изделии возникают внутренние сварочные напряжения и деформации. Сварочные напряжения изменяют напряженное состояние конструкции, возникающее от внешней нагрузки, создают плоскостное или объемное напряженное состояние, способствующее появлению хрупкости в металле. Сварочные напряжения могут быть настолько большими, что вызывают разрушение металла шва или конструкции, особенно при неправильном конструктивном решении соединения. Сварочные деформации вызывают искривление и коробление от дельных элементов конструкции и изделия в целом. Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений. Сварочные напряжения вызывают продольную и поперечную усадку швов. Усадка швов происходит всегда «на себя» (к центру шва).
|
|
|
Наиболее неблагоприятна поперечная усадка, величина которой примерно в 10 раз больше продольной. Остаточные напряжения сварной конструкции складываются с напряжениями от внешней нагрузки. Сварочные напряжения в настоящее время расчетом не учитывают. Основанием для этого служат пластические свойства металла: напряжения при достижении предела текучести  не увеличиваются, и происходит их выравнивание.
не увеличиваются, и происходит их выравнивание.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 249; Нарушение авторских прав?; Мы поможем в написании вашей работы!