КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Непрерывное литье
|
|
|
|
Непрерывное литьё металлов и сплавов, процесс получения слитков и заготовок, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижной или закономерно перемещаться (возвратно-поступательное движение с небольшой амплитудой, вращение, движение по замкнутой кривой ограниченной длины).
Непрерывное литье металлов и сплавов в СССР и за рубежом начали применять в промышленности в 1930-х гг.; широкое распространение оно нашло в середине 40-х гг. Н. л. теоретически позволяет получать отливки сколь угодно большой длины; практически длина отливок определяется возможностями литейного производства, требованиями обрабатывающих цехов и организационно-экономическими соображениями. Получение отливок ограниченной длины методом Н. л. иногда неправильно называют полунепрерывным литьём. Равномерные скорости подачи, жидкого металла, его кристаллизации и удаления готовой отливки при Н. л. обеспечивают постоянство состава, строения и свойств металла по всей длине отливки. Путём усиленного отвода тепла (благодаря непосредственному охлаждению металла водой) можно повысить скорость кристаллизации и при правильно выбранной скорости литья создать направленную кристаллизацию, в основном вдоль оси отливки, что обеспечивает получение плотных слитков или заготовок с тонким внутренним строением зерна и равномерным химическим составом. Помимо того, Н. л. по сравнению со штучным литьём, сокращает количество отходов и потерь металла, затраты рабочей силы, литейной оснастки и инструмента.
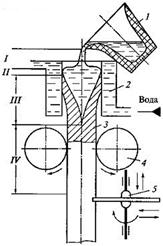
В зависимости от формирующих отливку устройств различают Н. л. в кристаллизатор (изложницу), валки, жёлоб (ручей), между движущимися лентами. Наиболее распространено литьё в металлический кристаллизатор скольжения, которое применительно к сталеплавильному производству получило название непрерывной разливки стали. Разработан и внедрён (для алюминиевых сплавов) принципиально новый вариант Н. л. с формообразованием слитка в электромагнитном поле — литьё в электромагнитный кристаллизатор. Процесс отличается следующими особенностями: отсутствует контакт между кристаллизующимся слитком и стенками металлической формы, что исключает образование грубых поверхностных дефектов; расстояние от мениска металла до пояса непосредственного охлаждения водой очень мало, благодаря чему повышается скорость кристаллизации; металл кристаллизуется в электромагнитном поле с принудительным движением расплава в объёме лунки, что обусловливает мелкозернистую структуру металла.
|
|
|
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 510; Нарушение авторских прав?; Мы поможем в написании вашей работы!