КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Легирование и литьё урана. Материалы изложниц и тиглей
|
|
|
|
Для плавки урана и его сплавов применяют следующие методы:
· плавку под флюсом,
· индукционно-вакуумную плавку,
· дуговую плавкю с плавящимся или неплавящимся электродом в вакууме или инертной атмосфере,
· гарниссажную дуговую плавку,
· электроннолучевую плавку.
В промышленности наиболее широко используют индукционно-вакуумную плавку в сочетании с различными методами литья: в подогретые изложницы, центробежным, всасыванием. Дуговую плавку обычно используют для плавления урана, легированного тугоплавкими и химически активными металлами.
Плавка под флюсом является одним из вариантов переработки уранового скрапа. В качестве флюсов используют: BaCl2, CaCl2, и смесь MgF2 и CaF2.
Конструкции и особенности индукционно-вакуумных печей были рассмотрены ранее.
Выбор огнеупорных материалов для изготовления тиглей для плавки урана определяется химическим и физическим взаимодействием их с ураном. Оксиды магния, циркония, бериллия и тория не смачиваются жидким ураном.
Огнеупоры из окиси магния реагируют с ураном на границе раздела с образованием паров магния и диоксида урана. Образующиеся пары магния улетучиваются из зоны реакции и не загрязняют уран. Огнеупоры из окислов тория, циркония и бериллия слабо взаимодействуют с расплавленным ураном. Поверхность тиглей чернеет вследствие образование оксидов с недостаточным, по сравнению со стехиометрическим, содержанием кислорода. Почерневшая часть огнеупора восстанавливается до начального цвета нагреванием на воздухе. Тигли из окиси алюминия загрязняют уран алюминием и кремнием, двуокись которого применяется в качестве связующего материала при изготовлении тиглей.
|
|
|
Для плавки высокочистого урана используют тигли из двуокиси урана. В этом случае возможно только загрязнение кислородом. Для минимизации такого загрязнения тигли из UO2 предварительно окисляют до U3O8, а затем обжигают в атмосфере водорода и охлаждают в печи до 50 оС.
Из экономических соображений, а также из-за того, что изготовить большие производственные тигли из огнеупорных окислов очень трудно и термостойкость их недостаточна, в урановой промышленности в качестве материала тиглей используют графит. Графит реагирует с ураном с образованием карбидов, однако при температуре рафинирования скорость этой реакции ещё мала и количество углерода, попадающего в уран (около 0,04 %) находится в пределах требований, предъявляемых техническими условиями.
Чтобы предохранить уран от попадания углерода, на графит наносят покрытие, которое одновременно служит хорошей тепловой изоляцией. Особое значение имеет покрытие графитовых или малоуглеродистых стальных изложниц для отливки урана. При использовании стальных изложниц покрытие предохраняет от взаимодействия металлического урана с материалом изложницы, в результате которого образуется легкоплавкая эвтектика.
Отливки, получаемые в формах с покрытием, имеют меньше дефектов и лучшую поверхность, чем в формах без покрытий. Для покрытия применяют MgO, Al2O3 и цирконат магния, а также смесь ThO2 и ZrO2 (2%, добавляется, чтобы улучшить сцепление диоксида тория с графитом). Покрытия наносят влажными распылением керамическим краскопультом, оборудованным наконечником и иглой из вольфрамового сплава, который хорошо противостоит абразивному действию материала покрытия. Покрытие изложницы можно также наносить кистью. Изложницы с покрытием сушат (удаление Н2О), прокаливают при 700 оС в вакууме после чего обычно помещают в вакуумную рафинировочную печь.
В процессе заливки урана в изложницу температура последней должна быть выше 700 оС (при этой температуре полностью удаляется вода из керамики), температура верхней части издлжницы должна быть на 100-400 градусов выше. Температурный интервал литья нелегированного урана 1320-1340 оС.
|
|
|
Для плоской прокатки можно использовать литые заготовки в виде плоских дисков, слябов и полых цилиндров, которые затем разрезают на пластины.
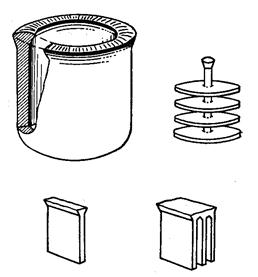
Литые заготовки для плоской прокатки.
Отливка полых цилиндров обладает рядом преимуществ: из делящихся изотопов можно безопасно получать отливки большого веса; облегчается удаление поверхностных дефектов.

Технологический процесс изготовления слитков для последующей деформации прокаткой или прессованием.
1 – исходные материалы, 2 – черновые слитки, 3 – брикеты, 4 – твёрдый скрап, 5 – тигель, 6 – индукционно-вакуумная печь, 7 – обжиг тигля, 8 – на взвешивание, 9 – закись-окись урана, 10 – изложница, 11 – слиток, 12 – пила, 13 – дефектные обрезки, 14 – обрезки, слабо загрязнённые примесями, 15 – удаление готовых слитков, 16 – шлак, 17 – стружка, 18 – обрезки слитков, 19 – удаление скрапа, 20 – сильно загрязнённые обрезки, 21 – на переплавку.
При изготовлении урановых сплавов легирующие элементы вводят в шихту в чистом виде или в виде лигатур. Выбор способа зависит от температуры плавления, плотности, совместимости с ураном. Степень усвоения легирующего элемента обычно выше при введении его в виде лигатуры. Это справедливо для Zr, Ti, Th, Rh и некоторых других элементов.
Если легирующие элементы сильно отличаются по плотности от урана, то в сплавах наблюдается ликвация. Она происходит тем быстрее и выражена тем сильнее, чем больше разница в плотностях. Отсюда следует, что уменьшение степени перемешивания расплава, увеличение продолжительности плавки и уменьшение скорости кристаллизации отливки будут способствовать усилению ликвации.
Можно использовать низкочастотное электромагнитное перемешивание. После расплавления и прогрева расплава (ток 10.000 гц) высокочастотный генератор отключают и к индуктору на 5 мин подводят ток промышленной частоты (50 гц).
Урановые сплавы, содержащие большие количества тугоплавких, химически активных металлов (Zr, Ti, Nb, Mo, W и др.) обычно получают дуговой плавкой. При больших масштабах используется плавка с расходуемым электродом, изготовленным из материала, который должен плавиться. За счёт дуги между электродом и ванночкой жидкого металла происходит постепенное расплавление электрода. Электроды можно изготовить: составными из стержней и полос чистых металлов; в виде брикетов, спрессованных из порошков; в виде спрессованной губки; в виде литых прутков и т.д.
|
|
|
| 
|
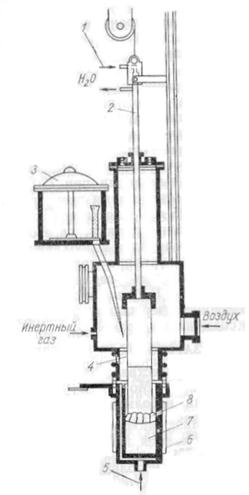
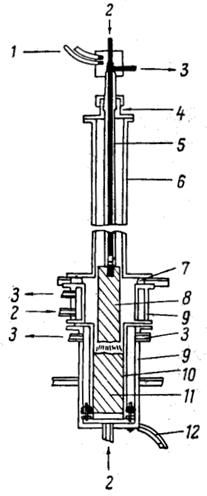
| Вакуумная дуговая печь с плавящимися электродом. 1 – охлаждение электрода, 2 – электрододержатель, 3 – птатель легирующих добавок, 4 – плавящийся электрод, 5 – охлаждение тигля водой, 6 – соленоид электромагнитного перемешивания, 7 – слиток, 8 – дуга. | Схема вакуумной дуговой плавильной печи с расходуемым электродом. 1 – соединение с отрицательным полюсом источника энергии, 2 – вход воды, 3 – выход воды, 4 – вакуумное уплотнение, 5 – медный водоохлаждаемый электрод, 6 – держатель электрода, 7 – изоляционное кольцо, 8 – расходуемый электрод, 9 – водяная рубашка, 10 – медная изложница, 11 – слиток, 12 – соединение с положительным полюсом источника. |
Таким образом получают сплавы U-Mo(12 масс.%) или U-Nb(10 масс.%).
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1585; Нарушение авторских прав?; Мы поможем в написании вашей работы!