КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення електродних стрижнів
|
|
|
|
Складування й зберігання матеріалів покриттів
Загальні відомості про компоненти електродних покриттів
По функціях у покритті матеріали підрозділяють на шлакоутворюючі, газоутворюючі, що легують, розкислювачі, пластифікатори, стабілізатори, що св’язуют.
Як матеріали електродних покриттів застосовують порошки різних речовин: мінералів, руд і концентратів, феросплавів і лігатур, чистих металів, хімікатів, силікатів та ін.
Варто врахувати, що на зварювально-технологічні властивості електродів може вплинути мінералогічне походження матеріалу. Тому до питання про заміну того або іншого матеріалу близьким йому, що часто зустрічається на практиці, потрібно підходити досить обережно.
Усе компоненти, що надходять на завод виготовлювач електродів, в обов'язковому порядку повинні мати сертифікат. У виняткових випадках застосування компонента без сертифіката дозволяється тільки після спеціального контролю, що засвідчує його відповідність вимогам технічної документації.
Вступники компоненти розвантажують у спеціально відведені місця окремо по партіях або плавкам. Не допускається змішування однойменних компонентів різних партій поставки або плавок.
Кускові рудомінеральні компоненти, феросплави й метали, що поставляють у металевих барабанах (ферованадій, феромолібден, фероніобій, марганець металевий, хром металевий і ін.), можна зберігати як на закритих складах, так і під навісом. Феросплави, що надходять навалом (феромарганець, феросиліцій, ферохром), раціонально складувати у контейнерах або в спеціальних відсіках.
Порошкові компоненти, що надходять у паперових мішках або в металевих банках (порошки алюмінію, заліза, нікелю; глинозем, двоокис титана й ін.), зберігають обов'язково в критих сухих приміщеннях. Натрієву силікатну брилу можна зберігати під навісом на чистій бетонній площадці, а калієву й змішані (калієво-натрієвої або натрієво-калієву) брили - тільки в сухому закритому приміщенні щоб уникнути злежування.
|
|
|
Всі вступники компоненти проходять обов'язковий вхідний контроль.
За результатами хімічного аналізу судять також про необхідність внесення коректувань до складу покриття.
Основними операціями при виготовленні прутків є виправлення й, рубання на мірну довжину дроту, що надходить у мотках (бухтах) і на котушках.
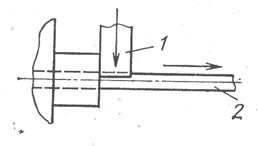
У верстатах будь-якої конструкції дріт правиться спеціальними сухарями, що обертаються з великою швидкістю в правильному барабані або в правильній рамці. Схема правильного барабана наведена на мал. 1.
Під час проходження дроту 1 через барабан 2 вона одержує багаторазовий і рівномірний вигин у різні сторони. Регулюванням величини зсуву сухарів 3 забезпечують випрямлення дроту. Величина зсуву сухарів залежить від тимчасового опору розриву (міцності) дроту, її діаметра, числа обертів правильного барабана, числа сухарів і швидкості проходження дроту через барабан.
 |
Малюнок 1 - Схема правильного барабана
Важливою характеристикою верстатів є довжина протягання дроту h, що доводиться на один оберт правильного барабана.
Через правильний барабан дріт звичайно простягається однією парою тягнучих роликів. Верстати, призначені для виправлення й рубання дроту великого діаметра (більше 5 мм) і високоміцного твердого дроту, оснащуються системою роликів, розміщених перед барабаном. Це забезпечує попереднє виправлення дроту і її рівномірне проходження через правильний барабан, чому сприяє пари підштовхувальних роликів.
Порубний зузол, оснащений гільотинним ножем, може працювати й незалежно від вузла подачі дроту. При такій схемі рубання забезпечується висока якість відрізу, і мінімальне відхилення по довжині прутків.
|
|
|
У верстатах з ковзними ножами (мал. 2), що рухаються разом із дротом, дріт 2 відрізається гільотинним ножем 1.
 |
Малюнок 2 - Схема рубання гільотинними ножами
Менш досконала конструкція правильно-відрізних автоматів з рубанням дроту 2 «летучими» ножами 1 без зупинки її подачі (мал. 3). При такій схемі складно забезпечити необхідна якість різа, відсутність заусенцев і відхилень по довжині прутків.
 |
Малюнок 3 - Схема рубання «летучими» ножами
Пристосуваннями до правильно-відрізних автоматів є розмоточні пристрої. При рубанні дроту, що надходить у мотках (бухтах), для безперервного розмотування дроту в процесі рубання застосовується мотовило.
При рубанні дроту з котушок звичайно застосовуються розмоточні центри, у які встановлюється котушка. Мотовила й розмоточні центри обладнані гальмами, які забезпечують зупинку обертання бухти або котушки при припиненні руху дроту.
Звичайно рубані стрижні надходять у приймач, обладнаний пристосуванням для періодичного скидання прутків у контейнер або на транспортер. Правильно-відрізні автомати високої продуктивності з видачею до 450 прутків у хвилину обладнані додатковим прийомним транспортером, що приймає прутки й передає їх у приймач-укладальник. Відтіля прутки періодично скидаються на транспортер, що веде до пруткового живильника електродообмазочного преса, якщо встаткування встановлене в лінію, або в контейнер рубаних стрижнів.
Готові стрижні повинні відповідати наступним вимогам:
1. Граничні відхилення довжини стрижнів повинні відповідати стандартизованим граничним відхиленням довжини електродів і не повинні перевищувати 3,0 мм для електродів першої групи й 2,0 мм для виготовлення електродів другої й третьої груп.
2. Стріла прогину повинна задовольняти наступним вимогам:
3. Величина заусенцев і волнистість стрижнів повинні забезпечити можливість їхнього вільного проходження через контрольні втулки довжиною 60 мм, діаметри яких зазначені нижче:
4. Кут зрізу дроту стосовно осі стрижня для всіх діаметрів повинен перебувати в межах 72— 90о. Кут зрізу контролюється шаблоном.
|
|
|
Контролер ОТК і рубщик дроту протягом зміни зобов'язані періодично контролювати якість нарубаних стрижнів.
У кожний контейнер з нарубаним дротом вкладається супровідна бирка із вказівкою марки й діаметра дроту, номера партії, маси, прізвища рубщика, і дати рубання. Крім цього, марка дроту й номер партії наносяться звичайно крейдою на бічній стінці контейнера (колишній напис повинна бути стерта).
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 478; Нарушение авторских прав?; Мы поможем в написании вашей работы!