КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ручне формування
|
|
|
|
Моделі
Особливості конструювання виливка
Стрижневі суміші
Стрижневу суміш використовують для виготовлення стрижнів, які перебувають у складніших робочих умовах, ніж форма, оскільки вся їх поверхня, за винятком знаків, оточена розплавленим металом. Під дією високої температури металу вигорають органічні складники стрижня, а під час охолодження виливка він зазнає стискальних зусиль від усадки металу. Ось чому стрижень порівняно з формою повинен бути більш міцним, газопроникним, податливим і вогнестійким. Водночас опір стрижня руйнуванню під час вибивання його з виливка має бути незначний.
Головними складниками стрижневих сумішей є пісок і зв'язувальна речовина (синтетична смола, рідке скло, природна смола, декстрин, технічний лігносульфат, цемент, рослинна олія тощо). Для захисту виливка від пригару поверхню стрижня покривають тонким шаром протипригарного матеріалу.
Під час конструювання вибирають раціональну конфігурацію і визначають оптимальні розміри виливка, враховуючи умови експлуатації й технологічні особливості його виготовлення, щоб забезпечити високу якість деталі. Одним з важливих технологічних факторів є раціональний вибір матеріалу виливка. З огляду на механічні та ливарні властивості вибраного матеріалу і на серійність виробництва додатково уточнюють конфігурацію виливка й вибирають мінімальну товщину окремих його елементів (стінок). Тут необхідно уникати раптових змін товщини стінок та різких переходів між спряженими поверхнями, а також враховувати технічний рівень ливарного цеху, під яким розуміють способи виготовлення форм і стрижнів, наявні плавильні агрегати, способи відокремлювання виливка від форми і стрижня та методи очищення виливка.
|
|
|
У масовому виробництві доцільно запроваджувати максимальну механізацію й автоматизацію технологічних процесів аж до часткового чи повного переоснащення ливарного цеху. Під час конструювання виливків, які виготовляють в умовах індивідуального чи дрібносерійного виробництва, орієнтуються на наявне устаткування й кваліфікацію робітників. Крім особливостей ливарного виробництва, треба брати до уваги також технології обробки різанням і складання.
Модель виливка служить для створення відбитка зовнішньої поверхні виливка у формі. Тому зовнішня поверхня моделі геометрично подібна до зовнішньої поверхні виливка. Оскільки для виливка з порожниною модель повинна створити також відбиток у формі для вставлення в нього кінців стрижня, то на моделі навпроти майбутньої порожнини передбачають спеціальні виступи — знаки. Розміри знаків регламентуються стандартом [28]. Технологія виготовлення форми вимагає, щоб модель була, як правило, рознімна, а частини моделі повинні добре центруватись між собою за допомогою двох шипів і відповідних їм отворів.
Розміри моделі є більшими за розміри виливка на величину лінійної усадки металу, а порівняно з розмірами деталі — більшими на величину лінійної усадки металу й припусків на механічну обробку. Щоб полегшити виймання моделі з форми, на її вертикальних стінках передбачають нахили до 3° [29].
Моделі повинні бути достатньо міцними, жорсткими й вологостійкими, їх виготовляють із деревини, пластмаси або металу. Матеріал моделей вибирають залежно від характеру виробництва та складності виливка. В індивідуальному виробництві моделі виготовляють здебільшого з деревини, в масовому — з металу (сплави алюмінію, рідше — чавун) або з пластмаси. Деревина, призначена для виготовлення моделей, повинна бути сухою (вологість 8...10 %). Обробку робочої поверхні моделей завершують шліфувальним полотном.
|
|
|
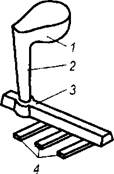
Рисунок 2 - Елементи ливникової системи: 1 — ливникова чаша; 2 — стояк;
З — шлаковловлювач; 4 — живильник
Щоб запобігти дії вологи та зберегти якість поверхні моделі, її фарбують у відповідний колір: для чавунних виливків — у червоний, для сталевих — у сірий, для виливків із сплавів кольорових металів — у жовтий. Стрижневі знаки завжди фарбують у чорний колір. Для виготовлення ливарної форми необхідно мати моделі ливникової системи і випору.
Ливникова система призначена для наповнення розплавленим металом порожнини ливарної форми, затримування шлаку й живлення виливка металом під час кристалізації. Вона складається з ливникової чаші 1 (рисунок 2), стояка 2, шлаковловлювача 3, живильника 4, а також випора і додатка.
У ливникову чашу тече з ковша рідкий метал і частково затримується там шлак. Стояк — вертикальний канал, найчастіше круглого перерізу з незначною конусністю. Він з'єднує ливникову чашу й шлаковловлювач. Шлаковловлювач — горизонтальний канал трапецієподібного перерізу — з'єднує стояк і живильник. Шлак й частинки формової суміші затримуються внаслідок зниження швидкості надходження рідкого металу в шлаковловлювачі та зміні напрямку його руху. Для кращого затримування шлаку в чашу або в шлаковловлювач вкладають фільтрувальну вогнетривку сітку. Живильники круглого, прямокутного чи трапецієподібного перерізу підводять метал безпосередньо до порожнини форми. Випор 6 (див. рисунок 1) — вертикальний канал, що служить для виходу повітря й газів із форми під час заливання металу та для контролю за наповненням форми. Випор розташовують у найвищій точці виливка. Додаток призначений для живлення рідким металом порожнин, що утворюються в потовщених частинах виливка під час усадки металу. Подекуди роль додатка виконує випор.
Конструктивні й технологічні вимоги до моделей ливникової системи ті ж, що й для моделей виливка.
Ручне формування ґрунтується на використанні ручної праці під час виготовлення одноразових ливарних форм, які служать для отримання дрібних партій або унікальних виливків. Одним з найпоширеніших методів ручного формування є виготовлення форми в парних опоках.
|
|
|
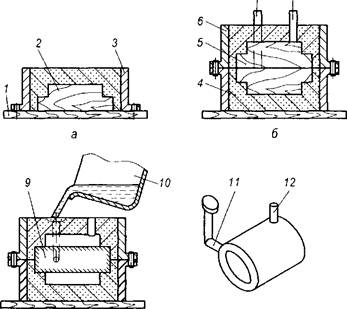
Рисунок 3 - Послідовність виготовлення форми (а, б) і виливки (в): 1 — модельна дошка; 2, 5 — півмодель; 3,6 — опока; 4 — фермова суміш; 7 — модель стояка; 8 — модель випору;.9 — стрижень; 10 — ківш з розплавленим металом; 11 — ливникова система; 12 — випор
Опока — пристрій у вигляді рамки прямокутного або іншого перерізу, призначений для набивання в ній півформи. Парні опоки центруються між собою штифтами, що входять у відповідні отвори.
Розглянемо технологічний процес ручного формування у двох опоках за допомогою рознімної моделі. Спочатку виготовляють нижню півформу. Для цього на модельну дошку 1 (рисунок 3 а) кладуть півмодель 2 і опоку 3.
Щоб уникнути прилипання формової суміші до поверхні моделі, останню припорошують графітовим або іншим порошком. Потім наповнюють опоку формовою сумішшю та ущільнюють ручним або пневматичним товкачем. Після ущільнення з верхньої площини опоки лінійкою згрібають зайву суміш. Щоб сприяти виходу з форми газів, які утворюються під час заливання металу, загостреним дротом наколюють вентиляційні канали, які не доходять до поверхні моделі приблизно на 10 мм. Готову півформу перевертають на 180° (рисунок 3 б) і на півмодель накладають другу її половину, а поверхню розкриття півформ посипають сухим піском, щоб вони не злипались. Тоді накладають другу опоку 6, а також моделі ливникової системи 7 і випору 8. Насипають фермову суміш і знову її ущільнюють. Згодом наколюють вентиляційні канали, виймають моделі ливникової системи й рознімають півформи. Обережно виймають півмоделі виливка, оглядають півформи й виправляють можливі пошкодження. Зайві частинки формової суміші здувають стиснутим повітрям. У разі необхідності робочу порожнину півформ покривають тонким шаром протипригарної речовини або фарби. В нижню півформу вкладають стрижень 9 (рисунок 3 в) і накладають по штифтах верхню півформу. Складена форма готова для заливання рідкого металу.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2359; Нарушение авторских прав?; Мы поможем в написании вашей работы!