КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологічне застосування електронно-променевого нагрівання
|
|
|
|
Основні технологічні операції електронно-променевої обробки можна умовно підрозділити на чотири групи: плавка (технологічні операції плавки у вакуумі, локального переплаву); випар (випар у вакуумі, розмірна обробка електронним променем); термообробка (без зміни агрегатного стану речовини); зварювання.
Плавка електронним променем у вакуумі застосовується в тих випадках, коли необхідно одержати особливо чисті метали. Вона має переваги перед плавкою у вакуумних дугових й індукційних печах, оскільки дозволяє робити рафінування рідкого металу у ванні після припинення плавлення електрода, а також здійснювати інші фізико-хімічні процеси, які при інших методах плавки не встигають проходити повністю або не протікають взагалі. Матеріал, що переплавляє, може бути використаний практично в будь-якій формі (шихта, пруток, лом,
Важливу роль при електронно-променевій плавці грає вакуум:
1. У вакуумі відбувається інтенсивне видалення розчинених у металі газів, що значно поліпшує його механічні властивості, особливо пластичність. Багато сплавів на основі вольфраму, молібдену, ніобію й інших хімічно активних металів набутили промислового застосування тільки завдяки тому, що їх виплавляють у вакуумі.
 2. Деякі зі шкідливих домішок (нітриди, карбіди, оксиди) при нагріванні у вакуумі розкладаються, при цьому відбувається вакуумне рафінування металу, що переплавляє.
2. Деякі зі шкідливих домішок (нітриди, карбіди, оксиди) при нагріванні у вакуумі розкладаються, при цьому відбувається вакуумне рафінування металу, що переплавляє.
3. При плавці металу у вакуумі безупинно відбувається видалення газоподібних продуктів із зони реакції, внаслідок чого рівновага хімічних реакцій МеО+С=Ме+СО зрушується вправо, тобто різко інтенсифікуються розкислені реакції. Це підвищує якість виплавлюваного у вакуумі металу, значно знижує в ньому зміст газів і насамперед кисню,
|
|
|
Різні установки для електронно-променевої плавки показані на мал. 10.1-10.3.
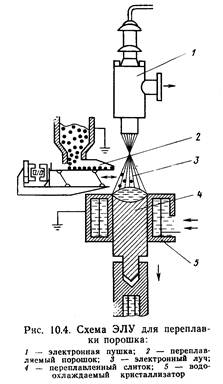
Метал, що переплавляє, у вигляді злитка подається в зону дії ЕПУ, де розплавляється й витягається з водо-охолоджуючого кристалізатора із заданою швидкістю й через вакуумний шлюз віддаляється з робочої камери.
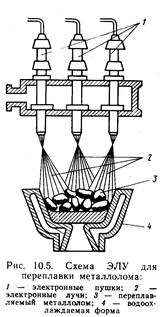
Метал, що переплавляє, (мал. 10.4—10.5) у вигляді порошку, гранул або дрібного металобрухту подається в установку, де він піддається обробці однієї або декількома пушками.
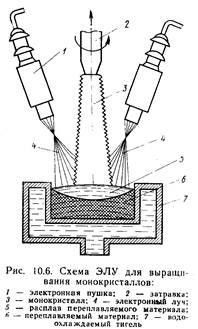
Електронно-променева плавка зручна при вирощуванні монокристалів (рис. 10.6), коли на запал 2 наплавляється матеріал 5 з тигля 7 і витягається із заданою швидкістю вертикально вгору з одержанням монокристалу 3.
 У промисловості застосовують електронно-променеву плавку з наступним заливанням у вакуумі ливарних форм. На різних ЕПУ для плавки у вакуумі одержують злитки масою до 20 т.
У промисловості застосовують електронно-променеву плавку з наступним заливанням у вакуумі ливарних форм. На різних ЕПУ для плавки у вакуумі одержують злитки масою до 20 т.
Локальний переплав оброблюваних поверхонь за допомогою електронного променя дає можливість одержувати надзвичайно високі швидкості кристалізації металу в зоні плавлення. Структури, що утворяться при цьому, значно відрізняються від структур, одержуваних у звичайних умовах: розширюються границі розчинності для твердих розчинів, подрібнюється мікроструктура, значно підвищуються пластичність і твердість.
 Таке поверхневе оплавлення матеріалу називають «облагороджуючим», що дозволяє для виготовлення відповідальних конструкцій з високими показниками зносостійкості використати недорогі вихідні метали й сплави.
Таке поверхневе оплавлення матеріалу називають «облагороджуючим», що дозволяє для виготовлення відповідальних конструкцій з високими показниками зносостійкості використати недорогі вихідні метали й сплави.
Випар у вакуумі матеріалів при нагріванні їх електронним променем широко використовують для одержання тонких плівок. На відміну від інших способів випару, де енергія підводиться до поверхні, що випаровується, через стінку тигля або високотемпературний нагрівальний елемент, при електронно-променевому випарі здійснюється пряме нагрівання поверхні матеріалу, що випаровується. Це дозволяє випаровувати матеріали з водо-охолоджуючих тиглів, що особливо важливо при роботі з хімічно активними й тугоплавкими матеріалами.
|
|
|
 При електронно-променевому випарі вдається управляти електронним пучком у просторі й у часі, регулюючи тим самим інтенсивність уведення енергії у речовину, що випаровується, а отже, швидкість випару і розподіл щільності потоків пари.
При електронно-променевому випарі вдається управляти електронним пучком у просторі й у часі, регулюючи тим самим інтенсивність уведення енергії у речовину, що випаровується, а отже, швидкість випару і розподіл щільності потоків пари.
Електронно-променевий випар застосовують у мікроелектроніці для нанесення різних металевих покриттів на сталеву стрічку, для виготовлення фольги із псевдо-сплавів складної сполуки. Електронним променем можна випаровувати з наступним осадженням на підкладку різні неметалічні матеріали: диоксид кремнію, оксид алюмінію, різні види скла. Конденсаційні покриття застосовують в оптичній промисловості та у різних областях електроніки. Принципова схема електронно-променевої випарної установки для нанесення покриттів показана на рис. 10.7. З бункера 5 випаровуємий матеріал, по жолобі 7, який приводиться у дію вібратором 6, надходить у водо-охолоджуємий тигель 9. Траєкторія електронного променя 3. одержуваного за допомогою електронної гармати 1, викривляється, відхиляючою системою 2 у напрямку випаровуємої речовини, 8. У результаті впливу променя 3 на речовину вона випаровується, частки пари піднімаються вгору й осідають на поверхні підкладки 4, утворюючи щільну плівку. Застосування відхиляючого магнітного поля дозволяє розташовувати електронну гармату 1 практично в будь-якому зручному місці.
З допомогою розмірної обробки заготовки електронним променем у ній одержують глухі або наскрізні отвори заданих розмірів або заданий контур. Розмірна обробка заснована на тім, що при досить великій питомій поверхневій потужності швидкість випару оброблюваного матеріалу й тиск пари зростають настільки, що весь рідкий метал з потоком пар викидається із зони обробки. Строге дозування підводимої енергії здійснюється імпульсним впливом електронного променя на поверхню або його переміщення по поверхні із заданою швидкістю.
Можна виділити три режими розмірної електронно-променевої обробки:
1. Моно-імпульсний режим-обробка ведеться одиночним імпульсом, тобто отвір одержують за.час дії одного імпульсу.
|
|
|
2. Багато-імпульсний режим-отвір одержують впливом на задане місце заготівлі декількома імпульсами.
3. Режим обробки з переміщенням електронного променя по заготівлі із заданою швидкістю.
Електронний промінь знайшов застосування в першу чергу для розмірної обробки твердих матеріалів - алмазів, кварцу, кераміки, кристалів кремнію й германія.
Особливим різновидом розмірної електронно-променевої обробки є перфорація (одержання дрібних наскрізних отворів) різних матеріалів. Цим способом виготовляють металеві й керамічні елементи фільтрів, пористий матеріал для охолодження камер згоряння й лопаток турбін.
Електронно-променева термообробка полягає в локальному нагріванні оброблюваних ділянок поверхні з метою одержання структурних перетворень матеріалу. Вона застосовується також для відпалювання матеріалів у вакуумі, підвищуючи їхню пластичність й очищаючи поверхню від адсорбованих газів.
Електронно-променеве зварювання є одним з найпоширеніших технологічних застосувань електронного променя. Її роблять за допомогою тонкого пучка електронів, що фокусується на стику деталей, що з'єднують, і нагріває їх до плавлення. Зварювальний шов при електронно-променевому зварюванні виходить чистим і вільним від газів, оксидів і летучих домішок. Загальна кількість енергії, необхідне для розплавлювання матеріалу, набагато менше, ніж при інших видах нагрівання в процесі зварювання. Це обумовлено високою концентрацією енергії у фокусі електронного променя. При електронно-променевому зварюванню завдяки високій концентрації енергії у зварювальній зоні зварювальний шов являє собою витягнутий клин з більшим відношенням довжини зони розплавлювання до її ширини.
У загальному випадку глибина проплавлення електронним променем може перевищувати ширину шва більш ніж в 20 разів («кинджальне проплавлення»). Глибина проплавлення також залежить від швидкості зварювання й від температури попереднього прогріву металу, що зварює.
|
|
|
Установки електронно-променевого зварювання діляться на два основних типи: низьковольтні з робочою прискорювальною напругою до 15- 20 кВ і високовольтні, працюючі при прискорювальній напрузі 150-200 кВ. Установки для електронно-променевого зварювання не мають істотних відмінностей від установок для виконання інших технологічних операцій. Однак існують деякі конструктивні та схемні відмінності. До складу установки включене спеціальне зварювальне устаткування: зварювальна вакуумна камера з вакуумною насосною системою, електронна гармата з високовольтним джерелом постійного струму.
Вакуумна камера звичайно забезпечується вакуумними уведеннями для передачі обертальних або зворотно-поступальних рухів, подачі охолоджуємої води, підведення електричної енергії до катода, магнітним лінзам і т.д. У камерах передбачені спеціальні люки, через які оброблювані деталі завантажуються усередину камери, а також механізми й пристрої, що забезпечують технологічний процес. Зовні встановлюють кілька приладів для визначення ступеня вакууму в різних частинах камери.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1655; Нарушение авторских прав?; Мы поможем в написании вашей работы!