КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вивчення схем гнучких роботизованих систем
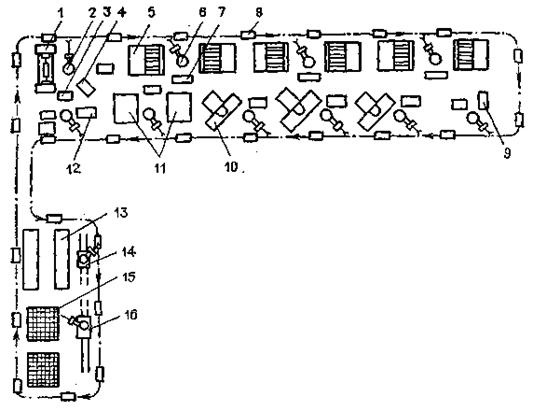
На мал. 4 зображена схема гнучкої виробничої системи з використанням автоматичного підвісного конвеєра 8, що доставляє по заданих адресах заготовки і деталі до дванадцяти різних верстатів 1, 5, 10, 11 цехів з числовим програмним управлінням. Верстати обслуговуються вісьма роботами 2, 6. Роботами також автоматично виконуються контрольно-вимірювальні функції вимірювальних пристроїв 4, 9,12. Біля всіх роботів встановлені живлячі їх індивідуальні магазини 3, 7. На схемі показані центральний магазин інструменту 13 зі своїм роботом 14 і тара із заготовками 15 з роботом 16.

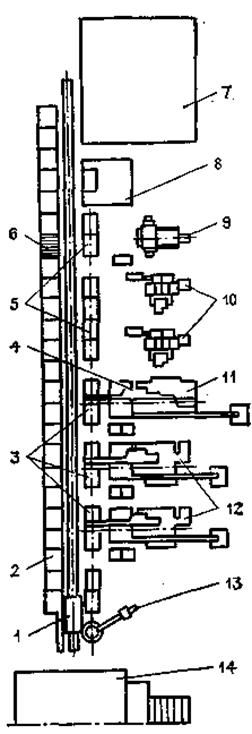
На мал. 5 ілюструється застосування транспортного робота 1 для обслуговування групи різних верстатів 9-12 з мийною машиною 8. Тут є стелаж 2 для автоматизованого завантаження і розвантаження деталей, тельферний завантажувач 13, тактові підпалетні станції 3, підпалетні підставки 5, палети 6 і стелаж регулювання палет. Верстати обслуговуються консольними маніпуляторами 4. На спеціальній ділянці 7 проводиться комплектація інструментальних палет. Є також центральний диспетчерський пульт 14.
 На мал. 6 показаний загальний вид гнучкого автоматизованого цеху токарної обробки із станками з числовим програмним управлінням 5. По периферії цеху розташований приводний роликовий конвеєр 2 для транспортування заготовок з автоматизованого складу 1 і оброблених деталей на склад. Тактові накопичувачі 3 служать для автоматичної передачи заготовок з конвеєра до фіксированої позиції для завантаження роботом верстата і повернення обробленої деталі на конвеєр. Системи управління верстатами разом з роботами кожного верстата розміщені в окремих стійках 4. Крім того, є загальноцеховий промисловий робот 7, який може переміщатися між лініями верстатів. Показаний конвеєр для відведення стружки 6. Центральна ЕОМ, що управляє, розташована в окремому приміщенні 8. Диспетчерський пульт 10 і стіл контролю продукції 9 знаходяться у цеху.
На мал. 6 показаний загальний вид гнучкого автоматизованого цеху токарної обробки із станками з числовим програмним управлінням 5. По периферії цеху розташований приводний роликовий конвеєр 2 для транспортування заготовок з автоматизованого складу 1 і оброблених деталей на склад. Тактові накопичувачі 3 служать для автоматичної передачи заготовок з конвеєра до фіксированої позиції для завантаження роботом верстата і повернення обробленої деталі на конвеєр. Системи управління верстатами разом з роботами кожного верстата розміщені в окремих стійках 4. Крім того, є загальноцеховий промисловий робот 7, який може переміщатися між лініями верстатів. Показаний конвеєр для відведення стружки 6. Центральна ЕОМ, що управляє, розташована в окремому приміщенні 8. Диспетчерський пульт 10 і стіл контролю продукції 9 знаходяться у цеху.
Важливе значення мають гнучкі автоматизовані виробничі системи для складальних цехів. Там зазвичай буває зайнято велике число працівників. Тому автоматизація складального цеху відразу дає великий ефект.
|
|
|
Дата добавления: 2014-01-07; Просмотров: 489; Нарушение авторских прав?; Мы поможем в написании вашей работы!