КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
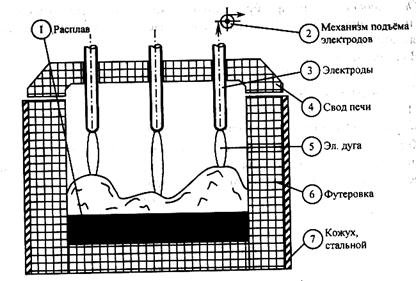
Конструкция дуговых сталеплавильных печей прямого действия
|
|
|
|
Дуговые печи переменного тока
Дуговые сталеплавильные печи (ДСП) прямого действия предназначены для выплавки стали в слитки для последующего передела в прокатных цехах, а также для получения фасонного литья, металлургического сырья, химических продуктов. Промышленностью освоен выпуск дуговых печей вместимостью 0,5; 1,5; 3; 6; 12; 25; 50; 100 и 200 т.
Печи состоят из следующих основных частей:
- каркаса;
- механизма наклона;
- футеровки;
- свода, механизма перемещения свода;
- электродов;
- электрододержателей и механизма перемещения электрододержателей;
- установки электромагнитного перемешивания металла в ванне;
- системы водяного охлаждения, гидравлического привода механизмов, электрооборудования.
Каркас. Все нагрузки от футеровки и жидкого металла, а в некоторых конструкциях и от механизмов наклона печи и подъема свода воспринимаются каркасом печи. Каркас может быть цилиндрической или конической формы, слегка расширяющийся кверху. Каркас сваривают из листовой низкоуглеродистой стали и усиливают ребрами жесткости. Толщина стенки каркаса зависит от вместимости печи. Днище каркаса может быть плоским, коническим или сферическим. В каркасе вырезают отверстия для загрузочного окна и металлической летки. На больших печах боковые стены каркаса имеют водяное охлаждение. В ряде случаев каркас печи выше уровня жидкого металла представляет собой отдельные водоохлаждаемые панели, соединенные между собой болтами.
На поверхности панели, обращенной в рабочее пространство печи, имеются ребра и иглы, на которые нанесен тонкий слой огнеупорной масссы. В подобных печах потери энергии через стены выше, чем у печей без охлаждения стен, но удельный расход энергии на тонну выплавленного металла меньше, так как время плавки значительно сокращается. Кроме того, сокращаются простои печи, связанные с ремонтом футеровки стен.
|
|
|
Механизм наклона. Для слива металла печь наклоняют на 40 – 45° в сторону сливного носка, а для скачивания шлака на 10 – 15° в сторону рабочего окна. Печь наклоняют с определенной скоростью механизмом с электромеханическим или гидравлическим приводом, находящимся сбоку
от нее или под ней. Механизм наклона печи вместимостью 0,5; 1,5 и 3 т состоит из двух гидравлических цилиндров, размещенных под печью (рис. 4.1).
К каркасу печи на болтах присоединены два литых сегмента, установленные на литые плиты. На плитах и сегментах выполнены зубцы, надежно фиксирующие печь в определенном положении. Печь наклоняют при перемещении штока цилиндров, которые шарнирно соединены с фундаментом и каркасом.
Футеровка. Подина состоит из нескольких слоев. Первый слой, соприкасающийся с жидким металлом и шлаком – набивной из огнеупорного порошка. При кислом процессе используют набивку из кварцевого песка, при основном - набивку из магнезитового порошка. Второй слой подины при кислом процессе выполняют из динаса, а при основном – из магнезита. Последующие слои состоят из шамота, диатомита и асбеста.
Стены печей – многослойные. Первый слой в зависимости от процесса выкладывают из динасового или магнезитового кирпича, второй – из шамотного кирпича, третий – из диатомитового порошка, который, выполняя роль теплоизоляции, одновременно компенсирует расширение огнеупоров при их нагреве и тем самым предохраняет каркас от разрушения. Вместо огнеупорных кирпичей иногда применяют набивные блоки, изготовленные из кварцевого песка или магнезитового порошка. У сверхмощных сталеплавильных печей стены из огнеупоров заменяют водоохлаждаемыми панелями.
|
|
|
Свод. Известны печи с водоохлаждаемым сводом, в котором футеровка отсутствует полностью или сохраняется только в центральной части свода, где расположены электроды. Своды изготовляют с помощью специального шаблона из высокоглиноземистого или электродинасового нормального и фасонного кирпича.
Механизм перемещения свода. При загрузке печей применяют специальные механизмы для подъема и поворота свода. Наиболее широко используют метод загрузки сверху. При загрузке шихты свод вместе с электродами поднимают и поворачивают на 80–100°. Открытую печь загружают с помощью специальных загрузочных корзин. По окончании загрузки свод возвращают в исходное положение. После этого может быть начат рабочий цикл. У некоторых печей свод после подъема остается в приподнятом положении, а печь выкатывают из-под свода на позицию загрузки. По окончании загрузки печь устанавливают в первоначальное положение, а свод опускают. Механизированная загрузка шихты позволяет повысить производительность печи и сэкономить электроэнергию.
| |
| Рис. 4.1. Конструкция дуговой сталеплавильной печи | |
Электроды. Электроды в дуговых печах служат для ввода электроэнергии внутрь рабочего пространства печи, для расплавления шихты и получения необходимых материалов. Применяются угольные или графитированные электроды. Угольные электроды изготовляют из антрацита и кокса, а графитированные – из искусственного графита в специальных электрических печах. В современных печах в подавляющем большинстве применяются графитированные электроды. Иногда применяемые графитоугольные электроды диаметром 100–1200 мм изготовляют из антрацита, термоантрацита (прокаленного антрацита), нефтяного кокса, каменноугольного пека и смолы в специальных печах путем обжига заготовок без доступа кислорода при температуре до 1600 К. Угольные электроды по сравнению с графитированными имеют меньшую механическую прочность и большее удельное сопротивление. Поэтому угольные электроды обычно применяют лишь на малых печах вместимостью до 3 т.
Таблица 4.1
| Электроды | |||||||||
| Параметр | графитированные | угольные | другие | ||||||
| Диаметр, мм2 | |||||||||
| Плотность тока, не более, А/см2 | 10-15 | 10-13 |
|
|
|
В дуговых печах применяются непрерывно наращиваемые электроды. Они имеют круглое сечение и обработанные торцы, в которых по оси имеются отверстия с резьбой. В отверстия ввинчены до половины своей длины ниппели, выполненные из материала электрода. На выступающую из торца электрода половину ниппеля навинчен следующий электрод и т. д. Таким способом изготовляется электродная свеча, состоящая из нескольких электродов. Электроды имеют длину 1000 – 1800 мм. Управление перемещением электродов в процессе плавки производится в автоматическом режиме с помощью электрогидравлического регулятора.
Электродержатели (ЭД). Электроды крепятся в специальных ЭД, которые предназначены для удержания электродов и подвода к ним тока. Каждый ЭД закреплен на стойке, которая может перемещаться в вертикальном направлении. ЭД связаны с механизмом перемещения электродов. Ток подводится к ЭД с помощью пакета медных шин или водоохлаждаемых труб.
Установки электромагнитного перемешивания металла позволяют ускорить выведение вредных газов и компонентов из расплава, выровнить химический состав расплава. Жидкий металл в ванне приводится в движение с помощью электромагнитных устройств переменного тока с перемежающимся магнитным полем при частотах 0,4–1,0 Гц. Промышленные установки электромагнитного перемешивания состоят из трех компонентов: индуктора, источника питания и системы охлаждения.
Индукторы электромагнитного перемешивания выполняют в виде цилиндрических или плоских конструкций. В первом случае индукторы располагаются на боковой поверхности корпуса, во втором – под донной поверхностью. Мощность индукторов составляет 0,5-0,6 кВт, напряжение фазы 115-180 В, коэффициент мощности 0,5-0,6. В качестве источников питания индукторов используют электромагнитные преобразовательные агрегаты и тиристорные преобразователи частоты. Охлаждение статора производится водой, если он изготовлен из медной трубки, или воздухом, по специальным каналам внутри обмотки. Стоимость установки электромагнитного перемешивания металла составляет 30–100% стоимости печи, а расход энергии в ней на 1 т выплавленной стали 3–5% от полного расхода энергии.
Электрооборудование состоит изпечного трансформатора, дросселей, коммутационно-защитной аппаратуры. На рис. 4.2 показана конструкция дуговых печей вместимостью 0,5; 1,5 и 3 т.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1422; Нарушение авторских прав?; Мы поможем в написании вашей работы!