КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Газове зварювання
|
|
|
|
Сутність процесу газового зварювання і область її застосування
Для отримання зварного з’єднання при газовому зварюванні кромки основного металу і присадочний метал нагрівають до розплавленого стану полум’ям горючих газів, які спалюють в спеціальних зварювальних пальниках в суміші з киснем.
В якості горючого газу найбільше застосування отримав ацетилен, який при згоранні в кисні дає температуру полум’я, достатню для зварювання сталей і більшості інших металів та їх сплавів. Для зварювання металів (свинцю, алюмінію) температура плавлення яких нижче температури плавлення сталі можуть бути використані інші горючі гази, наприклад водень, природній газ та інші, які дають більш низьку температуру полум’я.
Найбільш часто газове зварювання застосовують при виготовленні листових і трубчатих конструкцій із аловуглецевих і низьколегованих сталей товщиною до 3-5 мм, при використанні дефектів у відливках із сірого чавуна і бронзи, а також у виробництві виробів із кольорових металів і їх сплавів.
Технологія газового зварювання
В залежності від співвідношення кисню і ацетилену, які поступають із пальників, розрізняють три основні види ацетиленокисневого полум’я: нормальне або відновлювальне, з надлишком кисню, або окислювальне, з надлишком ацетилену, або навуглероднене. В більшості випадків при газовому зварюванні застосовують нормальне полум’я, при якому на одну об’ємну частину ацетилену доводиться на 10-20% більше кисню.
Ацетиленове полум’я складається із трьох зон (мал.19): ярко обрисованого ядра І (температура близько 10000С), зварювальної ІІ (температура 3050-31500С) і факелу ІІІ (температура близько 12000С).
В першій зоні проходить екзотермічний розпад ацетилену на складові елементи:
|
|
|
2С2Н2 + 2О2 = 4С + 2Н2 + 2О2
Розжарені частини вуглецю придають цій зоні яскраве освітлення.
В другій зоні проходить неповне згорання вуглецю по реакції:
4С + 2Н2 + 2О2 = 4СО + 2Н2
Внаслідок утворення оксиду вуглецю і водню ця зона має відновлювальний характер. Найбільш висока температура полум’я в цій зоні знаходиться на відстані 2-4 мм від кінця ядра. Цією частиною полум’я і проводять зварювання.
В третій зоні за рахунок кисню повітря проходить згорання оксиду вуглецю і водню за рівнянням: 4С + 2Н2 + 3О2 = 4СО2 + 2Н2О.
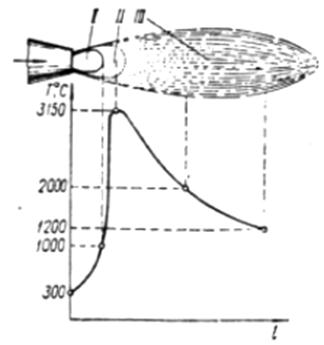
Мал.19. Схема ацетилено-кислородного полум'я
ОБРОБКА КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ РІЗАННЯМ
Загальні відомості
Обробкою конструкційних матеріалів різанням називається процес відділенням ріжучим інструментом шар матеріалу з заготовки для отримання деталі необхідної форми, заданих розмірів і шероховатості поверхонь. В даний час більшість деталей машин отримує остаточну форму і розміри обробкою різанням на металоріжучих станках. Тільки ця обробка задовольняє зростаючі вимоги до точності розмірів і ретельної обробки поверхонь.
Обробка різанням визначає якість виготовляємих машин, їх точність, довговічність а також надійність і вартість. Незважаючи на те, що методи отримання заготовок і обробки їх на металоріжучих станках безперервно удосконаляться трудоємкість станочних робіт і машинобудуванні складає найбільшу частину, досягаючи 30-50% трудоємності виготовлення машин.
На металоріжучих станках із заготовок отримують остаточно готові деталі. В залежності від матеріалу, форми і розмірів обробляємої на станку деталі, а також характеру виробництва основні типи заготовок наступні: відливки із чавуна, сталі, кольорових сплавів, поковки і штампування із сталі і кольорових сплавів, сортовий прокат із сталі і кольорових сплавів, який поступає у вигляді прутиків і розрізається на окремі заготовки.
|
|
|
Припуском називається шар металу, який видаляють із заготовки при обробці. На мал. 20 показані ступінчатий вал і його циліндрична заготовка (пунктир) з припуском на обробку (заштрихований). Від правильності вибору припусків залежить раціональна витрата металу і економічність обробки.
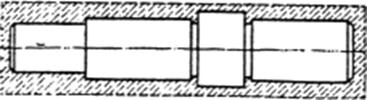
Мал.20. Ескіз деталі з припусками на обробку
Робочі, установочні і допоміжні рухи в металоріжучих станках.
Для обробки різанням (точіння, свердління, фрезерування) заготовка і ріжучий інструмент повинні здійснювати певні рухи. Вони підрозділяються на робочі, або рухи різання, установочні (настроювальні) і допоміжні. Робочі рухи призначені для зняття стружки, а установочні і допоміжні – для підготовки до цього процесу.
Установочні – рухи робочих органів станка, за допомогою яких інструмент по відношенню до заготовки займає положення, яке дозволяє зняти з неї певний шар матеріалу.
Допоміжні – рухи робочих органів станка, які не мають прямого відношення до різання. Прикладами служать: швидке переміщення робочих органів, переключення швидкостей різання і подач.
Робочі рухи підрозділяються на головний рух і рух подачі. За допомогою основного руху здійснюється зняття стружки, а рух подачі дає можливість почате різання розширити на необроблені ділянки поверхні заготовки. Наприклад, при свердлінні обертання свердла є головним рухом, який дозволяє почати різання при торканні свердла з заготовкою, а переміщення свердла відносно осі є рухом подачі, що дає можливість поширити процес на об’єми металу і таким чином просвердлити необхідні отвори.
В металоріжучих станках головний рух частіше всього буває обертальним (токарні, свердлильні, фрезерні, шліфувальні станки) або прямолінійним (возвратно-поступальні – стругальні і долбильні станки). Головний рух може повідомлятися заготовки (станки токарної групи, поперечно-строгальні станки) або ріжучому інструменту (фрезерні, свердлильні, поперечно-строгальні станки).
В станках з головним обертальним рухом подача безперервна і різання теж безперервне. В станках з возвратно-поступальним рухом робочий хід чергується з холостим, рух подачі здійснюється перед початком кожного робочого ходу і тому різання переривне.
|
|
|
Основні методи обробки різанням
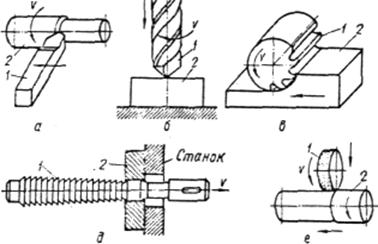
1. Точіння (мал. 21,а). Головним рухом із швидкістю v в цьому випаду являється обертання заготовки 2 навколо осі, а рух подачі – поступальне переміщення інструменту 1 відносно заготовки (відносно її осі, перпендикулярно або під кутом до неї). Точінням обробляють переважно поверхню обертання на токарних, карусельних, револьверних, розточник станках, токарних автоматах і напівавтоматах. Воно застосовується для обробки циліндричних, конічних і фасонних зовнішніх і внутрішніх поверхонь, фронтальних поверхонь а також для нарізання різьби.
2. Свердління (мал.21,б). При обробці отворів на свердлильних станках головним рухом є обертання інструменту 1, а рух подачі – переміщення інструменту відносно своєї осі. Так обробляють отвори в суцільному матеріалі 2 або збільшують розміри отворів що є. Свердлити можна також на токарних, револьверних, розточних, фрезерних станках, токарних автоматах. При свердлінні отворів на станках токарної групи головним рухом є обертання заготовки, а рух подачі – переміщенням свердла відносно осі. Щоб отримати більш точні отвори, після свердління їх необхідно зенкерувати, розточувати або розвертати.
3. Фрезерування (мал. 21, в). При фрезеруванні головним рухом є обертання інструменту 1, а рух подачі – поступальне переміщення заготовки 2 або фрези. Застосовуючи фрези і фрезерні станки, можна обробляти різні поверхні і їх комбінації: площина, криволінійні поверхні, уступи, пази.
4. Стругання (мал. 21, г). Головним рухом при струганні є возвратно-поступальне переміщення різця 1 у поперечно-строгальних станків або заготовки 2 в продольно-строгальних. Рух подачі здійснює періодичне переміщення заготовки або різця. Частіше всього стругання використовують для обробки площин.
5. Протягування (мал.21, д). Протягування здійснюють за допомогою спеціального інструменту – протяжки 1, яка має на робочій поверхні зубчики, які рівномірно збільшуються на відстані протяжки. Головним рухом є продольне переміщення інструменту, рух подачі відсутній. Протягування – виробничий метод обробки, який забезпечує високу точність і малу шероховатість обробляємої поверхні заготовки 2.
|
|
|
6. Шліфування (мал. 21, е, ж). При шліфуванні головним рухом є обертання шліфувального круга 1. Рух подачі як правило комбіноване і складається із декількох рухів. Наприклад, при круглому зовнішньому шліфуванні – це обертання заготовки 1, продольному – переміщення її відносно шліфувального круга і періодичне переміщення шліфувального круга відносно заготовки.
Шліфуванням користуються для завершальної обробки поверхонь деталей. Частіше всього застосовують наступні методи:
кругле зовнішнє шліфування (мал.21,е) для обробки зовнішніх поверхонь обертання;
кругле внутрішнє шліфування – для обробки отворів;
плоске шліфування (мал. 21,ж) – для обробки площин.
|
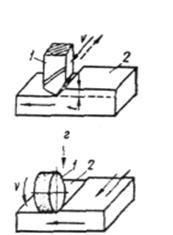
Мал.21. Схеми основних методів обробки різанням
Зміст
1. СУТНІСТЬ МЕТАЛУРГІЙНОГО ВИРОБНИЦТВА - ст.2
2. ВИРОБНИЦТВО СТАЛІ - ст.5
3. ВИРОБНИЦТВО КОЛЬОРОВИХ МЕТАЛІВ - ст.11
4. ТЕХНОЛОГІЯ ЛИВАРНОГО ВИРОБНИЦТВА - ст.14
5. СПЕЦІАЛЬНІ МЕТОДИ ОТРИМАННЯ ВІДЛИВОК - ст.19
6. ОБРОБКА МЕТАЛІВ ТИСКОМ - ст.25
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1343; Нарушение авторских прав?; Мы поможем в написании вашей работы!