КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Микропроцессорные средства управления
|
|
|
|
Структуры систем ЧПУ
Микропроцессор (МП) — это программно-управляемое устройство, предназначенное для обработки цифровой информации, представленной в двоичной форме, и управления процессом этой обработки, реализованное на одной или нескольких больших интегральных схемах (БИС).
Микропроцессорная система (МПС) — это совокупность взаимосвязанных устройств, включающая в себя один или несколько МП, память — запоминающее устройство (ЗУ), устройства ввода-вывода (УВВ) и ряд других устройств, предназначенных для выполнения некоторых четко определенных функций.
Микроконтроллер (МК) — устройство, выполняющее функции логического анализа (сложные последовательности логических операций) и управления, реализуемое на одной или нескольких БИС. Данное микропроцессорное устройство, в отличие от МП рассчитанное для узкоспециализированного применения, за счет сокращения функций по выполнению арифметических операций позволяет уменьшить его аппаратную сложность и развить функции логического управления.
Микропроцессорную систему, используемую для управления электроприводами и технологическими комплексами, часто называют управляющей вычислительной машиной (УВМ). Структура и взаимосвязь основных средств микропроцессорной техники в рамках микропроцессорных УВМ показана на рисунке Рисунок 1.
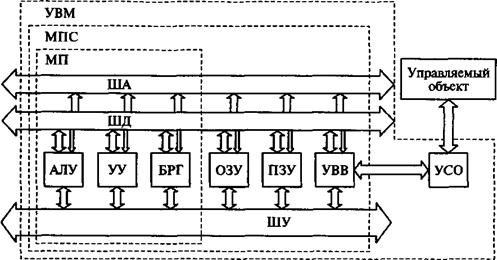
Рисунок 1 - Структура микропроцессорной управляющей вычислительной машины
Микропроцессор включает в себя арифметико-логическое устройство (АЛУ), устройство управления (УУ) и блок регистров (БРГ), в который входят регистры, аккумулятор адреса, флаговые состояния, программный счетчик общего назначения и т.д. Арифметико-логическое устройство предназначено для выполнения арифметических и логических операций с данными, представленными в двоичной форме, АЛУ и УУ составляют центральное процессорное устройство (ЦПУ).
|
|
|
Помимо МП (одного или нескольких) МПС включает в себя оперативное (ОЗУ) и постоянное (ПЗУ) запоминающие устройства, УВВ и ряд других устройств. Особый класс устройств в составе УВМ составляют устройства связи с объектом (УСО).
Взаимодействие частей УВМ осуществляется посредством шин: адресной (ША), данных (ЩД), и управления (ШУ), связывающих в единую систему компоненты МПС, а также шин измерения, контроля и управления, которые совместно с соответствующими УСО или с устройствами связи с процессом обеспечивают непосредственное взаимодействие МПС с управляемым объектом или процессом.
Шина адреса — набор однонаправленных сигнальных линий, по которым от ЦПУ к памяти или устройствам ввода-вывода передаются коды адреса.
Шина данных — набор двунаправленных сигнальных линий, по которым передаются данные между ЦПУ и памятью либо устройствами ввода-вывода.
Шина управления — набор сигнальных линий, которые используются для синхронизации работы ЦПУ и других элементов компьютерной системы.
Конструктивно МПС могут быть подготовлены для работы с человеком-оператором, т.е. иметь клавиатуру, дисплей и другие необходимые компоненты, в этом случае ее называют микроЭВМ. Возможно также предназначение МПС для агрегатирования, т.е. для работы в конструктивно и функционально едином комплексе аппаратуры.
Микропроцессор — это управляющее устройство с гибким алгоритмом работы, который программно закладывается в память процессора. Заложенная в ЗУ программа может быть изменена или полностью заменена для выполнения других функций управления, т.е. МП является универсальным устройством.
Возможность программирования определяет широту использования МП для решения разных задач управления. Последовательность команд, обеспечивающих реализацию требуемого алгоритма управления, образует программу. Команды, заложенные в программу, выполняются МП в пошаговом режиме в записанной последовательности. Каждая команда программы содержит информацию о том, что нужно делать с исходными данными (операндами) и по какому адресу поместить результат операции. Первая часть команды содержит код операции (КОП) (например, сложение, логическое сравнение и др.). Вторая часть команды — адресная — содержит адреса расположения операндов, с которыми проводится данная операция и адрес регистра или ячейки памяти, куда должен быть помещен результат. Бывают и безадресные команды. Команды, адреса и операнды МП выражаются многоразрядными двоичными кодами. Современные МП, предназначенные для управления электроприводами, оперируют с 16-разрядными словами (количеством информации, обрабатываемой за цикл работы МП). Составленные на языках программирования низкого (язык ассемблера и др.) или высокого (Бейсик, Си, Паскаль и др.) уровня программы далее переводятся (транслируются) с помощью специальных кросс-программ в систему машинных кодов, которыми оперирует МП.
|
|
|
Память ОЗУ и ПЗУ в составе МПС служит для размещения данных, программы и результатов обработки данных. Для расширения возможностей МПС могут использоваться и внешние запоминающие устройства (ВЗУ).
Устройства ввода-вывода информации служат для взаимодействия МПС с оператором и управляемым объектом. К УВВ относятся пульты управления и программирования, дисплеи и другие внешние устройства, а также БИС параллельного и последовательного интерфейсов.
Устройства связи УСО обеспечивают связь МПС с внешними для МПС устройствами: датчиками, несущими информацию, подлежащую обработке в МП, и устройствами управления силовой частью электропривода. Поскольку некоторые датчики и устройства управления могут быть аналоговыми, возникает задача перевода аналоговой информации в цифровую и обратно. Эта операция осуществляется аналого-цифровыми АЦП и цифроаналоговыми ЦАП преобразователями, входящими в состав УСО.
Алгоритмы управления — последовательность выполнения логических операций, необходимых для совершения некоторых действий или для решения задачи. Алгоритм может иметь словесное описание, наряду с этим он может быть формализован в виде структурной схемы. Степень детализации поставленной задачи определяет вид схемы алгоритма. Алгоритмы управления микропроцессорных систем ЧПУ делятся на следующие группы: системные; технологические; функциональные.
|
|
|
Системные алгоритмы определяют работу микроЭВМ и ее взаимодействие с электронными узлами устройства ЧПУ (памятью, дисплеем и т.д.) и аппаратными средствами ввода-вывода. Программное обеспечение (ПО) этих алгоритмов разрабатывается изготовителем микроЭВМ и хранится в ПЗУ. К системному ПО относится также машинная рабочая программа, которую воспринимает микроЭВМ.
Технологические алгоритмы разрабатываются применительно к определенной группе станков (токарных, сверлильных и т. п.). Алгоритмы функционального ПО также хранятся в ПЗУ.
Функциональные алгоритмы предназначены для управления конкретным станком с учетом определенной области его применения (алгоритмы программируемой электроавтоматики, технологические циклы и т.д.). Программы технологических алгоритмов хранятся в ППЗУ. Они разрабатываются на заводе—изготовителе станка или на заводе—изготовителе устройства ЧПУ по заказу с завода—изготовителя станка. Для программирования функциональных алгоритмов используется функциональное ПО.
Программы обработки деталей, которые являются внешними по отношению к алгоритмам управления, разрабатываются потребителем, эксплуатирующим станок с ЧПУ. Программы записываются на программоносителе или вводятся с клавиатуры устройства ЧПУ. При групповом управлении станками и подключении устройства ЧПУ станка к шине внешней связи программа может загружаться от центральной ЭВМ. Содержание программы определяется типом обрабатываемой детали, ее геометрическими размерами, видом обработки и т. п.
Упрощенная структурная схема управления станком с ЧПУ приведена на рисунке Рисунок 2. В качестве примера показано устройство ЧПУ трехкоординатного вертикального сверлильно-расточного станка с револьверной головкой.
|
|
|
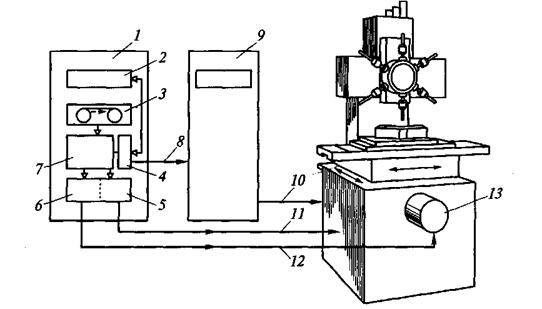
Рисунок 2 - Упрощенная структурная схема управления станком с ЧПУ:
1 — устройство ЧПУ; 2 — блок ручного управления и сигнализации; 3 — блок считывания информации; 4 — блок технологических команд; 5 — блок управления приводами продольной и вертикальной подачи и приводом шпинделя; 6 — блок управления приводом поперечной подачи; 7 — кодовый преобразователь; 8 — кабель управления технологическими командами; 9 — силовой блок релейных команд; 10 — кабель передачи команд на электрооборудование станка; 11 — кабель связи с приводами продольной и вертикальной подачи, а также с приводом шпинделя; 12 — кабель связи с двигателем поперечной подачи; 13 — двигатель поперечной подачи; — —> движение ленты; ß---à — движение стола при подаче
Станок с ЧПУ работает следующим образом:
• заданная программа, в которой отражены геометрические размеры обрабатываемой детали и технологические команды, считывается с программоносителя (перфолента, магнитная лента, дискета, CD, жесткий диск и т.п.) блоком 3;
• данная информация обрабатывается кодовым преобразователем 7 и переносится на блоки 5, 6 управления приводами и на блок 4 технологических команд;
• блоки управления приводами через кабели связи 11, 12 передают управляющие команды на приводы, обеспечивая перемещение узлов станка по продольной, поперечной и вертикальной координатам (осям) в соответствии с заданной программой, а также нужную частоту вращения шпинделя;
• от блока технологических команд 4 через кабель 8 сигналы поступают в блок релейных команд 9, на выходе которого (кабель 10) формируются дискретные команды требуемых параметров (ток, напряжение) управления электроавтоматикой станка;
• за ходом обработки может наблюдать оператор посредством блока 2;
• с помощью этого же блока оператор может осуществлять ручное управление процессом и при необходимости вводить соответствующие коррекции.
Рассмотрим подробнее цикл работы данного станка для сверления отверстия в заготовке в соответствии с программой, подготовленной на основании чертежа детали и технологической подготовки программы. Исходными данными в программе для цикла сверления являются:
• продольная и поперечная координаты центра отверстия, которое необходимо просверлить;
• начальная и конечная вертикальная координата сверления;
• скорость вертикальной подачи при сверлении;
• скорость вращения шпинделя с закрепленным в нем сверлом;
• позиция револьверной головки (номер шпинделя, в котором закреплено требуемое сверло).
Последовательность отработки программы для данного цикла следующая:
• начальное состояние — стол и вертикальная координата неподвижны и находятся в исходной (нулевой) позиции, шпиндели неподвижны;
• 1-я операция — перемещение стола по продольной и поперечной координатам с целью совмещения оси будущего отверстия с осью сверла (шпинделя) — осуществляется через блоки управления приводами;
• 2-я операция — поворот револьверной головки в нужную позицию (сверло, которое будет производить сверление, располагается вертикально вниз) — осуществляется через блок релейных команд;
• 3-я операция — разгон шпинделя до требуемой скорости вращения;
• 4-я операция — быстрый подвод шпинделя с требуемым сверлом: револьверная головка перемещается вниз со скоростью быстрых перемещений из нулевой точки в точку начала сверления — как правило, точка начала сверления находится в нескольких миллиметрах (до 10 мм) выше плоскости заготовки;
• 5-я операция (основная часть) — сверление отверстия на нужную глубину — револьверная головка перемещается вниз с рабочей скоростью из точки начала сверления до точки конца сверления, обеспечивая нужную глубину отверстия;
• 6-я операция — быстрый отвод револьверной головки в исходное (нулевое) положение;
• 7-я операция — остановка вращения шпинделя;
• 8-я операция — быстрый отвод стола по продольной и поперечной координатам в исходное (нулевое) положение.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 2935; Нарушение авторских прав?; Мы поможем в написании вашей работы!