КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гартування і відпуск
|
|
|
|
Етап нагрівання. Для проведення процесу гартування визначають температуру, до якої необхідно розігріти весь об'єм виробу – об'ємне гартування, або його поверхню – поверхневе гартування. Для підвищення продуктивності процесу нагрівання необхідно проводити максимально швидко. Разом з тим, при нагріванні деяких високолегованих сталей для зменшення термічних напруг проводять ступінчасте нагрівання, наприклад, для швидкорізальних сталей.
Температуру нагрівання визначають у відповідності із діаграмою стану. Температурний режим нагрівання для гартування легованих сталей підбирається для кожної сталі експериментально. Рекомендований діапазон коливається від 800°С до 880°С.
За режимом охолодження і особливостями відрізняють такі основні способи гартування:
1) Безперервне гартування при охолодженні в одному середовищі;
2) Переривисте гартування у двох охолоджуючих середовищщах;
3) Ступінчасте гартування;
4) Ізотермічне (бейнітне) гартування;
5) Гартування з обробкою холодом;
6) Гартування с самовідпуском;
7) Поверхневе гартування.
Безперервне гартування в одному охолоджуючому середовищі є найбільш простим і широко застосовуваним
способом. Для гартування дрібних (до 5 мм) виробів із вуглецевих сталей і деталей більшого діаметра із легованих сталей використовують гартівне середовище – масло.
Для великих деталей, а також спрощених за формою із вуглецевих сталей в якості гартівного середовища використовують воду, або водні розчини лугів (5...15% розчин NаСl; 40...50 % розчин NаОН).
Переривисте гартування в двох середовищах застосовують для зменшення швидкості охолодження в мартенситному інтервалі. При цьому способі деталь спочатку занурюють в воду (Vох ~600°/С) і витримують до температури ~300°С. Після цього її переносять в більш м'який охолоджувач – масло (гартування через воду в масло).
|
|
|
Переривисте гартування широко застосовують для деталей із вуглецевих сталей, в тому числі і різального інструменту.
Ступінчасте гартування. При цьому способі розігріту до температури гартування деталь швидко занурюють в розігріте середовище, витримують в ньому до вирівнювання температури по всьому об'єму деталі і далі охолоджують на повітрі або занурюють в холодне масло.
При ступінчастому гартуванні аустенітно-мартенситне перетворення проходить одночасно по всьому об'єму завдяки попередньому вирівнюванню температури при витримці. Це суттєво зменшує термічні напруги і схильність до утворення тріщин.
Ізотермічне (бейнітне) гартування – це такий вид гартування, при якому час витримки в температурному інтервалі бейнітного перетворення більше часу ізотермічного розпаду аустеніту. При збільшенні часу витримки до початку бейнітних перетворень різко зменшуються гартівні напруги і жолоблення. Ізотермічне гартування забезпечує в деяких легованих сталях збереження великої кількості залишкового аустеніту, який не перетворюється у мартенсит при охолодженні. При цьому підвищується конструкційна міцність сталі.
Гартування з обробкою холодом. Такі деталі як підшипникі кочення, вимірювальний інструмент, штампи потребують високої точності і стабільності розмірів і тому їх оброблюють холодом. В результаті такої обробки підвищується твердість (в середньому на 1...4 НRС) і зносостійкість.
Гартування із самовідпуском має за мету використання внутрішнього тепла розігрітої під гартування деталі для забезпечення відпуску, тобто зняття термічних гартівних напруг. Для цього деталь, розігріту для гартування, охолоджують в одному середовищі і процес охолодження штучно переривають, коли серцевина має ще достатньо високу температуру. За рахунок тепла серцевини поверхневі шари сталі за рахунок теплообміну знову розігріваються і, таким чином, відбувається відпуск. Гартування із самовідпуском застосовують для ударних і різальних слюсарних інструментів.
|
|
|
Поверхневе гартування є одним із способів підвищення твердості поверхневих шарів деталей з одночасним підвищенням зносостійкості і межі витривалості. При цьому серцевина залишається в'язкою і сприяє погашенню ударних навантажень.
Загальною технологічною особливістю цих методів являється нагрівання поверхневих шарів деталі з подальшими швидким охолодженням.
Відпуск – це вид термічної обробки загартованого на мартенсит сплаву при якій головним процесом являється розпад мартенситу з виділенням карбідів.
Необхідність проведення відпуску пояснюється тим, що отримана в результаті гартування структура мартенситу є нерівноважною і має поряд з великою твердістю дуже високу крихкість.
Метою відпуску є часткове зменшення твердості при підвищенні в'язкості і пластичності, зменшення внутрішніх напруг.
Відпуск є завершальною термічною обробкою, в результаті якої сталь отримує необхідні механічні властивості і повністю або частково знімаються внутрішні напруги.
Режим проведення відпуску полягає в нагріванні загартованих деталей, витримці при наданій температурі і подальшим охолодженням з певною швидкістю.
В залежності від температури нагрівання відрізняють три види відпуску:
· низькотемпературний
· середньотемпературний
· високотемпературний
При низькотемпературному відпуску загартовану сталь розугрівають до температур 120-250ºС. після витримки (звичайно до 1…3 годин) знижуються гартівні мікронапруги. При цьому частково підвищуються показники твердості і міцності, частково поліпшується в’язкість.
Типові приклади застосування низькотемпературного відпуску це різальний інструмент, деталі шарикових і роликових підшипників.
При середньотемпературному відпуску загартовану сталь розігрівають до температур 350-500ºС. Застосовують середній відпуск для пружин, ресор, а також штампів.
Охолодження після середнього відпуску слід проводити у воді, що сприяє збільшенню межі витривалості пружних елементів, яка зростає завдяки утворенню на поверхні стискаючих залишкових напруг.
|
|
|
При викокотемпературному відпуску загартовану сталь розігрівають до температур 550-650ºС. Тому високий відпуск застосовують для деталей машин, які в процесі експлуатації витримують високі напруження і ударне навантаження.
4. Термомеханічна обробка (ТМО)
Термомеханічна обробка (ТМО) відноситься до комбінованих методів, при яких суміщається термічна обробка і пластична деформація. Призначена для зміни структурної будови і механічних властивостей сплавів, а саме підвищення міцності, межі текучості, пластичності.
Відомо, що існують два шляхи підвищення міцності створення бездислокаційних кристалів або, навпаки, суттєве підвищення щільності дислокацій. Найбільші можливості створює другий шлях, пов'язаний з підвищенням щільності дислокації, вакансій, дефектів упаковки. Дефекти кристалічної будови, в свою чергу, суттєво впливають на деформування структури під час фазових перетворень. В цьому напрямку радикальним способом впливу на дислокаційну структуру є гаряча пластична деформація. Суттєвою особливістю ТМО є те, що операції пластичної деформації і термічної обробки можуть бути суміщені або рознесені в часі, наприклад, виконуватись з розривом в декілька діб. Стосовно сталей, які гартуються на мартенсит, відрізняють низькотемпературну термомеханічну обробку (НТМО) і високотемпературну термомеханічну (ВТМО).
Високотемпературна термомеханічна обробка (ВТМО) відрізняється тим, що деформування аустеніту на 20-30% проводиться в області його термодинамічно стабільного стану при температурі вшце Ас3 (рис. 5.6, графік - 1). Після деформування проводять гартування на мартенсит і низький відпуск. Головна мета ВТМО – підвищення механічних властивостей сталі.
Оброблювати за допомогою ВТМО можливо вуглецеві, середньо- і низьколеговані сталі. При цьому основні механічні властивості після ВТМО досягають дуже високих показників:σтч =2200 - 600 МПа; σ0,2 = 1900-2200 МПа; δ=7-8%; ψ=25-40%.
|
|
|
При високих значеннях міцності забезпечуються високі характеристики в'язкості руйнування, тобто, опору розповсюдженню тріщин.
При таких же значеннях міцності вуглецеві сталі після звичайного гартування і низького відпуску мають значно нижчий опір розповсюдженню тріщин.
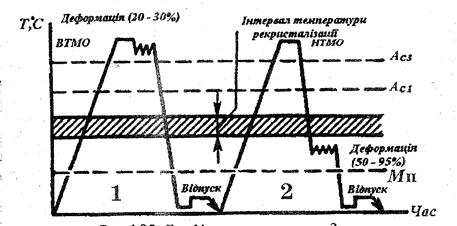
Рисунок 5.6 – Графік режиму проведення: 1 – ВТМО; 2 – НТМО
Низькотемпературна термомеханічна обробка складається із операцій деформування аустеніту в області його підвищеної стійкості, але обов'язково нижче температури початку рекристалізації з подальшим охолодженням і фазовим перетворенням на мартенсит і низьким відпуском (рис. 5.6, графік 2) Цей процес отримав назву аусформінг, оскільки деформуванню підлягає аустеніт. Причиною зміцнення сталі при НТМО є успадковування мартенситом дислокаційної структури деформованого аустеніту.
Аустеніт при температурах нижчих температури рекристалізації, але вище Мп, можливо деформувати в значній ступені. Деформування при НТМО проводять в температурній області відносної стійкості аустеніту (~400...600°С). Ступінь деформації не менше 50% і може досягти 75-95%. Зразу після деформування проводиться гартування і низький відпуск. При цьому тимчасовий опір конструкційних легованих сталей зростає до 2800-3000 МПа при δ = 5-7%. Застосовується НТМО тільки для легованих сталей, які мають підвищену стійкість переохолодженого аустеніту.
Недоліки НТМО є те, що для його проведення необхідно досить потужне обладнання, оскільки опір деформування при таких температурах дуже високий. Зміцнені сталі після НТМО мають невисокий опір крихкому руйнуванню.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4244; Нарушение авторских прав?; Мы поможем в написании вашей работы!