КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поверхностей деталей машин
|
|
|
|
Шероховатости, погрешностей формы и расположения
Лекция12. Назначение и обозначение параметров
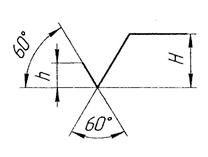
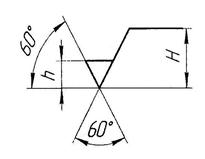
Важную роль в осуществлении взаимозаменяемости имеет шероховатость поверхностей, погрешности формы и расположения их, полученные в результате обработки деталей машин. Под шероховатостью поверхности понимают совокупность микронеровностей высотой в диапазоне 10-2...103 мкм сшагом меньшим, чем базовая длина l, используемая для ее измерения. Базовой длиной l называют длину базовой линии, используемой для выявления микронеровностей, характеризующих шероховатость обработанной поверхности, и для количественного определения ее параметров. Срез, иллюстрирующий шероховатость обработанной поверхности при его многократном горизонтальном и вертикальном увеличении, представлен на рис. 15.Для измерения шероховатости используются приборы в основном двух видов: бесконтактные, например оптические, и контактные щуповые. Щуповые делятся на профилометры, непосредственно показывающие значение измеренных параметров, и профилографы, записывающие профили микронеровностей поверхности (профилограммы). Профилограммы записываются в направлении наибольшего значения шероховатости. В частности, для поверхности, изображенной на рис. 15, запись шероховатости показана в направлении оси Х (рис. 16).
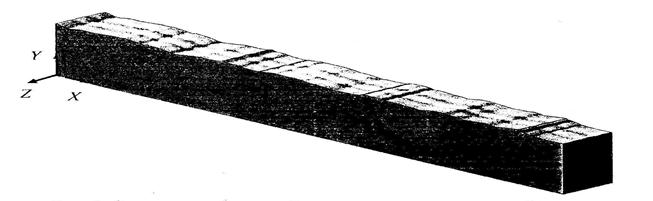
Рис. 15. Срез, иллюстрирующий шероховатость обработанной поверхности, при его многократном увеличении
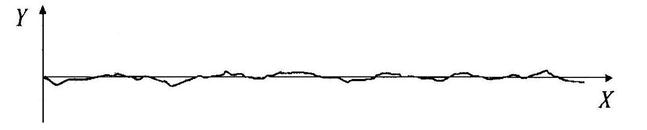
Рис. 16. Истинный профиль шероховатости поверхности при его многократном увеличении
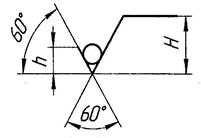
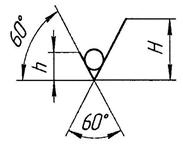
Так как высота неровностей профиля шероховатости измеряется в мкм, а их шаг – в мм, то профилограммы записываются с различным горизонтальным и вертикальным увеличением (рис. 17). При этом истинный профиль шероховатости приобретает искаженный вид (рис. 18). Если установить одинаковое горизонтальное и вертикальное увеличение, то для записи потребуется несколько метров профилограммной ленты. Такие профилограммные данные неудобны в использовании, обработке, приводят к увеличению расхода профилограммной ленты, а поэтому на практике не применяются.
|
|
|
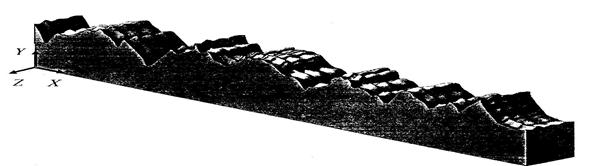
Рис. 17. Изометрическое изображение шероховатости, полученное при различном горизонтальном и вертикальном увеличении
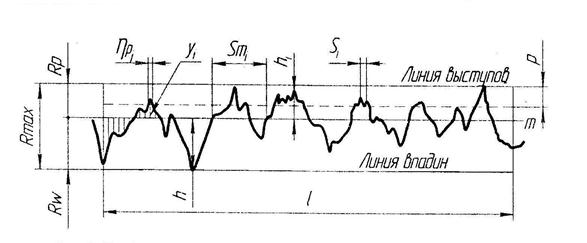
Рис. 18. Профилограмма шероховатости поверхности
Шероховатость в соответствии с ГОСТ 2789–73 характеризуется следующими параметрами:
Ra – среднее арифметическое отклонение профиля (предпочтительный параметр), мкм:
 или
или , (30)
, (30)
где l – базовая длина (длина контролируемого участка поверхности);
yi – текущая величина ординаты профиля шероховатости;
N – число рассматриваемых координат профиля шероховатости, обычно принимается  ;
;
Rz – высота неровностей профиля по десяти точкам, мкм:
 , (31)
, (31)
где hi – высота i -го выступа; h'i – глубина i -й впадины профиля;
R max – наибольшая высота неровностей профиля, мкм;
S m – средний шаг неровностей профиля, мм:
 , (32)
, (32)
где Smi – значение i -го шага неровностей по средней линии в пределах базовой длины;
S – средний шаг местных выступов профиля, мм:
 , (33)
, (33)
где Si – значение i -го шага по вершинам местных выступов;
tp – относительная опорная длина профиля, %:
 , (34)
, (34)
где η p – опорная длина профиля на уровне р (уровень сечения профиля).
После нанесения размеров, предельных отклонений размеров, отклонений формы и расположения поверхностей на рабочем чертеже детали следует указывать параметры и характеристики шероховатости поверхностей, установленные ГОСТ 2789–73 и в соответствии с данными, приведенным в табл. 1.
Таблица 1
Типы направлений неровностей поверхности (ГОСТ 2789–73)
|
|
|
| Тип направления неровностей | Направление неровностей | Обозначение | Пояснение к расположению неровностей |
| Параллельный | 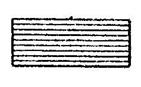
| 
| Параллельно линии, изображающей на чертеже поверхность |
| Перпендикулярный | 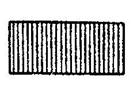
| 
| Перпендикулярно линии, изображающей на чертеже поверхность |
| Перекрещивающийся | 
| 
| Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность |
| Произвольный | 
| 
| Различные направления по отношению к линии, изображающей на чертеже поверхность |
Окончание табл. 1
| Тип направления неровностей | Направление неровностей | Обозначение | Пояснение к расположению неровностей |
| Кругообразный | 
| 
| Приблизительно кругообразно по отношению к центру поверхности |
| Радиальный | 
| 
| Приблизительно радиально по отношению к центру поверхности |
На учебных чертежах параметры и характеристики шероховатости поверхностей наносятся после простановки размеров.
Обозначение и правила нанесения шероховатости поверхностей приведены в табл. 2.
Таблица 2
Элементы обозначений и правил нанесения шероховатости на чертежах (ГОСТ 2.309–73)
| Иллюстрации | Краткое описание |
| Знак шероховатости поверхности, способ обработки которой не устанавливается конструктором: h ≈ h ч, где h ч – высота размерных чисел на чертеже H = (l,5...5) h |
Окончание табл. 2
| Иллюстрации | Краткое описание |
| Знак шероховатости поверхности, которая обрабатывается удалением слоя материала (точением, фрезерованием, шлифованием, полированием и т. д.) |

| Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.). Применяется, когда нет необходимости в указании значения параметра шероховатости |
| Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.) с указанием значения параметра шероховатости |
| Знак, указывающий поверхность, не обрабатываемую по данному чертежу |
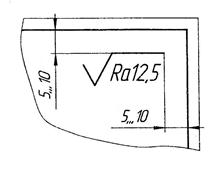
| Обозначение поверхностей с одинаковой шероховатостью. Если шероховатость всех поверхностей детали должна быть одинаковой, то общее обозначение шероховатости наносят в правом верхнем углу чертежа. Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше размеров и толщины знаков, нанесенных на изображении, приблизительно в 1,5 раза |
Структура обозначения шероховатости поверхности детали приведена на рис. 19.
|
|
|
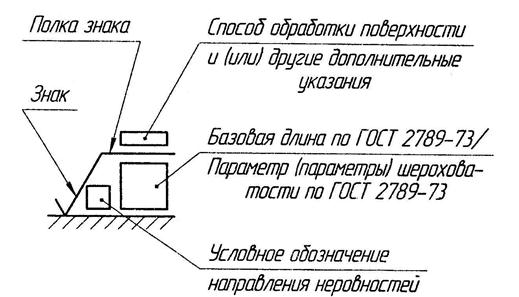
Рис. 19. Структура знака изображения шероховатости поверхности детали на чертеже
Точность геометрических параметров деталей характеризуется точностью их размеров, а также точностью формы и взаимного расположения поверхностей. Отклонением формы называется отклонение формы реальной поверхности от формы идеальной поверхности, заданной чертежом. Отклонением расположения называется отклонение реального расположения элемента (поверхности, оси или плоскости симметрии) от номинального расположения.
Допуски формы и расположения поверхностей определяются по конструктивным и технологическим соображениям и указываются в чертежах согласно ГОСТ 2.308–79.
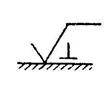
Условные обозначения допусков формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две (для допусков формы) или три (для допусков расположения поверхностей) части. В первой части наносят графический символ, обозначающий вид допуска, во второй части – числовое значение допуска в миллиметрах, в третьей – буквенное обозначение базы, т.е. поверхности, относительно которой измеряют допуск. Базовую поверхность на чертеже обозначают зачерненным равносторонним треугольником, соединенным с квадратной рамкой, в которую вписывают буквенное обозначение базы (рис. 20).


Рис. 20. Обозначение базовой поверхности на чертеже детали при указании допусков на форму и расположение поверхностей
Числовые значения допусков на форму и расположение поверхностей детали приводятся в ГОСТ 24643–81. Они зависят от номинальных размеров и степени точности конкретного изделия. В каждой степени точности допуск увязан с одним из конструктивных параметров нормируемого элемента (диаметром, длиной и др.). В ГОСТ 24643–81 предусмотрено 16 степеней точности.
|
|
|
В табл. 3 приведены условные обозначения допусков формы и расположения поверхностей.
Таблица 3
Условные обозначения допусков формы и расположения
поверхностей деталей
| Допуск формы | Знак | Допуск расположения поверхностей | Знак |
| Заданного профиля | 
| Параллельности | 
|
| Заданной поверхности | 
| Перпендикулярности | 
|
| Прямолинейности | 
| Наклона | 
|
| Круглости | 
| Соосности | 
|
| Плоскостности | 
| Симметричности | 
|
| Цилиндричности | 
| Радиального или торцевого биения | 
|
| Профиля продольного сечения | 
| Пересечения осей | 
|
| Позиционный допуск | 
|
Нормирование отклонений формы и расположение поверхностей детали осуществляют следующим образом. При указании на чертежах детали отклонений формы и расположения поверхностей используют зависимый допуск. Этот допуск устанавливается путем расчета размерных цепей по заданным (независимым) допускам составляющих звеньев размерной цепи. Часто на чертеже детали указывают базы, относительно которых задаются допуски на отклонения формы и расположения поверхностей, суммарные допуски, привязывая их конкретным размерным линиям (рис. 20).
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 2351; Нарушение авторских прав?; Мы поможем в написании вашей работы!