КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шероховатость рабочих поверхностей гладких калибров
|
|
|
|
КОНСТРУКЦИИ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КАЛИБРАМ
В конструкции калибров соблюдается принцип подобия (принцип Тейлора), согласно которому по своей форме калибры являются прототипом сопрягаемой детали. Это обеспечивает собираемость деталей, входящих в соединение. Проходная сторона калибра контролирует в комплексе все погрешности элемента изделия, а непроходная сторона проверяет раздельно, не нарушен ли непроходной предел (не чрезмерно ли удален при обработке металл) [2].
Калибры для контроля валов обычно выполняют в виде скоб, так как кольца неудобны для использования и сложны в изготовлении. Рекомендуется проверять валы в нескольких сечениях по длине и не менее чем в двух взаимно перпендикулярных направлениях каждого сечения, чтобы оценить погрешность формы контролируемой детали.
Проходная пробка выполняется большей длины (равной длине отверстия), чем непроходная и должна свободно проходить под действием силы тяжести в годное отверстие. Непроходная пробка не должна входить в отверстие. Конструкция калибров должна быть удобной в эксплуатации, жесткой, обеспечивать высокую точность и износоустойчивость. Технические требования на калибры оговариваются в ГОСТ 2015. Обеспечиваются необходимые требования выбором материала калибра (сталь Х и Ш, ШХ15; У10А; У12А и др.), термообработкой – закалкой до HRC 57…63, применением износостойких покрытий (хромирование) или вставок из твердого сплава.
Шероховатость рабочих поверхностей гладких калибров определяется по табл. 8. 3.
Таблица 8.3
| Вид калибра | Квалитет контролируемого размера | Значения Ra, мкм, для номинальных размеров, мм | |
| Свыше 0,1 до 100 | Свыше100 до 360 | ||
| Пробка | 0,025 (0,04) | 0,05 (0,08) | |
| 7...9 | 0,05 (0,08) | 0,1 (0,16) | |
| 10...12 | 0,1 (0,16) | 0,1 (0,16) | |
| Скоба | 6...9 | 0,05 (0,08) | 0,1 (0,16) |
| 10...12 | 0,1 (0,16) | 0,1 (0,16) | |
| Контркалибр | 6...9 | 0,025 (0,04) | 0,05 (0,08) |
| 10 и грубее | 0,05 (0,08) | 0,1 (0,16) |
|
|
|
Примечания: 1. В скобках даны рекомендуемые значения Ra по ГОСТ 2015-84, а перед скобками − предпочтительные по ГОСТ 2789-73.
2. Шероховатость торцов: Ra = 1,6 мкм; шероховатость фасок: Ra = 0,8 мкм.
Гладкие калибры могут быть выполнены в трех вариантах:
- однопредельные (рис. 8.11...рис.8.13)для относительно больших размеров;
- двусторонние применяются для пробок размером от 1мм до 50 мм
(рис. 8.4 и рис. 8.10), а скобы предусмотрены лишь для размеров до 10 мм;
- односторонние двухпредельные скобы (рис 8.5…рис.8.9) используются наиболее широко, так как они компактнее, дешевле и ускоряют процесс контроля в два раза.
Допуск цилиндричности для пробок определяется по особо точным квалитетам ГОСТ 25346-89: для калибров 6 квалитета – по IT 1; для калибров 7…10 квалитетов – по IT 2; а для 11…12 квалитетов – по IT 4 (см. гл.1, табл. 1.1)
На каждом калибре должна быть маркировка, включающая следующие требования:
- номинальный размер контролируемого отверстия (вала),
- условное обозначение поля допуска заданного размера,
- числовые величины предельных отклонений контролируемого отверстия (вала) в мм,
- обозначение типа калибра: ПР или НЕ;
- товарный знак предприятия-изготовителя (на калибрах для собственных нужд не указывается).
Маркировка производится на лыске ручки пробки или на переднем торце вставки, у скобы – на лицевой стороне.
Примеры оформления чертежей представлены: на рис. 8.4 калибра-пробки, а на рис. 8.5 – калибра-скобы.
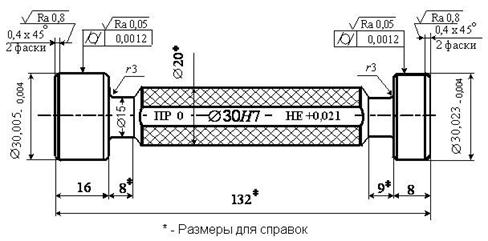
Рис. 8.4. Пробка 8133 – 0994 Н 7, ГОСТ 14810 – 69
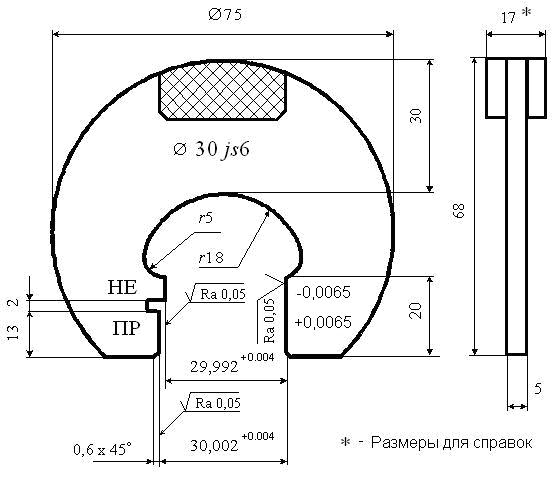
Рис. 8.5. Скоба 8133 – 0122 js 6, ГОСТ 18360 – 93
 Основные размеры калибров выбираются по рекомендациям стандартов:
Основные размеры калибров выбираются по рекомендациям стандартов:
− для пробок ГОСТ 14807-69...ГОСТ 14825-69,
− для скоб ГОСТ 18360-93...ГОСТ 18365-93.
|
|
|
Для удобства выполнения курсовой работы в данном пособии приведены таблицы из указанных стандартов для всех вариантов предлагаемых заданий (табл. 8.4 - табл. 8.11). Диаметры валов и отверстий более 360 мм для расчета калибров не выбирать.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 3737; Нарушение авторских прав?; Мы поможем в написании вашей работы!