КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поточно-агрегатная, конвейерная и стендовая технологии
|
|
|
|
Операции процесса изготовления ж/б конструкций и краткие сведения о предприятиях.
Тема 8.5. Изготовление сборных ж/б конструкций.
Процесс изготовления элементов сборных железобетонных конструкций слагается из следующих операций: сборки опалубки; заготовки и монтажа арматуры; приготовления, транспортирования и укладки бетонной смеси; ухода за бетоном, включая мероприятия по ускорению его твердения; распалубки изделия со снятием его с поддона опалубки.
Для выполнения этих операций на заводах обычно организуют основной – формовочный цех, где изготовляют изделия и вспомогательные – арматурный и бетонный. Кроме того, для ускорения процесса твердения бетона устраивают пропарочные камеры, которые часто объединяют с формовочным цехом. Для хранения готовой продукции устраивают складские площадки.
В арматурном цехе изготовляют арматурные стержни и собирают из них каркасы и сетки; в бетонном – приготовляют цементно-бетонную смесь; в формовочном – собирают опалубку, монтируют в ней арматуру и формуют изделие (укладывают цементобетонную смесь в форму – опалубку). Арматурный и формовочный цеха, как правило, располагают в закрытых утепленных помещениях. Отформованные изделия, в зависимости от принятой технологии изготовления, перемещают в пропарочную камеру или оставляют твердеть в естественных условиях.
Элементы сборных железобетонных мостов и труб изготовляют с применением поточно-агрегатной конвейерной и стендовой технологий.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 220).
|
|
|
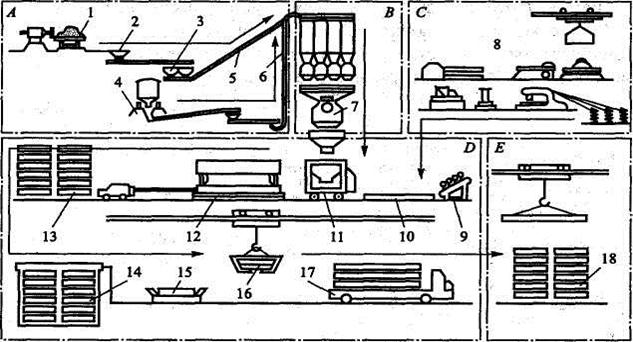
Рис. 220. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
А - зона хранения заполнителей бетонной смеси; В - зона приготовления бетонной смеси; С- зона изготовления арматурных каркасов; Д- зона формирования и обработки ЖБИ; Л1- зона хранения и выдачи готовых изделий; 1 - пост разгрузки заполнителей; 2 - приемные бункера; 3 - накопительные бункера; 4 - пост разгрузки; 5 - транспортерная галерея; 6 - пневмоподача цемента; 7 - бетоносмесительный цех; 8 - оборудование для производства арматурных каркасов и элементов; 9 - агрегат для термического напряжения арматуры; 10 - пост армирования; 11 - самоходный бетоноукладчик; 12 - агрегат для формирования изделий; 13 - зона выдержки изделий; 14 - промежуточный склад; 15 - транспортирование ЖБИ; 16 - подъем и транспортирование изделий; 17 - самоходная тележка; 18 - склад готовых ЖБИ
Установки - агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства - выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При поточно-агрегатной технологии производства все основные работы, входящие в цикл изготовления изделия (сборка опалубки, установка арматуры, укладка и уплотнение цементобетонной смеси, пропаривание изделий, распалубка и отгрузка его на склад), выполняют на отдельных специализированных постах. Посты расставляют в формовочном цехе в технологической последовательности и снабжают оборудованием (агрегатами). Опалубку (форму), в которой изготовляют элементы конструкций, в процессе производства изделий подают поочередно ко всем постам технологической линии. На каждом посту опалубку останавливают на время, нужное для выполнения соответствующих операций.
|
|
|
В состав технологических линий обычно включают только основные виды работ; все заготовительные операции (заготовка арматуры и ее сборка в каркас, приготовление цементобетонной смеси и т.п.) выполняют за пределами поточной линии, в специализированных цехах. Опалубку перемещают по рельсовым путям или передвижными кранами.
Поточно-агрегатная технология целесообразна для изготовления относительно небольших деталей, вес которых не превышает 20-25 т. Более крупные и тяжелые детали изготовляют по стендовой технологии. Поточно-агрегатная технология производства обеспечивает большую производительность, чем стендовая или конвейерная и потому особенно целесообразна при массовом изготовлении сборных конструкций.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форма и изделие непрерывно перемещают от одного рабочего места к другому, каждое обслуживает закрепленное звено (рис. 221).
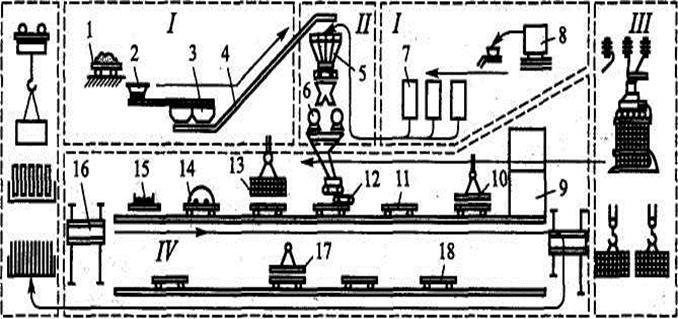
Рис. 221. Конвейерная технология изготовления железобетонных изделий:
/ - зона хранения материалов; // - зона приготовления цементобетонной смеси; /// - зона изготовления арматурных каркасов; IV - зона изготовления изделий; 1 - пост разгрузки каменных материалов; 2 - приемные бункера; 3 - аккумулирующие бункера; 4 - транспортерная галерея; 5 - расходные бункера; 6 - смесительное отделение; 7 - силосный склад цемента; 8 - вагон-цементовоз; 9 - пропарочные камеры; 10 - пост укладки термоизоляционного слоя; 11 - пост доводки изделий; 12 - пост формирования изделий; 13 - пост укладки арматурных каркасов; 14 - смазка форм; 15 - очистка форм; 16 — передаточная тележка; 17 - пост распалубки; 18 - пост контроля
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.
|
|
|
Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1...2 суток (рис. 222).
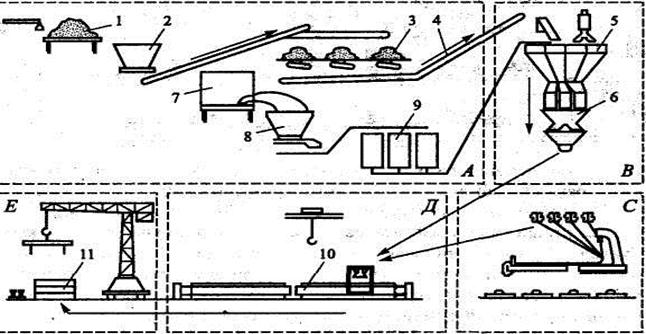
Рис. 222. Технологическая схема изготовления конструкций на стендах:
А - зона хранения и обработки сырья; В - зона приготовления бетона; С - зона изготовления арматурных элементов; Д- зона формования и обработки изделий; Е - зона хранения и выдачи конструкций; 1 - пост разгрузки заполнителей, 2, 8 - приемные бункера, 3 - склады каменных материалов; 4 - транспортерная галерея; 5 - расходные бункера; 6 - пост приготовления бетона, 7 - пост разгрузки цемента; 9 - склад цемента; 10 - стена; 11 - склад готовой продукции
Сущность стендовой технологии производства заключается в изготовлении изделий на месте (стенде) с перемещением к нему технологического оборудования, по мере выполнения отдельных операций, вплоть до приобретения бетоном необходимой прочности и распалубки. Для ускорения твердения бетона изделия закрывают переносными колпаками и пропаривают влажным паром.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 10308; Нарушение авторских прав?; Мы поможем в написании вашей работы!