КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Наружние протяжки
Назначение, классификация, определение и область применения
ПРОТЯЖКИ И ПРОШИВКИ
Протяжка – это многолезвийный РИ с рядом последовательно – выступающим одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения резания, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствия движения подачи (ГОСТ 25751 – 83). Таким образом, подача на зуб протяжки обеспечивается самой конструкцией протяжки, поэтому иногда говорят, что протяжка имеет конструктивную подачу.
Принципиальное отличие прошивки от протяжки в месте приложения силы: у протяжек сила от протяжного станка приложена к её передней части, и тянет протяжку (рис. 1) – в теле инструмента напряжения растяжения; у прошивок сила приложена к задней части прошивки и толкает прошивку (рис. 2) – в теле инструмента напряжение сжатия. Поэтому прошивку из условия обеспечения устойчивости делают короче протяжки: Lпрошивки 15 dотв, а Lпротяжки40dотв . Длина протяжки должна быть не более 2 метров, т.к. она проходит термообработку в закалочной печи высотой от пола до потолка примерно равной 2 метрам. Также длина протяжки ограничивается максимально возможной длиной обрабатываемых деталей на токарном станке.
15 dотв, а Lпротяжки40dотв . Длина протяжки должна быть не более 2 метров, т.к. она проходит термообработку в закалочной печи высотой от пола до потолка примерно равной 2 метрам. Также длина протяжки ограничивается максимально возможной длиной обрабатываемых деталей на токарном станке. 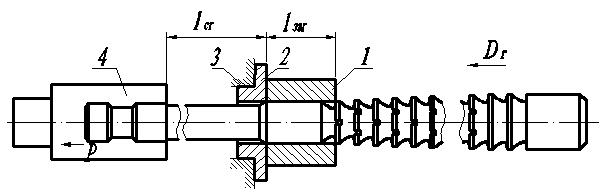
Рис. 1
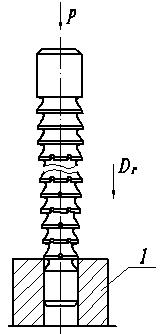
Рис. 2
Протягивание один из самых высокопроизводительных условий резанья (производительность повышается от 3 до 12 раз по сравнению с другими способами механической обработки резанием), за счёт одновременного участия в резании нескольких зубьев с большей суммарной длиной режущих кромок. При этом обеспечивается высокая точность формы и размеров, низкая шероховатость благодаря последовательной обработке за один проход черновыми, чистовыми и калибрующими зубьями и высокой стойкости инструмента: 7 – 9 квалитет точности и Ra 2,5…0,32 мкм. Высокая стойкость протяжек обеспечивается сравнительно низкой скоростью резания 6 – 10 м/мин.
Однако протяжки это дорогостоящий специальный Р.И., поэтому их применение экономически оправдано в массовом и крупносерийном типах производств; в мелкосерийном производстве их применяют лишь тогда, когда другими способами нельзя получить требуемую форму и точность поверхности детали (например, шлицевых отверстий) или для обработки одинаковых по форме и размерам поверхностей различных деталей (например, одинаковые отверстия).
Обычно протяжки применяют для обработки круглых, шлицевых, многогранных и других отверстий, а так же шпоночных канавок (рис. 3), и наружных поверхностей, прямолинейных по длине (диаметром и шириной от 6…8 до 100 и более мм). Основные виды протяжек стандартизированы по их элементам (шаг между зубьями, высота стружечной канавки, форма зуба).
Особенности работы протяжки заключаются в том, что стружка формируется в замкнутом пространстве стружечной канавки (рис. 4), затруднён ввод СОЖ в зону резания, невозможно наблюдение за процессом резания.
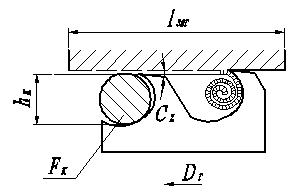
Рис. 4
1.2. Классификация протяжек
1. По конструкции:
- цельные (стали Р6, Р5, Р18, ХВГ);
- составные (твёрдосплавные);
- сборные (твёрдосплавные).
2. По характеру обрабатываемых поверхностей:
- внутренние (для обработки отверстий);
- наружные.
3. По виду главного движения:
- поступательные прямолинейные
- вращательное
- одновременное вращение и перемещение протяжки вдоль некоторой оси (протяжка-метчик для нарезания резьбы).
4. По схеме резания. [6.1.1.]
Различают следующие схемы резания:
- 4.1. По способу деления припуска по ширине и толщине:
- одинарная;
- групповая;
- 4.2. По способу формирования обработанной поверхности:
- профильная;
- генераторная;
- комбинированная.
5. По расположению РК относительно оси протяжки (или направления главного движения):
- РК лежат в плоскости перпендикулярной направлению главного движения (т.е. l = 0);
- с наклоном расположения РК (l ¹ 0). (рис 9,10,6).
1.3. Протяжки для обработки отверстий.
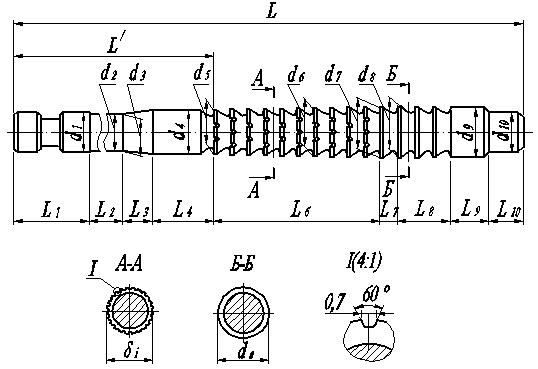
Рис. 11
1) функциональные части круглой внутренней протяжки (рис. 11)
l1 – хвостовик – нужен для закрепления протяжки в патроне протяжного станка, бывает нескольких исполнений (рис. 12-16).
d1 = dзаготовки – (0,9…1) мм, где dзаготовки – диаметр отверстия в заготовке под протягивание.
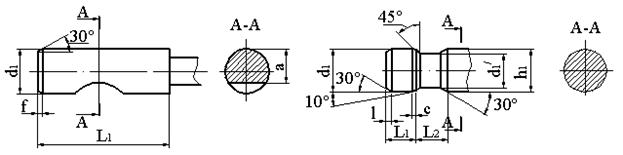
Рис. 12 Рис. 13
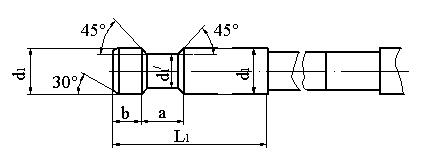
Рис. 14
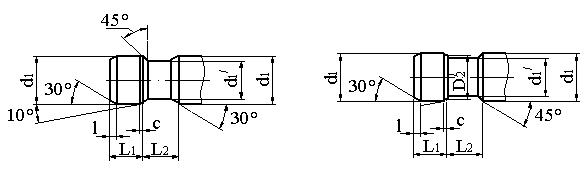
Рис. 15 Рис. 16
Размеры хвостовиков нормализованы и должны соответствовать нормализованным размерам патронов в протяжных станках.
l2 – шейка соединяет хвостовик с остальными частями протяжки.
d2 = d1– (0,5…1) мм, длина шейки рассчитывается так, что перед началом протягивания один зуб располагается от торца заготовки на расстояние 2…5 мм (рис. 1, 2, 4).
Если длина шейки окажется меньше рассчитанной, протяжка упрется в торец детали, и не зажмется в патроне станка, если же длина шейки вала окажется больше - производительность уменьшится, из-за увеличения холостого хода.
Обычно на шейке маркируют протяжку (материал протяжки, длину протягиваемого отверстия, заводской номер протяжки).
l3 – направляющий конус служит для предварительного центрирования отверстия заготовки: l3 = 10…25 мм.
l4 - передняя направляющая часть служит для окончательного центрирования обрабатываемого отверстия заготовки относительно оси протяжки:
d4 = dзаготовки (min) (f7, e8); l4 = (0,6…1) lзаготовки.
l5 – рабочая часть – служит для срезания припуска образования требуемой точности обработки поверхности, включает:
l6 – черновые зубья;
У черновых зубьев первый зуб выполняют усиленным или, как ещё называют, буферным. От других черновых зубьев он отличается лишь шириной зуба, а стружечные канавки идентичны. Буферный зуб необходим как для случая, если заготовка будет с отклонением отверстия, так и для того, чтобы исключить её поломку.
Рис. 17
l7 – чистовые зубья;
l8 – калибрующие зубья (последние калибрующие зубья делают на 0,02-0,04 мм меньше диаметра предшествующих зубьев группы, для удаления всего слоя металла по окружности).
l9 – зад. направляющая часть – служит для центрирования протяжки в детали в момент выхода из неё последних калибрующих зубьев: d9 = dmin калибр. зуб (f7, e8), l9 = l4.
l10 – опорная цапфа, имеется только у длинных нежестких протяжек на горизонтально-протяжных станках, служит для поддерживания заднего конца протяжки от провисания, приводящего к искажению формы и размеров обрабатываемой поверхности.
Цапфа лежит на подвижном скользящем люнете, передвигается вместе с протяжкой на люнете, скользит по направлению станка.
У протяжек, работающих на станках с автоматическим возвратом в исходное (верхнее) положение (обычно это станки вертикального типа), вместо опорной цапфы имеется задний хвостовик (рис. 93), под быстросменный патрон; задний хвостовик аналогичен переднему, а размеры его могут быть либо равны переднему, либо на одну – две позиции нормализованного ряда меньше размеров переднего хвостовика.
У прошивки нет хвостовика l1 и шейки l2 (рис. 17).
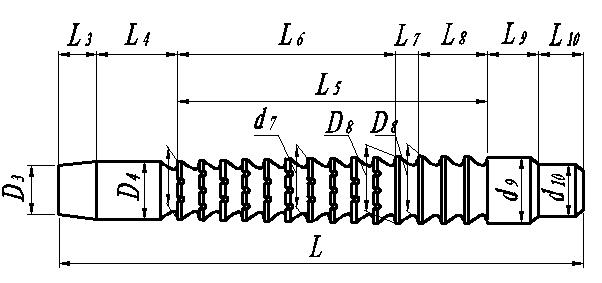
Рис. 18
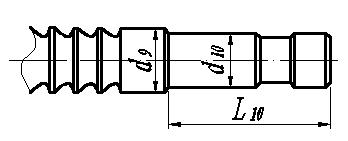
Рис. 19
2) рабочая часть круглой внутренней протяжки (участок l5 рис. 11)
На рабочей части имеются черновые l6, чистовые l7, (режущая часть), и калибрующие l8 (калибрующая часть) зубья, форма и размеры которых в осевом сечении устанавливают исходя из условий возможности резания и образования стружки, размещения стружки и прочности зуба и в зависимости от шага зубьев Р, высоты стружечной канавки hK, ширины задней поверхности B, переднего γ и заднего α углов (рис. 19-23).
Формы зубьев:
1. с прямолинейной спинкой под углом  = 35…450. Применяются для материалов, дающих элементную стружку.
= 35…450. Применяются для материалов, дающих элементную стружку.
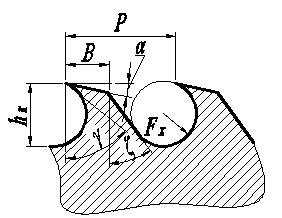
Рис. 20
2. с круговой вогнутой спинкой радиуса Rk = 1,6 hK для приближения формы зуба к балке равного сопротивления изгибу и увеличения пространства для размещения стружки. Применяются для материалов, дающих сливную стружку.
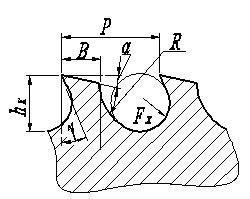
Рис. 21
3. с удлиненной формой для увеличения пространства для размещения стружки или увеличения диаметра опасного сечения до дна стружечной канавки; при протягивании отверстий, прерывистых по длине на каждом участке образуется отдельный завиток стружки и общий объём стружки увеличивается.
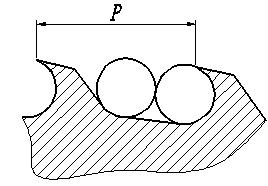
Рис. 22
4. с неравномерным шагом для уменьшения вероятности появления вибраций при работе протяжки Р1 – Р =  0,5 мм.
0,5 мм.
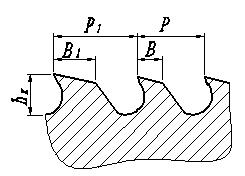
Рис. 23
5. с цилиндрической ленточкой шириной fi, для точного обеспечения диаметров калибрующих зубьев. Ширина fi увеличивается по длине протяжки от зуба к зубу на 0,2…0,6 мм(т.е. fi – fi-1 = 0,2 мм) – для сохранения ленточки на калибрующих зубьях при их периодической переточке по передней поверхности зуба.
Рис. 24
Основание канавки делают в форме дуги радиуса rК.
Передний угол γ назначается: γ = 10…200 для стали; γ = 5…80 для чугуна; γ = 20…250 для цветных металлов.
Задний угол α у внутренних протяжек делают не большим, равным 2…30 для режущих, и 10 для калибрующих зубьев, что обеспечивает минимальное изменение диаметров зубьев при их переточке по передней поверхности.
У наружных протяжек α = 100, т.к. изменение высоты зуба при переточках может быть компенсировано соответствующей регулировкой положения протяжки.
Основными параметрами рабочей части круглой протяжки являются:
1. форма зуба (форма стружечной канавки);
2. высота стружечной канавки;
3. значение заднего и переднего углов;
4. шаг между зубьями;
5. подача на зуб;
6. угол наклона зубьев протяжки λ относительно вектора главного движения.
1. Форма зубьев нормализована и зависит от обрабатываемого материала.
2. Высота стружечной канавки нормализована и определяется расчётом по условию размещения стружки в стружечной канавке.
3. Передний угол выбирают в зависимости от обрабатываемого материала и материала протяжки. На практике для быстрореза g = 10…15°. Отклонение ± 1°. Задний угол делается минимальным, порядка 2…3°±30¢ для минимального изменения диаметра зубьев при переточках.
4. Чем меньше шаг, тем больше количество зубьев, одновременно участвующих в резании (повышается производительность). Однако при этом для размещения стружки необходимо увеличивать размеры стружечной канавки, что приведет к снижению прочности протяжки. Количество зубьев участвующих в резании определяется по формуле:
z = Lз/P,
где Lз -длина отверстия в обрабатываемой заготовке;
P- шаг между зубьями.
Условием равномерного протягивания является:
1) z ≥ 3;
2) z - целое число.
Критерием равномерного протягивания является постоянство силы резания.
Если число z не равно целому числу, например, 4.6, то это означает, что 40% времени работы протяжки в контакте с заготовкой находится 4 зуба и 60% - 5 зубьев.
Однако при увеличении z неравномерность протягивания уменьшается, например, при z = 7.6 процесс протягивания более равномерный, чем при z = 4.6.
5. Зависит от выбранной схемы резания и обрабатываемого материала (для профильной схемы резания при обработке стали Sz от 0,02…0,12 мм/зуб, для чугуна до 0,15 мм/зуб, при групповой схеме резания: для стали 0,02…0,30 мм/зуб, для чугунов до 0,40 мм/зуб.
6. При λ > 0 происходит более равномерное протягивание, если суммарная длина режущих кромок будет постоянной.
Зубья РИ имеют острую кромку.
Зубья калибрующей части имеют фаску по задней поверхности с af = 0,
f = 0,5…1 мм.
Фаска имеет различную длину в связи с тем, что высота зубьев различна, это нельзя исключить для обеспечения одинаковых диаметров всех калибрующих зубьев: у калибрующих зубьев шаг может быть уменьшен, т.к. снимается минимальное количество стружки и это уменьшает длину протяжки.
(!) При каждой переточке первый калибрующий зуб переходит в последний режущий, т.е. количество переточек круглой протяжки определяется числом калибрующих зубьев.
1.4. Определение исполнительного диаметра калибрующих зубьев (приведённая схема годна для любого мерного инструмента)
Весь инструмент делится на 2 группы:
1) мерный
2) немерный
Мерный инструмент – инструмент, размеры которого определяются размерами обрабатываемой поверхности (сверло, зенкер, развертка и т.д.)
Немерный инструмент – инструмент, размеры которого могут быть выполнены в достаточно широких пределах (торцовая фреза).
Пусть необходимо обработать отверстие диаметром dном и с допуском dа. Необходимо определить размеры калибрующей части протяжки так, чтобы полученное отверстие находилось в поле допуска на детали.
Практически никогда диаметр полученного отверстия не равен диаметру инструмента из-за явлений разбивки или усадки отверстия.
Наиболее часто встречается разбивка, которая получается вследствие биения РИ увода её отверстия от оси отверстия за счёт Fрез, налипов на РК и т.п.
Усадка имеет место при обработке отверстий тонкостенных деталей, после выхода инструмента из отверстия его диаметр уменьшается за счёт упругих сил деформации детали (рассверливать отверстие в тонкостенной трубе).
И разбивка и усадка носят случайный характер, имеют максимальные и минимальные значения, обычно получают их значения экспериментально или по приблизительным рекомендациям в литературе.
Разберём случай разбивки отверстия:
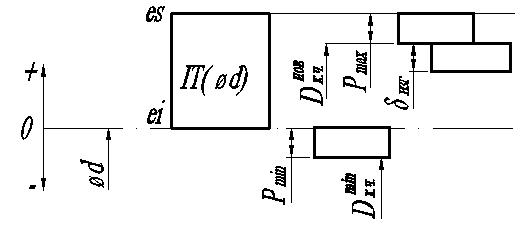
Рис. 25
 .
.
Сверление: Рср = 0,75 ;
;
зенкерование: Рср = 0,5;
развёртывание, протягивание: Рср = 0,25.
dизг = 1/3или  .
.
Случай усадки отверстия САМОСТОЯТЕЛЬНО.
1.5. Схемы резания и форма режущих кромок протяжек.
Выбираются с целью получения оптимальной конструкции протяжки: практика показывает, что чем короче протяжка, тем она оптимальнее (t машинное уменьшается, инструментальный материал уменьшается, затраты в целом на изготовление уменьшаются), при этом желательно чтобы Pz было равно номинальной силе тяги станка.
Для круглой протяжки необходимо ещё обеспечить условие прочности: протяжка может порваться в трёх местах – по хвостовику, шейке и по впадине первого зуба.
В первых двух случаях протяжка пригодна к ремонту, а в третьем нет.
Различают следующие схемы резания:
а) по способу деления припуска по толщине и ширине - одинарная и
групповая;
б) по способу формирования обработанной поверхности детали - профильная, генераторная и комбинированная.
Одинарная схема резания характерна тем, что каждый зуб протяжки срезает припуск определенной толщины по всему периметру обрабатываемого отверстия за счет того, что диаметр каждого последующего зуба больше диаметра предыдущего на величину 2аz, где аz - подъем или подача на зуб (аz = Sz). Так как кольцевая стружка недопустима, то для деления стружки по ширине на режущих кромках необходимо делать стружкоделительные канавки V-образной формы (рис. 26, а), которые располагают в шахматном порядке при переходе от одного зуба к другому. Стружкоделительные канавки применяются только при одинарной схеме резания, выполняются на черновых и чистовых зубьях, кроме калибрующих. Стружкоделительные канавки имеют глубину hк= 0,4... 1,0 мм и ширину sк= 0,6... 1,2 мм в зависимости от диаметра протяжки.
Недостатки:
- из-за наличия стружкоделительных канавок на срезаемых стружках образуются рёбра жёсткости, затрудняющие завивание стружки.
Снимаемые каждым зубом стружки получаются в виде отдельных частей с ребром жесткости толщиной 2аz за счет того, что на участке канавки предыдущего зуба стружка не снимается. Ребро жесткости ухудшает свертываемость стружки в канавках между зубьями, из-за чего приходится значительно снижать величину подачи на зуб. Это приводит к нежелательному увеличению длины протяжки. Так, для цилиндрических протяжек ориентировочные значения толщин аz среза при обработке:
сталей – аz = 0,02... 0,04 мм;
чугуна – аz = 0,03... 1,0 мм;
алюминия – аz = 0,02... 0,05 мм;
бронзы и латуни – аz= 0,05...0,12 мм.
При большей толщине среза жесткость стружки мешает ее завиванию во впадине между зубьями. Стружка упирается в дно впадины, в результате чего возможны ее заклинивание и даже поломка протяжки.
- Понижается стойкость протяжек, из-за интенсивного изнашивания уголков стружкоделительной канавки;
- На боковых сторонах стружкоделительных канавок необходимо создавать задние углы aб, которые не велики и уменьшаются при переточках зубьев протяжки.
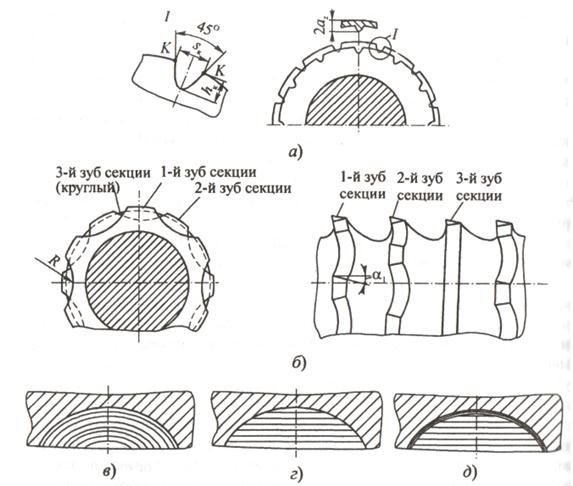
Рис. 26. Схемы резания, применяемые при протягивании:
а - одинарная; б - групповая; в - профильная; г - генераторная; д - комбинированная
Боковые стороны стружкоделительных канавок получают методом врезания шлифовального круга, имеющего профиль стружкоделительных канавок. Для образования задних углов на боковых режущих кромках ось вращения шлифовального круга смещена в сторону заднего конца протяжки по отношению к вершинной плоскости на величину θ (рис. 27).
Для образования задних углов aб на боковых сторонах стружкоделительных канавок угол φ делают не менее 45-60°. Однако в процессе работы протяжки на участках режущей кромки стружкоделительной канавки, прилегающих к её уголкам из-за износа происходит изменение формы канавки с соответствующим изменением угла φ вплоть до нуля, при котором угол aб становится равным также нулю.
 Рис. 27
Рис. 27
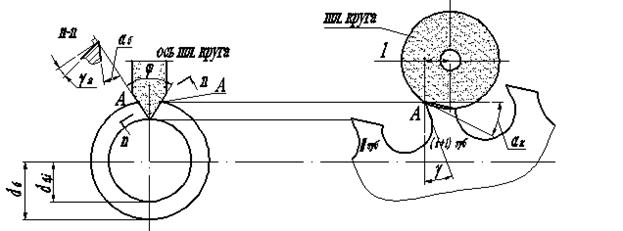
Рис. 28
tg a бок = tg aк * sin (j / 2);
a бок ³ 2…3°; aк = f;
Для большого a бок j ³ 45° до 90°.
При переточках aк и a бок уменьшается.
При этом ослабляются режущие кромки зубьев в т. А пересечения канавок с задней поверхностью. Это приводит к более интенсивному износу зубьев на этих участках и, соответственно, к снижению стойкости протяжки.
Поэтому целесообразнее применение протяжек с групповой схемой резания.
Схема группового резания (рис. 26, б) отличается от вышеописанной тем что все режущие зубья делятся на группы или секции, состоящие из 2…5 зубьев, в пределах которых зубья имеют одинаковый диаметр припуск по толщине делится между группами зубьев, а по ширине - между зубьями группы благодаря широким выкружкам, выполненным в шахматном порядке.
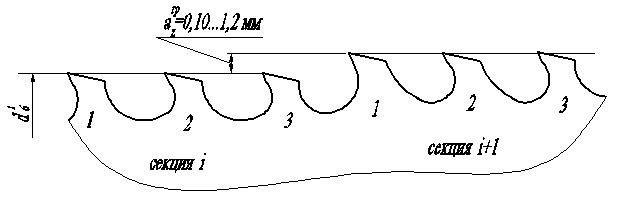
Рис. 29
Каждый зуб снимает отдельные части припуска участками режущей кромки, где нет выкружек. При этом благодаря большой ширине выкружек снимаемая стружка не имеет ребер жесткости, хорошо скручивается в канавках между зубьями, даже при увеличении толщины среза до аz = 0,3...0,4 мм при обработке стали и до аz = 1,0... 1,2 мм - при обработке чугуна. За счет этого при групповой схеме резания возможно существенное сокращение длины режущей части протяжки.

Рис. 30
Толщина слоя Sz, срезаемая каждым зубом группы, может быть увеличена по сравнению с Szпроф, при профильной схеме резания, в число раз, пропорциональное увеличению числа зубьев в группе. Благодаря различию степени влияния глубины и ширины среза (см. тему схемы резания) на силу резания, у протяжек с групповой схемой резания можно уменьшить число зубьев и длину рабочей части.
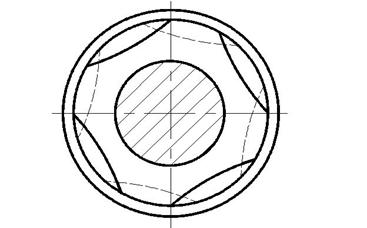
Рис. 31
Широкие выкружки на зубьях обеспечивают увеличение угла стыка выкружек и режущих кромок до 130...150°, что в сочетании с задними углами α1 = 4...6° на вспомогательных режущих кромках, полученными при вышлифовывании выкружек, обеспечивает повышение стойкости протяжек в 2-3 раза по сравнению с одинарной схемой резания.
При проектировании протяжек с групповой схемой резания последний зуб в группе, не имеющий выкружек и выполняющий роль зачистного, делают с занижением на 0,02...0,04 мм по диаметру относительно других зубьев. Это необходимо, чтобы избежать образования кольцевых стружек, возможных при упругом восстановлении обработанной поверхности после прохода прорезных зубьев.
Недостатком групповой схемы резания является повышенная трудоемкость изготовления протяжки по сравнению с одинарной схемой.
Форма режущих кромок зубьев протяжки определяется принятой схемой формирования обработанной поверхности.
Существует несколько конструктивных решений групповой схемы резания:
- протяжка с выкружками (рис. 31).
- гранная протяжка (рис. 32).
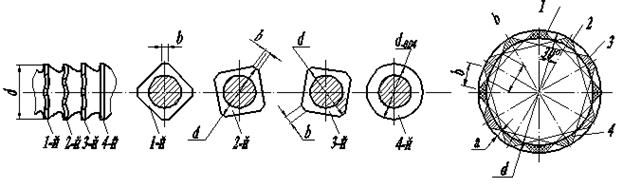
Рис. 32
При профильной схеме (рис. 26, в) контур всех режущих кромок подобен профилю протягиваемого отверстия. При этом в окончательном формировании обработанной поверхности принимают участие только последние зубья, а остальные служат для удаления припуска. При сложной форме отверстий использование такой схемы нецелесообразно, так как усложняет изготовление протяжки. Профильная схема в основном применяется при формировании простых по форме поверхностей, например, круглых или плоских.
При использовании генераторной схемы (рис. 26, г) форма режущих кромок не совпадает с формой обработанной поверхности, которая формируется последовательно всеми зубьями. В этом случае упрощается изготовление протяжки путем шлифования напроход всех зубьев абразивным кругом одного профиля. Однако при этом на обработанной поверхности возможно появление рисок (ступенек) вследствие погрешностей заточки зубьев, что ухудшает качество обработанной поверхности.
При высоких требованиях к шероховатости обработанной поверхности рекомендуется использовать комбинированную схему (26, д), при которой два-три последних режущих и калибрующие зубья работают по профильной, а остальные – по генераторной схеме.
Групповая и генераторная схемы резания по сравнению с одинарной обеспечивают меньшую удельную силу резания Р - рис. 33 (вследствие этого в целом уменьшается сила резания и нагрузка на режущий зуб), повышение стойкости РИ и уменьшение длины режущей части РИ из-за большей глубины резания при снижении качества обработанной поверхности детали (меньшую точность формы обрабатываемой поверхности детали, а также наличие рисок на ней).
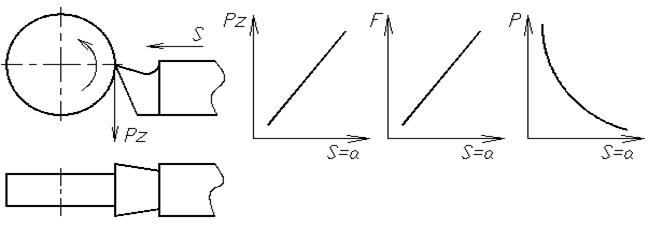
Рис. 33
где Рz – тангенциальная составляющая силы резания в Н;
F – площадь поперечного сечения снимаемого слоя в мм ;
;
Р = Pz / F – удельная сила резания в Н/мм.
Расчёт протяжек см. практику.
Обычно делают сборной конструкции (рис. 34).
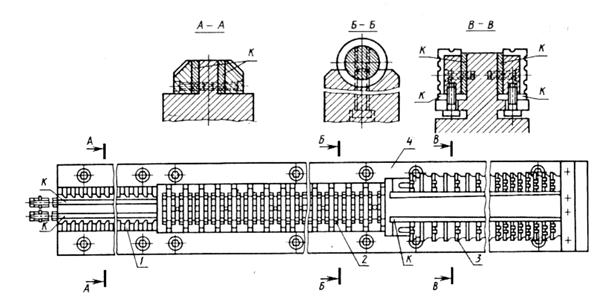
Рис. 34
Её рабочая часть состоит из отдельных участков (секций):
1. фасочные зубья;
2. круглые;
3. угловые.
Протяжка устанавливается в корпусе, который в свою очередь устанавливают на плите, а плита устанавливается на ползуне протяжного станка.
Деление на секции производятся с учётом:
- возможности обработки профиля в целом или его элементов;
- принятой схемы резания;
- требования к поверхности детали и её формы;
- примерно равные силы резания на участках;
- возможность закрепления корпусов на плите, и возможность регулирования их положения;
- длины протяжки.
Рис. 35
Каждый участок может быть обработан отдельной протяжкой.
Рис. 36
Расположение протяжек на плите может быть:
1. последовательное.
Рис. 37
Преимущество: меньшая сила резания. Недостатки: большая длина хода.
2. Параллельное.
Рис. 38
Преимущество: велики силы резания, малая длина стола.
3. Последовательно-параллельное.
Рис. 39
Преимущество: длина стола минимальна. Недостатки: сила резания не сбалансирована.
|
|
Дата добавления: 2014-01-07; Просмотров: 2523; Нарушение авторских прав?; Мы поможем в написании вашей работы!