КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Соединения деталей с помощью болтов, винтов и шпилек
Резьбовые соединения
Резьбовые соединения широко распространены в машиностроении и приборостроении. В большинстве современных машин свыше 60% всех деталей имеют резьбу.
Как было отмечено ранее (гл. 4) по эксплуатационному назначению различают резьбы общего назначения и специальные. К резьбам общего назначения относятся крепежные, применяемые для разъемного соединения деталей машин; главное требование к ним – обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации.
Резьбовые соединения относятся к разъемным соединениям, удовлетворяющим следующим требованиям:
• возможность многократной сборки и разборки изделий без их повреждения;
• неизменность форм и размеров деталей после многократной сборки и разборки;
• сохранение при повторных сборках и разборках точного и определенного взаимного расположения деталей и их поверхностей в пределах требований к конструкции;
• сохранение взаимного расположения деталей после их соединения при работе в жестких условиях, таких как вибрация и сотрясения.
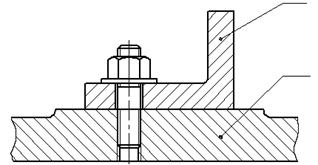
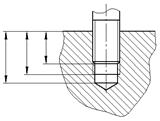
При соединении деталей болтом, соединяемые детали имеют гладкие сквозные отверстия под болт (рис. 6.1).
 | |||
| |||

|
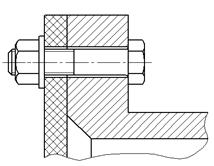



Рис. 6.1 Резьбовое соединение, в котором применены болт, гайка и шайба
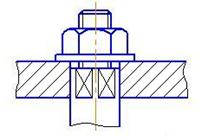
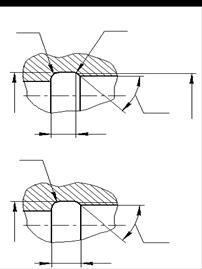
При соединении деталей винтами и шпильками гладкое сквозное отверстие выполняется в притягиваемой детали 1. В сопряженной с ней детали, участвующей в данном соединении, может быть резьбовое отверстие (рис.6.2) или не резьбовое отверстие с соответствующим конструктивным исполнением, например, с отверстием под головку винта (рис. 6.3). Эти конструктивные элементы называют опорными поверхностями.

а б
Рис. 6.2 Резьбовое соединение с применением: а) винта;
б) шпильки, гайки и шайбы
Таблица 6.1
Сквозные отверстия под крепежные детали, в мм (ограничение ГОСТ 11284-75*)
| Диаметры стержней крепежных деталей | Отверстия сквозные | Диаметры стержней крепежных деталей | Отверстия сквозные | ||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 1,0 1,2 1,4 1,6 2,0 2,5 3,0 4,0 5,0 6,0 | 1,2 1,4 1,6 1,8 2,2 2,7 3,2 4,3 5,3 6,4 | 1,3 1,5 1,7 1,9 2,4 2,9 3,4 4,5 5,5 6,6 | - - - - 2,6 3,1 3,6 4,8 5,8 7,0 | 8,0 10,0 | 8,4 10,5 12,5 14,5 16,5 18,5 | 9,0 11,0 13,0 15,0 17,0 19,5 22,0 24,0 26,0 | 10,0 12,0 15,0 17,0 19,0 21,0 24,0 26,0 28,0 |

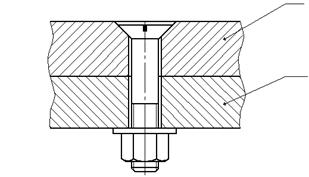
Рис. 6.3 Разъемное соединение с применением винта
Таблица 6.2
Рекомендация по выбору рядов сквозных отверстий для крепежных деталей (приложение ГОСТ 11284-75*)
| Число отверстий и их расположение | Способ образования отверстий | Тип соединения | Рекомендуемый ряд сквозных отверстий (см. табл. 1) |
| I | II | ||
| два сквоз-ных отверстия без резьбы | одно отверстие сквозное без резьбы, второе – с резьбой | ||
| Любое число отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й |
| Отверстия расположены в один ряд и координированы относительно оси отверстия ил базовой плоскости | Пробивка отверстий шпампами повышенной точности, литье под давлением и по выплавляемым моделям повышенной точности | I | |
| II | 2-й | ||
| Отверстия (числом до 4) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | |
| II | 3-й | ||
| Отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й |
| Отверстия расположены по окружности | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й |
Диаметры гладких отверстий больше диаметра стержня крепежной детали, что позволяет ей свободно пройти через отверстие. Диаметры проходных (сквозных) отверстий под болты, винты, шпильки приведены в таблице 6.1, а рекомендации по выбору – в таблице 6.2ГОСТ 12876-70* регламентирует запас нарезки, глубина сверления и другие параметры резьбовых деталей и соединений.
Некоторые рекомендации ГОСТа 12876-70* приведены в таблицах 6.3, 6.6.
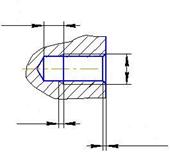
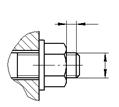
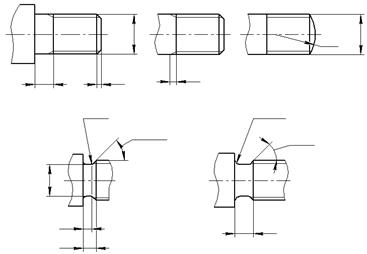
В случае, когда по условиям конструкции узла номинальные размеры диаметра отверстия и диаметра стержня болта равны, т.е. в соединении без зазора, необходимо устранить контакт кромки отверстия с галтелью под головкой болта или винта, как это показано на рис. 6.4. Размеры такого соединения регламентированы ГОСТ 24670-81. Размеры сквозных квадратных и продолговатых отверстий регламентированы ГОСТ 16030-70*.
При конструировании разъемных резьбовых соединений встречаются случаи, когда сквозное отверстие в притягиваемой детали необходимо выполнить квадратным или продолговатым (рис. 6.5).
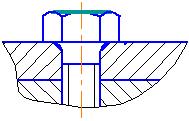
| Рис. 6.4 Соединение без зазора | Рис. 6.5 Разъемное соединение с квадратным отверстием в детали |
Размеры фасок, сбегов, недорезов и проточек для метрической резьбы регламентируются ГОСТом 10549-80*, а также ГОСТом 27.148-86 «Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры». Сокращенные варианты ГОСТа 10549-80* приведены в таблицах 6.5, 6.7.
Таблица 6.3
Глубина нарезки под винты, шпильки, в мм
| ||||||||||||||
| Материал детали | Глубина ввинчивания Н, нарезки Н1 и сверления Н2 | Номинальный диаметр резьбы d | ||||||||||||
| 1,2 | 1,4 | 1,6 | 2,5 | |||||||||||
| Сталь, чугун, бронза, латунь | Н | 1,5 | 2,5 | |||||||||||
| Н1 | 2,5 | 2,5 | 3,5 | 4,5 | 5,5 | 5,5 | 20,5 | |||||||
| Н2 | 3,5 | |||||||||||||
| Легкие металлы и пластмассы | Н | - | - | - | - | - | - | |||||||
| Н1 | - | - | - | - | - | - | ||||||||
| Н2 | - | - | - | - | 6,5 | - | - |
В сборочных чертежах соединения крепежными деталями обычно изображают упрощенными или условными (если диаметр резьбы на чертеже менее 2 мм). Такие изображения регламентированы ГОСТом 2.315-68*.
Опорные поверхности под головки винта могут быть различного конструктивного решения, и они регламентируются ГОСТом 12876-70*, приведенным в таблице 6.4.
Таблица 6.4
Опорные поверхностипо ГОСТ 12876-70* (сокращенный вариант)
| Эскиз | Назначение | Номинальный диаметр резьбы | |||||||||||||||
| 1,2 | 1,4 | 1,6 | 2,5 | ||||||||||||||
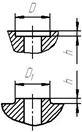
| Под болты с шестигранной головкой, под шайбы пружинные, стопорные с наружными зубьями, стопорные с внутренними зубьями | D | - | - | - | ||||||||||||
| D1 | - | - | - | ||||||||||||||
| Под шайбы | D | - | - | - | |||||||||||||
| D1 | - | - | - | ||||||||||||||
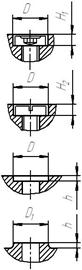
| Под винты с цилиндрической головкой и шестигранным углублением «под ключ», с полукруглой и цилиндрической головкой | D | 1 ряд | 2,3 | 2,9 | 2,9 | 3,3 | ||||||||||
| 2й ряд | |||||||||||||||||
| H1 | - | - | - | - | - | - | - | ||||||||||
| H2 | 0,7 | 0,8 | 1,2 | 1,4 | 1,7 | 2,8 | 3,5 | ||||||||||
| D1 | - | - | - | - | - | - | - | ||||||||||

| Под винты с потайной и полупотайной головкой и шурупы | D1 | 2,5 | 2,8 | 3,2 | 3,8 | 4,6 | 5,6 | 6,5 | 8,3 | 10,3 | 12,3 | |||||
| Под шайбы стопорные с зубьями (для винтов с потайной и полупотайной головкой под углом 90о) | D | - | - | - | - | - | - | 11,5 | 14,5 | - |
Примечание. Размер h устанавливается конструктор.
Таблица 6.5
Сбеги, недорезы, проточки и фаски для внутренней метрической резьбы(ГОСТ 10549-80*)




| ||||||||||||||||||||
| Шаг резьбы | Сбег резьбы | Недорез | Проточка | |||||||||||||||||
| f3 | f4 | нормальная | узкая | d1 | C | |||||||||||||||
| нормаль ный | умень-шенный | нормаль-ный | умень-шенный | b1 | R | R1 | b2 | R2 | ||||||||||||
| 0,2 | 0,5 | 0,3 | 1,2 | 1,0 | 0,2 | |||||||||||||||
| 0,25 | 0,6 | 0,4 | 1,5 | 1,2 | ||||||||||||||||
| 0,3 | 0,7 | 0,5 | ||||||||||||||||||
| 0,35 | 0,8 | 2,0 | 1,8 | 0,3 | ||||||||||||||||
| 0,4 | 0,9 | 0,6 | ||||||||||||||||||
| 0,45 | 1,1 | 0,7 | ||||||||||||||||||
| 0,5 | 1,2 | 0,8 | 3,5 | 3,0 | 2,0 | 0,5 | 0,3 | 1,0 | 0,3 | d+0,3 | 0,5 | |||||||||
| 0,6 | 1,5 | 1,0 | ||||||||||||||||||
| 0,7 | 1,8 | 1,2 | ||||||||||||||||||
| 0,75 | 1,9 | 1,3 | 4,0 | 3,2 | 3,0 | 1,0 | 0,5 | 1,6 | 0,5 | d+0,4 | 1,0 | |||||||||
| 0,8 | 2,1 | 1,4 | ||||||||||||||||||
| 2,7 | 1,8 | 5,0 | 3,8 | 4,0 | 1,0 | 0,5 | 2,0 | 0,5 | d+0,5 | |||||||||||
| 1,25 | 3,3 | 2,2 | 5,0 | 1,5 | 3,0 | 1,0 | 1,5 | |||||||||||||
| 1,5 | 4,0 | 2,7 | 6,0 | 4,5 | 6,0 | 1,0 | d+0,7 | |||||||||||||
| 1,75 | 4,7 | 3,2 | 7,0 | 5,2 | 7,0 | 4,0 | ||||||||||||||
| 5,5 | 3,7 | 8,0 | 6,0 | 8,0 | 2,0 | d+1,0 |
Таблица 6.6
|
| ||||||||||
| Диаметр d | 14-16 | 18-20 | ||||||||
| Выход а из гайки | 0,3-1 | 0,5-1,6 | 1-2 | 1-2 | 1,5-2,5 | 1,5-2,5 | 2-3 | 2-3 | 2,5-4 | 2,5-4 |
Таблица 6.7
Сбеги, недорезы, проточки и фаски для наружной метрической резьбы. (ГОСТ 10549-80*)


| ||||||||||||||||||||||||
| Шаг резьбы | Сбег резьбы | Недорез | d1 | Проточка | С | |||||||||||||||||||
| t1 | t2 | |||||||||||||||||||||||
| При угле заборной части инструмента | нормальная | уменьшенная | Тип I (нормальная) | Тип II | ||||||||||||||||||||
| 20о | 30о | 40о | b | R | R1 | b1 | R2 | |||||||||||||||||
| 0,2 | 0,4 | 0,3 | 0,2 | 0,5 | 0,4 | - | - | - | - | 0,2 | ||||||||||||||
| 0,25 | 0,5 | 0,6 | 0,5 | |||||||||||||||||||||
| 0,3 | 0,4 | 0,7 | ||||||||||||||||||||||
| 0,35 | 0,6 | 0,3 | 0,8 | 0,6 | d-0,6 | 0,3 | ||||||||||||||||||
| 0,4 | 0,7 | 0,5 | 1,0 | 0,8 | 1,0 | 0,3 | 0,2 | |||||||||||||||||
| 0,45 | 0,8 | d-0,7 | ||||||||||||||||||||||
| 0,5 | 1,0 | 0,6 | 0,4 | 1,6 | 1,0 | d-0,8 | 1,6 | 0,5 | 0,3 | 0,5 | ||||||||||||||
| 0,6 | 1,2 | 0,7 | d-0,9 | |||||||||||||||||||||
| 0,7 | 1,3 | 0,8 | 0,5 | 2,0 | 1,6 | d-1,0 | 2,0 | |||||||||||||||||
| 0,75 | 1,5 | d-1,2 | 1,0 | |||||||||||||||||||||
| 0,8 | 0,9 | 0,6 | 3,0 | 3,0 | 1,0 | 0,5 | ||||||||||||||||||
| 1,8 | 1,2 | 0,7 | 2,0 | d-1,5 | 3,6 | 2,0 | ||||||||||||||||||
| 1,25 | 2,2 | 1,5 | 0,9 | 4,0 | 2,5 | d-1,8 | 4,0 | 4,4 | 2,5 | 1,5 | ||||||||||||||
| 1,5 | 2,8 | 1,6 | 1,0 | d-2,2 | 4,6 | |||||||||||||||||||
| 1,75 | 3,2 | 2,0 | 1,2 | d-2,5 | 5,4 | 3,0 | ||||||||||||||||||
| 3,5 | 2,2 | 1,4 | 5,0 | 3,0 | d-3,0 | 5,0 | 1,5 | 5,6 | 2,0 |
|
Дата добавления: 2014-01-07; Просмотров: 515; Нарушение авторских прав?; Мы поможем в написании вашей работы!