КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности обработки резанием медных сплавов
|
|
|
|
Медь и ее сплавы находят широкое применение в современном машиностроении в качестве конструкционных, антифрикционных, электротехнических и других материалов.
С точки зрения обрабатываемости медные сплавы можно разбить на три группы: 1) сплавы с гомогенной структурой: латуни Л60, Л63, бронзы БрО4ЦЗ, БрКН1-З, БрА7 и др. К этой группе относится также медь; 2) сплавы с гетерогенной структурой типа ЛМц52-2, ЛЦ16К4, ЛЦ30АЗ, ЛЦ23А6ЖЗМц2, БрO10Ф1, БрА9Мц2Л, БрАЮЖЗМц2 и др.; 3) сплавы, содержащие свинец,— ЛС63-3, ЛЦ40С, БрО4Ц4С17, БрО5Ц5С5, БрС30 и др.
При обработке сплавов первой группы и красной меди образуется сливная вязкая и трудноломающаяся стружка. Это ухудшает условия работы при использовании автоматизированного оборудования и обработке отверстий (из-за пакетирования стружки в канавках инструмента). Сплавы второй группы также образуют сливную стружку, однако она менее прочная и значительно легче ломается. При резании свинцовистых сплавов образуется короткая хрупкая стружка, а в случае высокого содержания свинца — стружка надлома почти в виде пыли.
Процесс образования стружки при резании медных сплавов в ряде случаев сопровождается ее интенсивными пластическими деформациями. В частности, толщина стружки может превысить толщину среза в 10 и более раз. Коэффициенты k а, k l зависят главным образом от структуры сплава. Наибольшие их значения характерны для гомогенных структур, наименьшие — для высокосвинцовистых и гетерогенных сплавов высокой твердости.
При обработке медных сплавов в практически используемом диапазоне скоростей отсутствует нарост. Поэтому зависимости k l = f(V), РZ = f(V) имеют монотонный характер, характерный для материалов, не склонных к наросто-образованию. Уровень сил резания зависит от структуры и механических характеристик сплава. Так, при точении гомогенных сплавов и меди сила РZ может быть выше, чем при обработке конструкционных сталей, а для высокосвинцовистых гетерогенных сплавов — уменьшится примерно в 10 раз.
|
|
|
Обрабатываемость медных сплавов определяется температурой в зоне резания и истирающей способностью сплава:
1) присадка к меди любого элемента, образующего с ней твердый раствор (олова, алюминия, кремния), уменьшает VT в 3…4 раза вследствие резкого снижения теплопроводности материала и увеличения температуры резания в 1,6…2 раза;
2) присадка к медному сплаву никеля, который полностью растворяется в меди и не создает новой фазы, слабо влияет на VT;
3) переход от гомогенных структур к гетерогенным приводит к понижению VT почти вдвое за счет истирающего действия твердых частиц эвтектоида; температура резания при этом изменяется незначительно;
4) создание новых фаз в гетерогенных сплавах практически не влияет на обрабатываемость; исключение составляют добавки свинца, которые за счет снижения истирающей способности материала и снижения в 1,4… 2 раза температур резания способствуют значительному возрастанию VT.
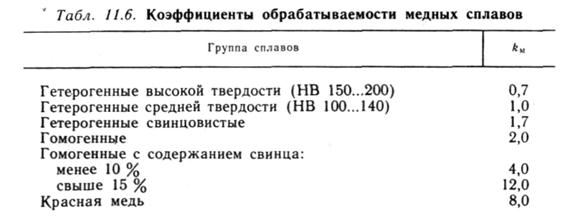
Приведенные закономерности позволяют определенным образом расположить медные сплавы по их обрабатываемости (табл. 11.6). При обработке медных сплавов с KM = 1 VT в 2…3 раза выше, чем при обработке чугунов и сталей. Обрабатываемость медных сплавов резко ухудшается при наличии в них шлаковых включений, а также микротрещин и других дефектов отливки.
Шероховатость поверхности при обработке медных сплавов не зависит от скорости резания. Причиной является тот факт, что физические факторы резания (нарост, температура, процесс стружкообразования) влияют на формирование поверхностного слоя значительно меньше, чем подача и геометрические факторы (углы в плане, радиус вершины и т. д.).
|
|
|
В качестве технологических сред при обработке меди и ее сплавов рекомендуется использовать жидкости на водной основе Аквол-12 (1,5...3 %-ю), Укринол-1 (3... 10%-ю), НГЛ-205(5 %-ю) или масла В-31, МР-2у, МР-8, индустриальное ИС-12. Хорошо зарекомендовали себя среды с присадками на базе серы, хлора, фосфора, являющиеся сильными окислителями.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 5731; Нарушение авторских прав?; Мы поможем в написании вашей работы!