КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 22. Особенности резания титановых сплавов
|
|
|
|
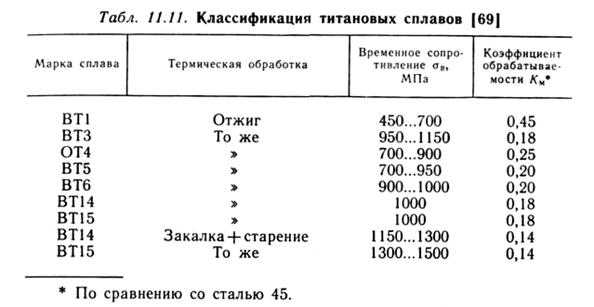
Титановые сплавы широко используются в современной технике, поскольку их высокие механические свойства и коррозионная стойкость сочетаются с малым удельным весом. Разработаны сплавы различного состава и свойства, например: технически чистый титан (ВТ1, ВТ2), сплавы систем титан—алюминий (ВТ5), титан—алюминий—марганец (ВТ4, ОТ4), титан—алюминий—хром— молибден (ВТЗ) и др. По общей классификации труднообрабатываемых материалов титановые сплавы сведены в VII группу (табл. 11.11).
Так же, как нержавеющие и жаропрочные стали и сплавы, титановые сплавы имеют ряд особенностей, обусловливающих их низкую обрабатываемость.
1. Малая пластичность, характеризуемая высоким коэффициентом упрочнения, примерно в два раза большим, чем у жаропрочных материалов. Вместе с тем механические характеристики титановых сплавов по сравнению с жаропрочными меньше. Пониженные пластические свойства титановых сплавов в процессе их деформации способствуют развитию опережающих микро- и макротрещин.
Образуемая стружка по внешнему виду напоминает сливную, имеет трещины, разделяющие ее на очень слабо деформированные элементы, прочно связанные тонким и сильно деформированным контактным слоем. Образование такой стружки объясняется тем, что с увеличением скорости пластическая деформация при высоких температуре и давлении протекает в основном в контактном слое, не затрагивая срезаемый слой. Поэтому при высоких скоростях резания образуется не сливная, а элементная стружка.
Углы сдвига при резании титановых сплавов достигают 38...44°, в этих условиях при скоростях резания, больших 40 м/мин, возможно образование стружки с коэффициентом укорочения K l < 1, т. е. стружка имеет большую длину, чем путь резания. Подобное явление объясняется высокой химической активностью титана.
|
|
|
Пониженная пластичность приводит к тому, что при обработке титановых сплавов сила РZ примерно на 20 % ниже, чем при обработке сталей, а силы Ру и Рх — выше. Это различие указывает на характерную особенность титановых сплавов — силы резания на задней поверхности при их обработке относительно больше, чем при обработке сталей. Как следствие, при увеличении износа силы резания, особенно Ру, резко возрастают.
2. Высокая химическая активность к кислороду, азоту, водороду. Это вызывает интенсивное охрупчивание поверхностного слоя сплавов вследствие диффузии в него атомов газов при повышении температуры. Насыщенная атмосферными газами стружка теряет пластичность и в этом состоянии не подвергается обычной усадке.
Высокая активность титана по отношению к кислороду и азоту воздуха в 2…3 раза снижает площадь контакта стружки с передней поверхностью инструмента, что не наблюдается при обработке конструкционных сталей. Вместе с тем окисление контактного слоя стружки повышает ее твердость, увеличивает контактные напряжения и температуру резания, а также повышает интенсивность изнашивания инструмента.
3. Титановые сплавы имеют чрезвычайно плохую теплопроводность, более низкую, чем у жаропрочных сталей и сплавов. Как следствие, при резании титановых сплавов возникает температура, более чем в 2 раза превышающая уровень температур при обработке стали 45.
Высокая температура в зоне резания вызывает интенсивное наростообразование, схватывание обрабатываемого материала с материалом инструмента и появление задиров на обработанной поверхности.
4. Вследствие содержания в титановых сплавах нитридов и карбидов материал режущего инструмента в сильной степени подвержен абразивному воздействию. Однако при повышении температуры титановые сплавы сильнее снижают свою прочность, чем нержавеющие и жаропрочные стали и сплавы. Обработка резанием по корке многих кованых, прессованных или литых заготовок из титановых сплавов затруднена дополнительным абразивным воздействием на режущие кромки инструмента неметаллических включений, оксидов, сульфидов, силикатов и многочисленных пор, образующихся в поверхностном слое. Неоднородность структуры снижает виброустойчивость процесса обработки титановых сплавов. Эти обстоятельства, а также концентрация значительного количества теплоты в пределах небольшой площадки контакта на передней поверхности приводят к преобладанию хрупкого изнашивания с периодическим скалыванием по передней и задней поверхностям и выкрашиванию режущей кромки. При высоких скоростях резания интенсифицируется тепловое изнашивание, на передней поверхности резца развивается лунка. Во всех случаях, однако, лимитирующим является износ его задней поверхности.
|
|
|
Уровень скорости резания VT при обработке титановых сплавов в 2,5…5 раз ниже, чем при обработке стали 45 (см. табл. 11.11).
5. При обработке титановых сплавов особое внимание необходимо уделять вопросам техники безопасности, так как образование тонкой стружки и тем более пыли может привести к ее самовоспламенению и интенсивному горению. Кроме того, пылеобразная стружка вредна для здоровья. Поэтому не допускается работа с подачами менее 0,08 мм/об, использование затупленного инструмента с износом более 0,8...1,0 мм и со скоростями резания более 100 м/мин, а также скопление стружки в большом объеме (исключение делается для сплава ВТ1, обработка которого разрешается при скоростях резания до 150 м/мин).
При обработке титановых сплавов широко используются технологические среды (табл. 11.12).
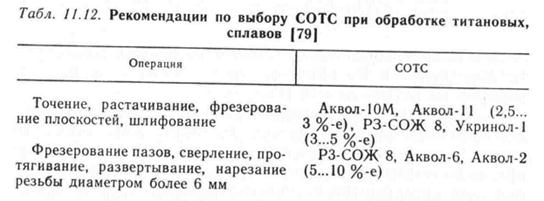 |
Правильный выбор СОТС может повысить период стойкости инструмента в 1,5…3 раза, снизить высоту микронеровностей в 1,5…2 раза. Характерной особенностью использования СОТС при обработке титановых сплавов является малая эффективность присадок, содержащих серу, азот, фосфор, поскольку эти элементы хорошо растворимы в титане. Гораздо более эффективны в качестве присадок галогены, и в первую очередь йод.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 536; Нарушение авторских прав?; Мы поможем в написании вашей работы!