КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Физическая сущность процесса резания
|
|
|
|
Резание металлов – сложный процесс взаимодействия режущего инструмента и заготовки, сопровождающийся рядом физических явлений, например, деформированием срезаемого слоя металла. Упрощенно процесс резания можно представить следующей схемой. В начальный момент процесса резания, когда движущийся резец под действием силы Р (рис. 1.6.1) вдавливается в металл, в срезаемом слое возникают упругие деформации. При движении резца упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упругонапряженное состояние. В плоскости, перпендикулярной к траектории движения резца, возникают нормальные напряжения sу, а в плоскости, совпадающей с траекторией движения резца, – касательные напряжения tx. В точке приложения действующей силы значение tx наибольшее. По мере удаления от точки А tx уменьшается. Нормальные напряжения sу вначале действуют как растягивающие, а затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия. Срезаемый слой металла находится под действием давления резца, касательных и нормальных напряжений.
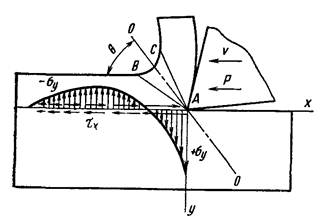
Рис. 1.6.1. Упругонапряженное состояние металла при обработке резанием
Сложное упругонапряженное состояние металла приводит к пластической деформации, а рост ее – к сдвиговым деформациям, т. е. к смещению частей кристаллов относительно друг друга. Сдвиговые деформации происходят в зоне стружкообразования АВС, причем деформации начинаются по плоскости АВ и заканчиваются по плоскости АС, в которой завершается разрушение кристаллов, т. е. скалывается элементарный объем металла и образуется стружка. Далее процесс повторяется и образуется следующий элемент стружки.
|
|
|
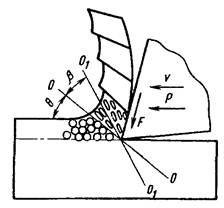 Условно считают, что сдвиговые деформации происходят по плоскости ОО, которую называют плоскостью сдвига. Она располагается примерно под углом q = 30 0 к направлению движения резца. Угол q называют углом сдвига. Наличие поверхности сдвига в процессе стружкообразования и положение ее в пространстве было установлено русскими учеными И. А. Тиме и К. А. Зворыкиным. Срезанный слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента. Структуры металла зоны АВС и стружки резко отличаются от структуры основного металла. В зоне АВС расположены деформированные и разрушенные кристаллы, сильно измельченные и вытянутые в цепочки в одном, вполне определенном направлении, совпадающем в направлением плоскости О1О1, которая с плоскостью сдвига составляет угол b (рис. 1.6.2).
Условно считают, что сдвиговые деформации происходят по плоскости ОО, которую называют плоскостью сдвига. Она располагается примерно под углом q = 30 0 к направлению движения резца. Угол q называют углом сдвига. Наличие поверхности сдвига в процессе стружкообразования и положение ее в пространстве было установлено русскими учеными И. А. Тиме и К. А. Зворыкиным. Срезанный слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента. Структуры металла зоны АВС и стружки резко отличаются от структуры основного металла. В зоне АВС расположены деформированные и разрушенные кристаллы, сильно измельченные и вытянутые в цепочки в одном, вполне определенном направлении, совпадающем в направлением плоскости О1О1, которая с плоскостью сдвига составляет угол b (рис. 1.6.2).
Рис. 1.6.2. Схема процесса образования стружки
Характер деформирования срезаемого слоя зависит от физико-механических свойств материала обрабатываемой заготовки, геометрии инструмента, режима резания, условий обработки. В процессе резания заготовок из пластичных металлов и сталей средней твердости превалирует пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует. Поэтому при резании деталей из хрупких металлов угол b близок к нулю, а при резании деталей из пластичных металлов b доходит до 30 0, что свидетельствует о сложном внутреннем процессе деформирования кристаллов и формировании новой структуры. Знание законов пластического деформирования и явлений, сопровождающих процесс резания, позволяет повысить качество обработанных поверхностей деталей машин и их надежность.
При резании металлов образуется стружка сливная, скалывания или надлома. Сливная стружка, появляющаяся при резании пластичных металлов, представляет собой сплошную ленту с гладкой прирезцовой стороной. На внешней стороне ее видны слабые пилообразные зазубрины. Стружка скалывания, образующаяся при резании металлов средней твердости, представляет собой ленту с гладкой прирезцовой стороной, на внешней стороне – ярко выраженные зазубрины. Стружка надлома образуется при резании хрупких металлов и состоит из отдельных, не связанных между собой элементов. Вид образующейся стружки зависит от физико-механических свойств металла обрабатываемой детали, режима резания, геометрии режущего инструмента, применяемых в процессе резания смазочно-охлаждающих веществ.
|
|
|
Стружка, образующаяся в процессе резания, подвергается значительному пластическому деформированию, одним из проявлений которого является ее усадка. Усадка стружки состоит в том, что длина стружки оказывается меньше длины обработанной поверхности, а толщина – больше толщины срезанного слоя металла. Ширина стружки практически остается без изменений. Усадка стружки характеризуется коэффициентом усадки K. Чем пластичнее металл заготовки, тем больше величина коэффициента K усадки стружки. Величина усадки стружки зависит от физико-механических свойств обрабатываемого металла, режима и условий резания, геометрии инструмента.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1613; Нарушение авторских прав?; Мы поможем в написании вашей работы!