КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Режущий инструмент
|
|
|
|
Сверление
Технологические требования к конструкциям деталей, обрабатываемых точением
К конструкциям деталей, обрабатываемых точением, предъявляется ряд требований, обеспечивающих их технологичность при обработке. Технологичной является конструкция детали:
- масса которой уравновешена относительно оси вращения;
- отсутствуют нежесткие валы и втулки;
- в чертеже детали используются одинаковые радиусы скруглений;
- режущий инструмент имеет свободный вход и выход из материала заготовки;
- отсутствуют фасонные поверхности, требующие изготовления фасонных резцов;
- диаметры ступеней ступенчатых валов располагаются по возрастающей степени;
- участки вала или отверстия, имеющие один и тот же размер, но разный допуск, разделены кольцевой разделительной канавкой.
Сверление – распространенный метод получения отверстий в сплошном материале.
Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия в целях увеличения их размеров, повышения точности и снижения шероховатости поверхности.
Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси – главного движения и поступательного его движения вдоль оси – движения подачи. Оба движения на сверлильном станке сообщают инструменту.
Процесс резания при сверлении протекает в более сложных условиях, чем при точении. В процессе резания затруднены отвод стружки и подвод охлаждающей жидкости к режущим кромкам инструмента. При отводе стружки происходит трение ее о поверхность канавок сверла и сверла о поверхность отверстия. В результате повышаются деформация стружки и тепловыделение. На увеличение деформации стружки влияет изменение скорости резания вдоль режущей кромки от максимального значения на периферии сверла до нулевого значения у центра.
|
|
|
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками.
1) Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент – спиральное сверло (рис. 2.3.1), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
Сверло спиральное служит для сверления отверстий в сплошном материале и рассверливания уже имеющихся отверстий.
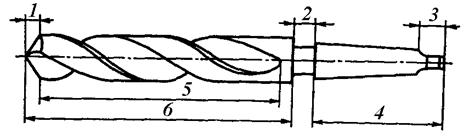 В рабочей части сверла 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
В рабочей части сверла 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Рис. 2.3.1. Конструкция спирального сверла
Элементы рабочей части спирального свёрла показаны на рис. 2.3.2. Сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания; поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 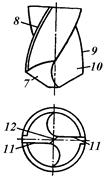 8, обеспечивающие направление сверла при резании.
8, обеспечивающие направление сверла при резании.
Рис. 2.3.2. Элементы рабочей части спирального сверла
Вспомогательные режущие кромки снимают незначительное количество металла на поверхности уже полученного отверстия по мере углубления сверла, поскольку направляющая часть сверла выполнена с небольшой конусностью для предохранения от защемления сверла. Перемычка в основном не режет, а сминает и выдавливает металл, что приводит к увеличению усилия подачи. Ленточки служат для центрирования и направления сверла вдоль его оси.
|
|
|
Рекомендуемые геометрические параметры сверл приведены в справочной литературе.
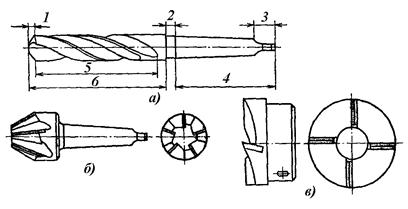 2) Зенкерами (рис. 2.3.3) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. Отличие зенкера от сверла в том, что у него отсутствует поперечная режущая кромка и он имеет не две, а три или четыре режущие кромки (зуба). Это обеспечивает получение более высокой производительности и чистоты по сравнению с рассверливанием. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности (2 – шейка, 3 – лапка, 4 – хвостовик, 6 – рабочая часть).
2) Зенкерами (рис. 2.3.3) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. Отличие зенкера от сверла в том, что у него отсутствует поперечная режущая кромка и он имеет не две, а три или четыре режущие кромки (зуба). Это обеспечивает получение более высокой производительности и чистоты по сравнению с рассверливанием. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности (2 – шейка, 3 – лапка, 4 – хвостовик, 6 – рабочая часть).
Рис. 2.3.3. Зенкеры
По виду обрабатываемых отверстий зенкеры делят на цилиндрические (рис. 2.3.3, а), конические (рис. 2.3.3, б) и торцовые (рис. 2.3.3, в). Зенке-ры бывают цельные с коническим хвостовиком (рис. 2.3.3, а, б) и насадные (рис. 2.3.3, в).
3) Развертками окончательно обрабатывают отверстия после сверления или зенкерования. По форме обрабатываемого отверстия различают цилиндрические (рис. 2.3.4, а) и конические (рис. 2.3.4, б) развертки. Развертки имеют 6 – 12 главных режущих кромок, расположенных на режущей части 1 с направляющим конусом. Калибрующая часть 2 направляет развертку в отверстии и обеспечивает высокую точность размера и малую шероховатость поверхности.
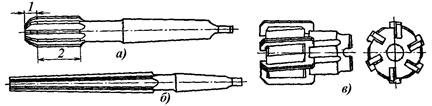
Рис. 2.3.4. Развертки
По конструкции крепления развертки делят на хвостовые и насадные. На рис. 2.3.4, в показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе.
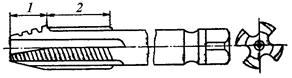 4) Метчики применяют для нарезания внутренних резьб. Метчик (рис. 2.3.5) представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки.
4) Метчики применяют для нарезания внутренних резьб. Метчик (рис. 2.3.5) представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки.
Рис. 2.3.5. Метчик
Рабочая часть метчика имеет режущую 1 и калибрующую 2 части. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Метчик закрепляют в специальном патроне.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 477; Нарушение авторских прав?; Мы поможем в написании вашей работы!