КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Хонингование
|
|
|
|
Хонингование – метод отделочной обработки цилиндрических отверстий.
Инструмент называется хоном. Это особая державка, на которой закреплены мелкозернистые абразивные бруски.
Бруски совершают вращательное V1 и одновременно возвратно-поступательное V2 движения вдоль оси обрабатываемого цилиндрического отверстия высотой h (рис. 3.4.1, а).
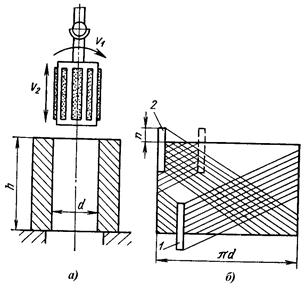 При сочетании движений на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин – следов перемещения абразивных зерен. На рис. 3.4.1, б приведена развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
При сочетании движений на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин – следов перемещения абразивных зерен. На рис. 3.4.1, б приведена развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
Рис. 3.4.1. Схема хонингования отверстия
Такой профиль может быть необходим для удержания смазочного материала при работе машины (например, двигателя внутреннего сгорания) на поверхности ее деталей.
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, что создается перебег n (см. рис. 3.4.1, б). Он необходим для того, чтобы образующие отверстия получались прямолинейными даже при неравномерном износе брусков.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как раздвигаются в радиальном направлении механически (пружинами), гидравлически или пневматически. Давление брусков на обрабатываемую поверхность контролируется. В зону обработки обильно подается смазочно-охлаждающая жидкость (керосин, веретенное масло).
Хонингование по сравнению с внутренним шлифованием имеет преимущества: отсутствует упругий отжим инструмента, реже наблюдается вибрация, резание происходит более плавно.
Хонингованием исправляют погрешности формы отверстия: отклонение от круглости, от цилиндричности. Погрешность взаимного расположения оси отверстия относительно торца детали (например, неперпендикулярность) хонингованием исправить невозможно, так как режущий инструмент самоустанавливается по отверстию.
В последние годы для хонингования стали широко применяться алмазные бруски (синтетические), стойкость которых в десятки и сотни раз выше стойкости обычных абразивных брусков.
Припуск на обработку при хонинговании составляет 0,01...0,2 мм.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 601; Нарушение авторских прав?; Мы поможем в написании вашей работы!