КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прессовый и волочильный инструмент, валки
ВЫБОР МАТЕРИАЛА
ПАСПОРТ РАЗРАБОТАННОЙ КОНСТРУКЦИИ ШТАМПА
Предприятие _________________ паспорт (штамп) №_______________
Тип штампа___________________________________________________
Операция ______________
Шифры (изделия и детали.)______________
Масса___________ Габаритные размеры изд.________Закр.
Высота________
№чертежа штампа______________ Дата конструирования____________
Ф.. и., о. конструктора, наименование бюро________________________
_____________________________________________________________
Стоимость изготовления________________________________________
Замечания по технологичности изготовления______________________
___________________________Дата и подпись
ОТК______________________
| ЭКСПЛУАТАЦИЯ | РЕМОНТ | |||||
| Дата выдачи | Дата возврата | Количество отштампов-анных деталей | Состояние штампа | Дата поступления | Дата ремонта | Сущность проведенного ремонта |
Работоспособность инструмента во многом определяется правильностью выбора материала, из которого он изготовлен. Выбор материала, в свою очередь, зависит от назначения инструмента, условий работы, а также экономических соображений. На рисунке 57 указаны марки стали и нормы твердости для основных деталей штампа выдавливания пазовой фрезы на высокоскоростном молоте. Наиболее нагруженные детали: пуансон 2, матрица 4 и выталкиватель 5 изготавливаются из высоколегированной инструментальной стали 4Х4МВФС с твердостью 48—51 HRC. Крепежные детали 1, 3, 6, 7, 8 — из конструкционных сталей.
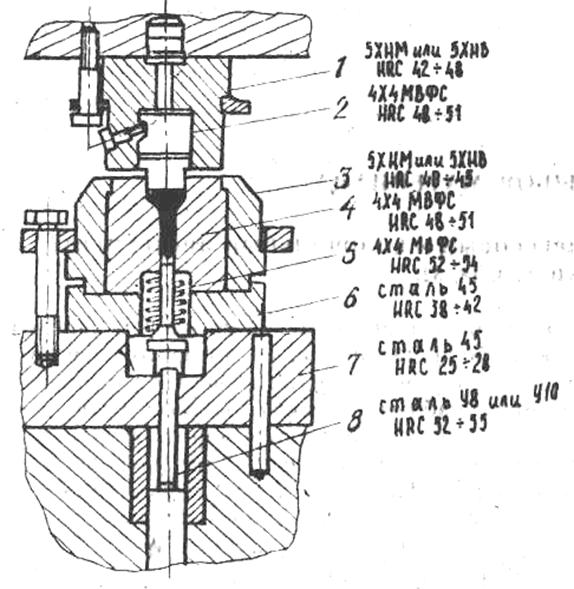
Рисунок 57 – Штампы для выдавливания пазовой фрезы на ВСМ
При выборе материала следует учитывать требования, предъявляемые к эксплуатационным и технологическим свойствам. К эксплуатационным относят свойства материала готового инструмента после окончательной обработки: теплостойкость — способность материала сохранять твердость при повышенных температурах; разгаростойкость — сопротивление термической усталости; жаростойкость -— устойчивость против, окисления при высоких температурах; износостойкость; прочность — сопротивление пластической деформации; вязкость — сопротивление хрупкому разрушению; усталостную прочность; теплопроводность к твердость.
К технологическим относят свойства материала, обеспечивающие возможность обработки инструмента с заданными эксплуатационными свойствами при минимальных затратах: прокаливаемость, характеризующую глубину закаленного слоя, обрабатываемость, коробление — деформацию деталей при термической обработке, склонность к обезуглероживанию, шлифуемость.
В качестве материала деформирующего инструмента, в основном, используются инструментальные стали. Обычно это заэвтектоидные и ледебуритные стали, структура которых после закалки и низкого отпуска «мартенсит + избыточнее карбиды». Для инструмента, требующего повышенной вязкости, например для штампов горячего деформирования, применяют доэвтектойдные стали, которые после закалки на мартенсит подвергают высокому отпуску для получения структуры троостита и даже сорбита. Кроме того применяются керамические, металлокерамические материалы и жаропрочные сплавы на основе никеля и кобальта. К первым относятся окись алюминия а — А1гО,з, окись циркония ZrO2 и циркония PSZ, частично стабилизированные добавками окислов магния или кальция. Металлокерамические материалы (керметы) представляют собой смесь металлической и керамической фаз. Наиболее широкое распространение получили так называемые твердые сплавы, состоящие из карбида вольфрама и кобальта типа ВК6-ВК20 (цифра указывает процентное содержание СО). Перечисленные материалы обладают повышенными твердостью, теплостойкостью, сопротивлением смятию, истиранию и налипанию.
В последнее время для изготовления деформирующего инструмента стали применяться аморфные металлы и сплавы (металлические стекла) — новый класс материалов, отличающийся от обычных отсутствием упорядоченного расположения атомов, свойственного кристаллическим металлам и сплавам. Эти материалы обладают высокой механической прочностью, вязкостью, твердостью и высоким пределом текучести.
Условия работы прессового инструмента характеризуются значительными тепловыми и силовыми нагрузками на инструмент. При горячем прессовании температура нагрева заготовок из различных материалов составляет от 400 до 1600°С, а рабочие слои инструмента могут нагреваться до 800°С и выше. Давление на гравюру матриц достигает 1000 мПа.
С учетом условий эксплуатации к материалу предъявляются следующие требования: высокая теплостойкость; вязкость; высокая разгаростойкость; износостойкость; жаростойкость; высокая теплопроводность. Перечисленным требованиям отвечают материалы, приведенные в таблице 5.
Таблица 5 - Материалы, применяемые для изготовления прессового инструмента
| Вид инструмента | Марка материала |
| Рабочие втулки контейнеров | 38ХНЗМФА, 5ХНВ, ЗХВ4СФ, ЗХЗМЗФ |
| Пресс-штемпели | 38ХНЗМФА, 5ХНМ, 5ХНВ. ЗХ2В8Ф |
| Пресс-шайбы | ЗХ2В8Ф, 38ХНЗМФА, ЗХЗМЗФ |
| Матрицедержатели | 4ХЗМ2ВФГС, 4Х4ВМФС, 5ХЗВЗМФС |
| Матрицы цельные и обоймы сборных матриц | ЗХ2В8Ф, ЗХЗМЗФ, 4ХЗМ2ВФГС |
| Матричные вставки | ЗХ2В8Ф, ХН51ВМТЮКФР, ХН35ВТЮ, ЖС6К, Н80БМ, ВК8, ВК15, (а—АБА), (ZrO2) |
| Иглы диаметром, мм <20 | ХН62МВКЮ, 5ХЗВЗМФС, ЖС6К |
| 20... 35 | 5ХЗВМФС, 4ХЗМ2ВФГС, ЗХ2В8Ф |
| 35...50 | ЗХ2В8Ф 4Х4ВМФС, ЗХЗМЗФ |
| 50... 70 | 4Х4ВМФС, ЗХЗМЗФ |
| >70 | ЗХЗМЗФ |
Волочильный инструмент. Волоки и оправки работают при высоких контактных напряжениях, локализованных на небольшом участке. За счет вибрации и колебания размеров протягиваемого изделия нагрузка на инструмент изменяется циклически. В связи с этим к материалу предъявляются следующие требования (таблица 6): высокая твердость; износостойкость; достаточная усталостная прочность.
Таблица 6 – Материалы, применяемые для изготовления волочильного инструмента
Валки. По условиям эксплуатации валки разделяются на валки станов горячей и холодной прокатки. Условия работы валков станов горячей прокатки характеризуются циклическим характером действия рабочей нагрузки, значительным разогревом рабочего слоя (до 860°С при прокатке титана). Холодная прокатка характеризуется большими контактными напряжениями, приводящими к быстрому износу валков.
С учетом условий эксплуатации к материалу валков предъявляются следующие требования (таблица 7): высокая теплостойкость, высокая твердость, износостойкость, достаточная усталостная прочность.
Таблица 7 – Материалы, применяемые для изготовления валков прокатных станов
|
Дата добавления: 2014-01-07; Просмотров: 431; Нарушение авторских прав?; Мы поможем в написании вашей работы!