КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Эксплуатационные пути повышения стойкости
|
|
|
|
Технический надзор за состоянием оборудования и инструмента является средством продления срока службы деформирующего инструмента. К оборудованию предъявляются следующие основные требования: максимальная жесткость, минимальные зазоры в движущихся частях, балансировка движущихся масс для уменьшения вибрации, термическая стабильность при любых скоростях в важнейших узлах, минимальные отклонения от параллельности' ползуна и подштамповой плиты, точность подающих устройств.
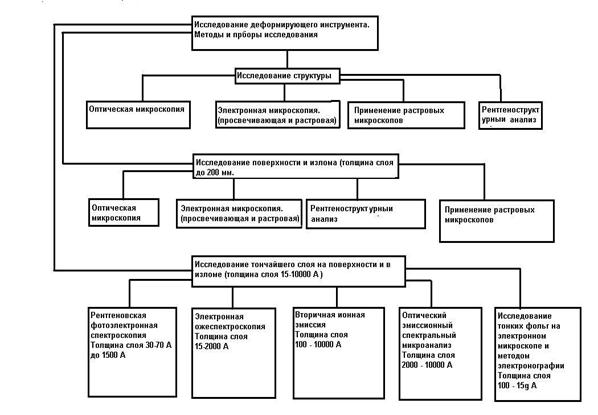
Рисунок 58 - Методы комплексного исследования
структуры инструменты после отработки и износа
Кроме паспортов на деформирующий инструмент, в которых фиксируется вся информация по изготовлению и условиям эксплуатации, на предприятиях целесообразно иметь информационный банк по стойкости инструмента, что обеспечит оптимальную оперативность при анализе износостойкости.
На смену и наладку инструмента затрачивается много времени, что снижает эффективность применения высокопроизводительного оборудования. Кроме того, внезапное разрушение инструмента приводит к браку, поэтому важной является информация о состоянии инструмента. Степени его износа, отсутствии разрушения. Перспективным направлением является рабочий контроль за состоянием инструмента с помощью различных датчиков, введение электросхем, которые сигнализируют о поломках, осуществляют контроль подачи металла. Датчики и I электросхемы блокируются со схемой оборудования. Сокращение времени на смену и наладку инструмента производится в основном за счет автоматизации процесса смены, а также за счет применения выдвижных штамповых плит, компактных прижимных элементов крепления, оснащенных датчиками, контролирующими положение зажима. На многопозиционных автоматах время смены инструмента целесообразно сокращать за счет применения магазина.
|
|
|
Рациональный выбор технологии изготовления детали заключается в правильном выборе размеров заготовки, количестве переходов и промежуточных отжигов, степени деформации по переходам, температуры начала и конца обработки. Износостойкость деформирующего инструмента в значительной степени определяется штампуемостью деформируемого металла. Действие деформируемого металла на инструмент в основном определяется химико-механическими свойствами (состав, твердость, размер зерен структурных составляющих фаз), шероховатостью поверхности заготовки, контактирующей с инструментом. Например, увеличение в стали содержания углерода на 0,1% повышает предел текучести на 58,8... 78,4 МПа, пластичность уменьшается. Структурные составляющие деформируемой стали оказывают абразивно-адгезионное воздействие на поверхность инструмента. Поэтому наилучшей для стали является структура с равномерно распределенными, хорошо дисперсированными карбидами (например, структура зернистого перлита).
Подготовка металла к работе включает следующие операции: удаление окалины, получение заготовок с точными заданными размерами или весом, нанесение смазывающих покрытий.
Следует отметить, что твердосплавные штампы любого назначения обусловливают предъявление повышенных требований к обрабатываемому материалу.
Рациональный выбор СОЖ в настоящее время связан с трудностями из-за отсутствия строго научно обоснованных рекомендаций по их применению, а также теоретических предпосылок для их создания. Эффективность применяемой смазки во многом зависит от состояния деформируемого металла в объеме и на поверхности. Избыток смазки ухудшает качество детали и может привести к быстрому разрушению инструмента. Для нанесения смазки предпочтительны автоматические дозирующие устройства. Одним из перспективных направлений является разработка и применение смазок на основе синтетических полимеров.
|
|
|
Восстановление деформирующего инструмента осуществляют шлифованием, расточкой, пластическим деформированием. Стальной инструмент иногда может быть восстановлен путем хромирования. Наплавка является более универсальным способом восстановления и включает следующие операции: механическая обработка изношенной поверхности под наплавку; подогрев инструмента; наплавка; слесарная доводка размеров. Перспективно нанесение покрытий из твердых сплавов.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 287; Нарушение авторских прав?; Мы поможем в написании вашей работы!