КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення елементів дерев'яних конструкцій
|
|
|
|
Лісоматеріал, призначений для виготовлення звичайних дерев'яних конструкцій, попередньо обробляють - сушать, сортують, розмічають, обрізають по проектних розмірах, стесують або стругають і т. д. Обробляють деревину з використанням верстатів і електрифікованого інструменту - електропила (рис. 6.1, а), електрорубанків (рис. 6.1, б), електросверл (рис. 6.1, в) та ін.
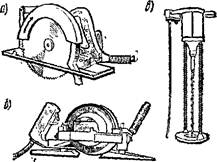
Рис. 6.1. Електрофіковані станки
Для підгонки готових елементів в процесі виготовлення конструкцій застосовують ручне оброблення за допомогою сокир, рубанків, пил, ножівок і т. п. Для механізованої обробки лісоматеріалів широко використовують різні види верстатів: 1) лісопильні рами - круглопильні, маятникові і стрічкові (на рамах розпилюють колоди на дошки, роблять поздовжні, поперечні і косі розрізи), 2) будівельні верстати.
При виготовленні збірних дерев'яних конструкцій на спеціалізованих підприємствах пред'являються підвищені вимоги до якості робіт по створенню щільних сполучень, акуратній обробці елементів і дотримання проектних розмірів.
Невеликі допустимі відхилення на виготовлення та складання дерев’яних конструкцій, особливо при влаштуванні клейових з'єднань, можуть бути забезпечені тільки на заводах або на полігонах, в обладнаних цехах (рис. 6.2) і деревообробних майстернях. Будівельний полігон, наприклад, з двома паралельно діючими потоками для потокового виготовлення дерев'яних конструкцій має на початку потоку штабеля 1 сортування лісоматеріалу, далі розташовані в закритому приміщенні цех 2 попередньої підготовки, потім цех обробки 3 та зборки 5 і, нарешті, відкритий склад 6 готових виробів. У закритих окремих приміщеннях полігону є електропідстанція 9, склад 4 інструмента і матеріалів, контора 10 на полігоні, автомобільна дорога 7 з твердим покриттям і вузькоколійні шляхи 8.
|
|
|
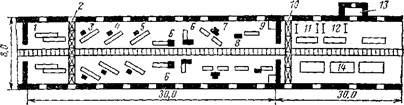
Рис. 6.2. План цеху обробки і складання конструкцій: 1 - маятникова пила, 2 - кран-балка, 3 - циркульна пила, 4 – стругальні і фугональні верстати, 5 - шипорізний верстат, 6 - сверлильні станки; 7 - ланцюгово-довбежні верстати, 8 - фрезерний верстат, 9 - точильний станок; 10 - мостовий 5-тонний кран; 11 - металеві вайми і преси, 12 - приміщення підготовки клею, 13 - ставки та преси для склеювання дощатих конструкцій; 14 - верстати для виготовлення балок і брусів.
В процесі виготовлення клеєних конструкцій послідовно виконуються наступні операції: 1) сушіння матеріалу до вологості 15%, 2) попередня стружка, 3) відторцовка, сортування і вирізання неприпустимих вад деревини з подальшим склеюванням одержаних відрізків по довжині в дошки- заготовки, 4) кінцева стружка; 5) нанесення клею, 6) запресовування елементів; 7) антисептування готових елементів. Пиломатеріал по ширині і по довжині склеюють роздільно самостійними операціями. По довжині дошки склеюють на зубчатий шип. Клей готують в обмежених кількостях, перед склеюванням дощок, враховуючи, що його склеююча (адгезійна) здатність не перевищує 3 год. Готувати і наносити клей потрібно при його температурі не нижче 16 ° С; такої ж температури повинні бути і пиломатеріали. Клейові розчини готують в клеємішалках з механічним приводом. Клей наносять на обидві поверхні дошки або бруса. Наносити його зручно клейовими вальцями. Для невеликих поверхонь можна застосовувати кисті або губки. Сполучені висушені дошки і бруси потрібно попередньо простругати по площинах, які стикують. Після нанесення клею з'єднані елементи деревини повинні бути притиснуті один до одного.
Якість склеювання сильно залежить від щільності прилягання один до одного з'єднувальних елементів, чим тонший шов клею, тим міцніше з'єднання. Час від початку збирання і до закінчення запресовування не повинен перевищувати 30 хв. Тиск при запресовуванні клейових балок, елементів ферм, арок та інших несучих конструкцій повинен бути не менше 0,3-0,5 МПа.
|
|
|
Склеєні конструкції запресовують на ручних гвинтових або пневматичних пресах, а при малих площах клейових швів - цвяхами. Гвинтові преси застосовують при виготовленні великорозмірних конструкцій: багатошарових балок, прямих і криволінійних елементів ферм і арок і т. п. Для швидкого закручування гайок притискних болтів гвинтового пресу застосовують електричні та пневматичні ключі.
Гнуті елементи довжиною до 10-12 м із стрілою вигину до 0,8-1,0 м, а також балки будь-якої довжини найкраще склеювати на вертикальних пресах, а для більш довгих і крутозагнутих елементів доцільніше застосовувати горизонтальні преси. Для запресування цвяхами кожну дошку після нанесення клею прибивають цвяхами до нижньої. Багатошарові конструкції збирають і склеюють на монтажних стелажах і кружалі. Склеювані елементи залишаються в пресах, на монтажних столах і кружалах до тих пір, поки клейові шви зміцніють. Витримка залежить від форми елементів (прямі або криві), а також від температури приміщення і коливається від 4 до 24 год. При нагріві виробу в сушарках з температурою 50-90 ° С термін твердіння клею скорочується до 1-3 год; при струмах високої частоти термін полімерізаціі клею зменшується до кількох хвилин.
Сталеві деталі приклеюють теж в пресах під тиском 1,0-1,5 МПа при температурі 130-140 ° С або за допомогою шурупів. Загальна тривалість склеювання 1,5-2 год.
Виготовлення клеефанерних конструкцій складається з наступних основних операцій: 1) поперечний і поздовжній розкрій листів фанери на заготовки, 2) склеювання заготовок по довжині з з'єднанням в елементи «на вус», 3) зачистка поверхонь фанерних елементів, 4) нанесення клею, 5) складання та запресовування конструкцій з фанерних і дощатих елементів; 6) антисептування конструкцій.
Виготовляють клеєні конструкції при стабільному температурно-вологісного режиму в приміщенні цеху.
На роботах з синтетичними клеями потрібно дотримуватися правил техніки безпеки, обов'язково користуватися спецодягом та гумовими рукавичками, а приміщення треба добре провітрювати.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 668; Нарушение авторских прав?; Мы поможем в написании вашей работы!