КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Свердла
|
|
|
|
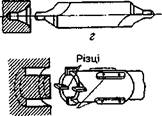
12.1. Типи свердел. Розрізняють такі основні типи свердел: а) перові (рис.11, а), що становлять стрижень або закріплювану в оправці пластинку з різальними кромками, заточеними під кутом 2φ = 80...150°. Застосовують ці свердла в основному для свердління отворів у твердих поковках і виливках та для обробки ступінчастих отворів; б) спіральні (рис.11, б); в) свердла для глибокого свердління (рис.11, в); г) центрувальні (рис.11, г), призначені для утворення центрових отворів у заготовках, що обробляються в центрах; д) свердла для кільцевого свердління (рис.11, д) які застосовують для глибоких отворів, діаметр яких перевищує 75 мм.
12.2. Спіральні свердла - найбільш поширений тип свердел. Виготовляють їх діаметром 0,1...80 мм.
Спіральне свердло (рис.12, а) складається з різальної частини 1, напрямної 2, шийки 3, хвостовика 4 і лапки 5. Різальна частина виконує основну роботу різання. Напрямна частина спрямовує свердло в отворі і забезпечує виготовлення отвору потрібного діаметра. Хвостовик може бути циліндричним або конічним. У свердел з циліндричним хвостовиком (рис.12, б) поводок 5 запобігає провертанню свердла в патроні.
Різальна частина включає передню 6 і задню 7 поверхні, головні 8 і допоміжні 9 різальні кромки, а також поперечну кромку 10 (рис.12, в). Передньою поверхнею 6 свердла є гвинтова поверхня канавки, якою сходить стружка. Задня поверхня 7 - це поверхня, обернена до поверхні різання. Головні різальні кромки 8 свердла утворюються перетином передніх і задніх його поверхонь. Кут між ними у свердел для обробки сталі і чавуну 2φ = 118°, для свердління м'яких і в'язких матеріалів (алюмінію, силуміну) - 2φ = 80... 90°, для свердління твердих і крихких матеріалів -2φ = 130... 140°.
|
|
|
Кут нахилу поперечної кромки (перемички) 10 свердла ψ = 50...55° (рис.12, в, г). Поперечна кромка працює у важких умовах, оскільки на ній передній кут має від'ємне значення. Внаслідок цього при свердлінні виникають значні зусилля, спрямовані вздовж осі свердла.
Отвір для відведення стружки
в
Напрямні кулачки
д
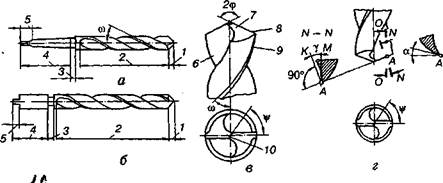
Рис.12. Основні елементи і геометричні параметри спірального свердла
У головній січній площині N-N (рис.12, г), нормальній до головної різальної кромки, свердло має форму різця з властивими йому геометричними параметрами. Передній кут свердла у вимірюється в цій площині. В міру наближення до осі свердла передній кут зменшується, а задній, навпаки, збільшується. Передній кут поперечної кромки може набувати від'ємних значень.
Для зменшення тертя свердла об стінки отвору на напрямній частині його залишаються дві вузькі гвинтові стрічки завширшки 0,2...2,6 мм, а решту її роблять меншого діаметра. З цією ж метою діаметр свердла зменшують у напрямі до хвостовика на 0,03...0,1 мм на кожних 100 мм довжини. Глибина різання при свердлінні дорівнює половині діаметра свердла.
13. Свердлильні верстати
13.1. Основні типи свердлильних верстатів такі:
1. Вертикально-свердлильні - найпоширеніші верстати цієї групи; застосовують їх в одиничному і серійному виробництві. 2. Радіально-свердлильні верстати призначені для обробки отворів у великих важких деталях.
 3. Багатошпиндельні свердлильні верстати мають кілька шпинделів, взаємне розміщення яких може бути постійним або змінюється залежно від оброблюваної деталі. Ці верстати широко застосовують у серійному і масовому виробництві. 4. Горизонтально-свердлильні - застосовують для свердління глибоких отворів. 5. Центрувальні -призначені для виготовлення центрових отворів. 6. Агрегатні- найпоширеніші у великосерійному і масовому виробництві при обробці отворів.
3. Багатошпиндельні свердлильні верстати мають кілька шпинделів, взаємне розміщення яких може бути постійним або змінюється залежно від оброблюваної деталі. Ці верстати широко застосовують у серійному і масовому виробництві. 4. Горизонтально-свердлильні - застосовують для свердління глибоких отворів. 5. Центрувальні -призначені для виготовлення центрових отворів. 6. Агрегатні- найпоширеніші у великосерійному і масовому виробництві при обробці отворів.
|
|
|
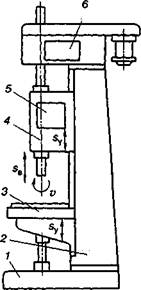
13.2. Вертикально-свердлильні верстати. На рис.13 подано загальний вигляд вертикально-свердлильного верстата. Верстат складається з фундаментної плити 1, станини 2, коробки швидкостей 6 зі шпинделем, коробки
подач 5, розташованої в кронштейні 4, і стола 3, на якому
встановлюється оброблювана деталь. Вертикально-свердлильні верстати застосовують для обробки отворів
у деталях масою до 25 кг. Основною характеристикою їх є найбільший отвір, який можна свердлити на них у сталі середньої твердості.
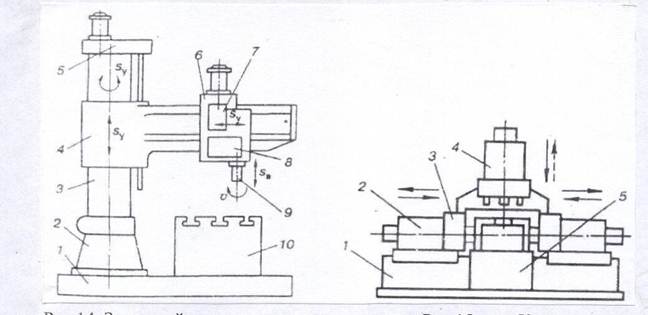
Рис.14. Загальний вигляд Рис.15. Компонування агрегатних верстатів
радіально-свердлильного верстата
13.3. Радіально-свердлильні верстати застосовують в умовах одиничного і серійного виробництва.
На фундаментній плиті 1 верстата (рис.14) нерухомо встановлена колона 2, на якій розміщена і може повертатися на 360° гільза 3. Встановлена на гільзі траверса 4 може переміщатися по ній уздовж осі за допомогою механізму 5 і закріплюватися на певній висоті. Траверса має напрямні, по яких може переміщатися і разом з нею повертатися шпиндельна головка 6 з коробкою швидкостей 7, шпинделем 9 і коробкою подач 8. Заготовка може бути встановлена і закріплена на столі 10 або на фундаментній плиті 1.
Поворотом гільзи з траверсою навколо осі колони і переміщенням шпиндельної головки по напрямних траверси досягається суміщення осей інструмента і отвору деталі.
13.4. Агрегатні верстати - це спеціальні верстати, змонтовані з нормалізованих вузлів (агрегатів). Здебільшого вони складаються з станини (рис.15), силових головок 2, шпиндельних головок 3, колони 4 і стола 5. Різним компонуванням цих вузлів можна складати різноманітні верстати для обробки певних деталей. Основним вузлом верстата є силова головка, яка надає обертання інструменту (головний рух) і поступальний рух подачі. На агрегатних верстатах виконують свердління, зенкерування, розточування, розвертання отворів, нарізання різьби та інші операції.
Агрегатні верстати є напівавтоматами і часто входять до складу автоматичних ліній.
14. Допоміжні інструменти і пристрої до свердлильних верстатів
|
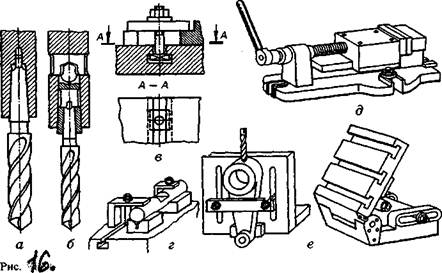
14.1. Допоміжний інструмент для закріплення різального інструмента. Різальний інструмент, що має конічний хвостовик, закріплюється безпосередньо в конічному отворі шпинделя верстата (рис.16, а) або за допомогою перехідних втулок (рис.16, б) в тому випадку, якщо розмір конуса шпинделя більший за розмір конуса інструмента.
|
|
|
Рис.16. Кріплення інструмента і заготовок на свердлильних верстатах
Інструмент з циліндричним хвостовиком закріплюють у трикулачкових або цангових патронах. При послідовній обробці отворів на свердлильних верстатах кількома інструментами, коли інструменти треба міняти, не зупиняючи верстата, застосовують так звані швидкозмінні патрони.
14.2. Пристрої для встановлення і закріплення деталей. Для закріплення деталей на столі верстата застосовують універсальні і спеціальні пристрої. До універсальних затискних пристроїв належать притискні планки (рис.16, в), призми (рис.16, г), машинні лещата (рис.16, д), кутники (рис.16, е).
Щоб забезпечити правильне положення інструмента відносно осі оброблюваного отвору і спрямовування його під час роботи, застосовують спеціальні пристрої - кондуктори, які усувають необхідність розмітки деталей.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1472; Нарушение авторских прав?; Мы поможем в написании вашей работы!