КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція №12
|
|
|
|
Тема: “Методи технічного обслуговування автомобілів”
План:
1. Методи технічного обслуговування;
2. Їх недоліки та переваги.
Зміст лекції
Розрізняють два методи ТО автомобілів: одиничний і потоковий.
Під одиничним методом розуміють виконання усіх робіт, пов'язаних з доглядом за автомобілем на одному посту. Цей метод застосовують на невеликих ВАТ АТП, у польових умовах та ін.
Для одиничного методу ТО автомобілів характерні: широка номенклатура робіт, рідка повторюваність однотипних робіт; відсутність типізованих технологічних процесів, різна послідовність виконання операції і їх несинхронність; велика трудомісткість і тривалість циклу обслуговування, комплексність операцій; відносно велика частка ручних робіт, низька продуктивність праці, висока кваліфікація виконавців робіт; великі втрати часу на маневрування автомобілів при переїзді з поста на пост.
Потоковий метод перспективніший, він дає змогу реалізувати всі принципи раціональної організації виробництва.
При потоковому методі всі роботи виконуються на кількох розташованих у технологічній послідовності спеціалізованих постах, сукупність яких створює потокову лінію. Переміщення автомобілів із поста на пост при потоковому методі ТО може бути примусовим (конвеєрами) і своім ходом. Пости розташовують прямо лінійно, що дає змогу застосовувати механічну тягу і забезпечує найкоротші шляхи переміщення автомобіля з поста на пост. На постах потокової лінії розташування автомобілів може бути поздовжнім (вісь автомобіля збігається з віссю потокової лінії), кільцевим, поперечним (вісь автомобіля перпендикулярна до осі потокової лінії). При поперечному розташуванні автомобіля скорочується довжина потокової лінії і полегшується з'їзджджання автомобіля з будь – якого поста. Потокові лінії організовують окремо для кожного виду обслуговування, це зумовлено різним обсягом і характером робіт. Потоковий метод ТО потребує забезпечення однакового терміну перебування автомобіля на кожному посту, виконання певного обсягу робіт і сталої чисельності працюючих. Порушення виконання обсягу робіт хоча б на одному посту спричиняє простої на інших постах і порушує процес потокового виробництва. Тому організація обслуговування на потокових лініях потребує однотипності автомобілів і однакового обсягу обслуговування, що утруднює в багатьох випадках їх використання, особливо при ТО – 2, за якого обсяги робіт дуже різняться і виникає велика асинхронізація роботи постів.
|
|
|
Розрізняють потоки неперервної і періодичної дії. Потоком неперервної дії називають таку організацію технологічного процесу, за якої ТО здійснюється при неперервному переміщенні автомобілів по робочих постах. Швидкість конвеєра обирають від 0,8 до 1,5 м/хв. Потік неперервної дії в основному застосовується для робіт щоденного обслуговування (ЩО).
Потоком періодичної дії називають таку організацію технологічного процесу, за якої автомобіль періодично переміщуються з одного робочого поста на інший. Цю форму організацію застосовують для робіт ТО – 1 і ТО – 2. Швидкість пересування конвеєра при цьому становить від 10 до 15 м/хв.
Потоковий метод ТО ефективний, якщо добова або змінна програма обслуговування достатні для повного завантаження потокової лінії; точно додержується графік подачі автомобіля; чітко розподіляються операції ТО за виконавцями; роботи широко механізуються й автоматизуються; є належна матеріально – технічна база, резервні пости і “ковзні” виконавці; добре налагоджено постачання потокової лінії всіма потрібними деталями, матеріалами й інструментом. Потоковий метод дає змогу підвищувати культуру обслуговування, поліпшувати умови праці й техніку безпеки, підвищувати продуктивність праці та якість обслуговування, застосовувати високопродуктивне устаткування, засоби механізації та автоматизації, забезпечувати ритмічність виробничих процесів, краще використовувати виробничі площі.
|
|
|
Потоковий метод ТО як найбільш прогресивний застосовують в ВАТ АТП при організації ЩО і ТО – 1 і меншою мірою – ТО – 2.
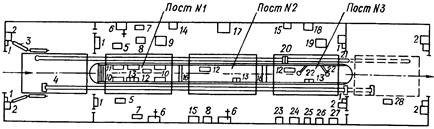 Розглянемо схему технологічного планування потокової лінії ТО – 1 на три робочих пости (рисунок 1). Пропускна здатність цієї лінії становить 15 — 4 обслуговувань за зміну, що задовольняє потреби ВАТ АТП з 240 – 350 вантажних автомобілів, загальний річний пробіг яких за середніх умов експлуатації становить 8 — 10 млн км. Пости № 1 і № 2 призначені для виконання контрольно – діагностичних, регулювальних, кріпильних, електротехнічних і шинних робіт. Пост № 3 спеціалізований для виконання мастильних, заправних та очисних робіт. До робочих постів з боку в'їзду примикають тамбури розміром на одне автомобіле – місце кожен, обладнані конвеєром і відокремлені від робочих постів легкими шторними воротами. Наявність тамбурів сприяє більш ритмічній роботі лінії і поліпшенню умов праці; зменшенню задимлення, протягів і охолодження робочого приміщення при встановленні автомобілів; процесу підготовки автомобіля до обслуговування (обігрівання, очистка); забезпечення підпору на потоковій лінії і безперешкодному її звільненню після завершення робіт на останньому посту.
Розглянемо схему технологічного планування потокової лінії ТО – 1 на три робочих пости (рисунок 1). Пропускна здатність цієї лінії становить 15 — 4 обслуговувань за зміну, що задовольняє потреби ВАТ АТП з 240 – 350 вантажних автомобілів, загальний річний пробіг яких за середніх умов експлуатації становить 8 — 10 млн км. Пости № 1 і № 2 призначені для виконання контрольно – діагностичних, регулювальних, кріпильних, електротехнічних і шинних робіт. Пост № 3 спеціалізований для виконання мастильних, заправних та очисних робіт. До робочих постів з боку в'їзду примикають тамбури розміром на одне автомобіле – місце кожен, обладнані конвеєром і відокремлені від робочих постів легкими шторними воротами. Наявність тамбурів сприяє більш ритмічній роботі лінії і поліпшенню умов праці; зменшенню задимлення, протягів і охолодження робочого приміщення при встановленні автомобілів; процесу підготовки автомобіля до обслуговування (обігрівання, очистка); забезпечення підпору на потоковій лінії і безперешкодному її звільненню після завершення робіт на останньому посту.
Рисунок 1 – Схема технологічного планування потокової лінії ТО – 1.
1 – механізм приводу воріт; 2 – устав нока для теплової завіси воріт; 3 – напрямні ролики; 4 – конвеєр для переміщення автомобілів; 5 – гайковерт для гайок коліс; 6 – слюсарний верстак; 7 – повітророздавальна автоматична колонка; 8 – стелаж – вертушка для кріпильних деталей; 9 – стіл – візок електрика; 10 – підйомник для вивішування коліс; 11 – гайковерт для гайок стрем’янок ресор; 12 – підставка для оглядової канави; 13 – ящик для інструментів ті кріпильних деталей; 14 – бак для гальмівної рідини; 15 – ящик для обтиральних матеріалів; 16 – місток перехідний; 17 – стіл для складання заяв і зберігання облікової документації бригади; 18 – маслороздавальна колонка; 19 – стіл – візок для мастильника; 20 – пристрій для прокручування карданного валу; 21 – напрямний жолоб переднього колеса; 22 – шарнірна лінійка для зливання відпрацьованих масел; 23 – масло роздавальний бак; 24 – установка для заправлення агрегатів мастилом; 25 – солідолонагнітач; 26 – стіл – ванна для промивання повітряних фільтрів; 27 – пристрій для підведення стиснутого повітря; 28 – установка для відсмоктування відпрацьованих газів.
|
|
|
Принципи і показники раціональної організації виробництва при ТО автомобілів
Основним фактором, який впливає на вибір методу ТО автомобілів, є змінна програма ТО – 1 і ТО – 2 однотипних автомобілів. Так, на середніх і великих ВАТ АТП ТО – 1 і ТО – 2 рекомендується організовувати потоковим методом при змінній програмі для ТО – 1 не менш як 12 — 15, а для ТО – 2 — не менш як 5 — 6 обслуговувань однотипних автомобілів. Якщо рухомий склад представлений різними марками автомобілів і змінна програма однотипних автомобілів мала, ТО організовують одиничним методом. Раціональний метод ТО автомобілів можна вибрати в конкретних умовах експлуатації також за відношенням такту поста до ритму виробництва.
Ритм виробництва (R) – час, відведений на перебування одного автомобіля в зоні обслуговування (інтервал часу між виходом двох послідовно автомобілів. що обслуговуються), хв. визначається за формулою
R = 60 • Tоб / Nхдоб = 60 • nзоб • tзоб / Nхдоб
де Tоб – тривалість роботи зон обслуговування за добу, год
nзоб – кількість змін роботи зон обслуговування;
tзоб – тривалість зміни роботи зон обслуговування, год
Такт поста (τп) – час виконання робіт на посту (час перебування автомобілів на посту обслуговування). хв. визначається за формулою
τп = (60 • tх • СТО / Р) + tп
де СТО – частка постових робіт ТО;
Р – середня кількість робітників, зайнятих одночасно на одному посту ТО;
tп – час додаткових робіт (час з´їжджання, і заїжджання на пост);
За відношенням τ/R визначають метод ТО. Якщо R певного виду обслуговування близьке за своїм значенням до τ цього виду обслуговування, то його раціонально здійснювати одиничним методом. Потоковий метод ТО доцільно застосовувати за додержанням умови τ/R≥3 тобто постів на потоковій лінії має бути не менше трьох.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 273; Нарушение авторских прав?; Мы поможем в написании вашей работы!