КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности изготовления отливок из низколегированных сталей
|
|
|
|
Легирование стали является одним из средств увеличения надежности, долговечности и снижения массы литых деталей, а также придания им специальных свойств. Выбор легирующих элементов обусловливается главным образом назначением отливки, ее конструктивными и технологическими особенностями.
Элементы, используемые для легирования стали, классифицируют по строению кристаллической решетки, влиянию на температуру полиморфных превращений и отношению к углероду.
По строению кристаллической решетки легирующие элементы подразделяют на три группы. В первую группу входят хром, вольфрам, молибден с объемно-центрированной кубической решеткой и кремний, который имеет сложную кубическую решетку.
Ко второй группе относятся никель, медь, алюминий с гране-центрированной кубической решеткой и марганец со сложной решеткой.
Третью группу составляют элементы с гексагональной решеткой — титан, кобальт, бериллий и некоторые редкоземельные металлы.
Классификация по этому признаку дает возможность судить о растворимости элементов в железе той или иной модификации, о влиянии элемента на свойства твердого раствора. Растворимость элементов определяется типом и параметрами кристаллической решетки. Неограниченной растворимостью в железе обладают элементы, атомный радиус которых отличается от атомного радиуса железа не более чем на 8 % и имеющие однотипную с ним решетку. Другие элементы растворимы ограниченно или нерастворимы. Чем больше отличаются решетки и атомные радиусы легирующего элемента и железа, тем больше прочность образуемого твердого раствора. Элементы, атомный радиус которых близок к атомному радиусу железа, дают более пластичные растворы.
|
|
|
Под влиянием легирующих элементов значительно изменяются температуры полиморфных превращений. Элементы Ni, Мп, С, Со, Сu расширяют область устойчивости аустенита, под влиянием этих элементов повышается температура A4 и снижается А3. Элементы Сг, Si, А1, W, V, Мо, Ti, Ве замыкают область у, снижая точку A4 и повышая А3. При определенных концентрациях легирующего элемента образуются ферритные сплавы. Эти элементы можно разделить на элементы, образующие сплавы со структурой неограниченного гомогенного твердого раствора, и элементы, образующие сплавы, область гомогенности которых ограничена вследствие появления новых фаз.
По отношению к углероду легирующие элементы подразделяют на карбидообразующие и графитизирующие.
Легирующие элементы вызывают образование новых структурных составляющих и изменение свойств существующих фаз. Введением в сталь определенных элементов в строго заданных количествах можно добиться значительного улучшения имеющихся свойств или получения специальных свойств.
Особенности изготовления отливок из низколегированных конструкционных сталей. Легирование позволяет значительно повысить механические свойства литейных сталей, особенно после специальных видов термической обработки. Как правило, эти стали характеризуются более высоким значением  В / Т (до 70 %), чем углеродистые.
В / Т (до 70 %), чем углеродистые.
Наибольшее распространение получили стали, легированные кремнием, марганцем, хромом, никелем, ванадием, молибденом, медью в различных комбинациях и соотношениях.
Кремнистые стали. Кремний растворяется в феррите и цементите. Образуя раствор, он упрочняет феррит и повышает его твердость. При малых концентрациях кремния (до 1 %) не уменьшается и пластичность феррита. Свойства и область применения сталей, легированных кремнием, в большой степени определяются содержанием углерода. Наиболее широко используют низкоуглеродистую кремнистую сталь (0,1-0,2 % С; ~1 % Si), высокоуглеродистую кремнистую сталь (0,4 - 0,5 % С; 1,4—1,6 % Si), графитизированную сталь (1,25 - 1,50 % С; 1—1,35 % Si).
|
|
|
Низкоуглеродистая кремнистая сталь характеризуется более высокими пластическими свойствами (в 1,5 раза), чем равнопрочная нелегированная. Эти свойства определяют ее применение для отливки эксцентриков, шестерен и деталей, работающих в условиях динамических нагрузок.
Высокоуглеродистая кремнистая сталь обладает большей износостойкостью, но невысокой пластичностью. Из нее изготовляют катки мостовых кранов, шестерни мельниц и детали, работающие в пыльной среде.
Графитизированная сталь сочетает свойства чугуна и стали. В литом состоянии структура состоит из крупнопластинчатого перлита и игольчатого цементита. Вид термической обработки выбирают в зависимости от назначения отливки. Штампы, фильеры и детали, от которых требуется высокая твердость, подвергают низкотемпературному отжигу (~700 °С) для снятия напряжений, сфероидизации вторичного цементита и частичного его распада. Степень графитизации при этом минимальна. Отливки, от которых требуются высокие антифрикционные свойства, подвергаются высокотемпературному отжигу (~1000°С) с целью разложения цементита. Для повышения механических свойств иногда после графитизирующего отжига проводят закалку с отпуском.
Марганцовистые стали. Марганец является элементом, расширяющим область γ-твердого раствора. Основными элементами, определяющими свойства низколегированных марганцовистых сталей, являются марганец и углерод. Образуя твердый раствор замещения, марганец упрочняет феррит, но основное влияние на повышение прочности оказывают более устойчивые, чем цементит, сложные карбиды (Fe, Mn)3С. Содержание углерода и марганца выбирают в зависимости от требуемого соотношения прочности и пластичности. Чем ниже требуемая прочность и выше пластичность, тем больше должно быть в стали марганца и меньше углерода.
Низколегированную марганцовистую сталь для фасонных отливок подразделяют на низкоуглеродистую (0,15 - 0,25 % С; 1,2—1,6 % Mn). среднеуглеродистую (0,3 - 0,4 % С; 1,1—1,9 % Mn) и повышенной прочности (до 0,4 % С; 1,05 - 2,0 % Mn). В зависимости от соотношения углерода и марганца, а также ог требуемых свойств отливки подвергают закалке или нормализации с отпуском. Из низколегированных марганцовистых сталей изготовляют отливки, испытывающие значительный износ, ударные и переменные нагрузки. Это детали для железнодорожного транспорта, экскаваторов и др. В ГОСТ 977-88 группа марганцовистых сталей представлена марками 20ГЛ и 35ГЛ.
|
|
|
Никелевые стали. Никель расширяет аустенитную область, образует с железом твердые растворы и не дает карбидов. Упрочняющее действие никеля в низколегированной стали заключается в повышении прочности феррита при одновременном сохранении пластичности. Никель понижает температуру мартенситного превращения, увеличивает прокаливаемость стали. Наиболее распространенная низколегированная никелевая сталь содержит 0,2 - 0,4 % С и до 2 % Ni. Никелевая сталь обладает повышенной ударной вязкостью даже при низких температурах, равномерностью свойств по сечению отливки. Отливки из никелевой стали с низким содержанием углерода иногда подвергают химико-термической обработке для упрочнения поверхности. С повышением содержания углерода возрастает прочность, но снижается пластичность. Из низколегированных никелевых сталей изготовляют отливки для прокатных станов, горно-обогатительного оборудования, судов, локомотивов.
Хромистые стали. Хром повышает устойчивость феррита, образует прочные карбиды; замещая частично железо в цементите, значительно повышает его устойчивость. Свойства хромистой конструкционной стали определяются как содержанием хрома, так и углерода. Повышение прочности хромистых сталей объясняется главным образом блокированием плоскостей скольжения карбидами (Fe, Сг)3С, а также измельчением зерна. Хром значительно повышает прокаливаемость стали. Отливки получают из низколегированных хромистых сталей с 0,35 - 0,60 % С и до 2 % Сг.
Ванадиевые стали. Объем производства отливок из ванадиевых сталей в последние годы непрерывно увеличивается. Применение ванадия в небольших количествах (≤ 0,1 %) в несколько раз более эффективно, чем применение таких же количеств Mn, Si, Cr, Ni и др. Ванадий образует прочный карбид VC, который существует наряду с цементитом. Мелкодисперсный карбид УС выделяется при охлаждении из аустенита, выполняя роль упрочняющей фазы. Оказывая заметное упрочняющее влияние, этот карбид практически не снижает пластичность, трещиноустойчивость, свариваемость сталей.
|
|
|
Более часто используют конструкционные стали, легированные несколькими элементами одновременно. В этом случае легче достигается оптимальное сочетание прочности и пластичности. Сложнолегированные стали применяются для изготовления сложных высоконагруженных отливок. Наиболее распространенными из них являются стали 30ГСЛ, 35ХГСЛ, 35ХМЛ, 35НГМЛ, З0ХНМЛ, 08ГДНФЛ и др. Молибденсодержащие стали характеризуются меньшей отпускной хрупкостью, лучшей прокаливаемостью.
2.9.3. Особенности изготовления отливок из высоколегированных сталей со специальными свойствами.
Особенности изготовления отливок из износостойких сталей. Д ля изготовления фасонных отливок наибольшее распространение получили износостойкие стали 110Г13Л, а также 120Г13Х2БЛ, 130Г4ХМФАЛ (ГОСТ 977-88). Сталь 110Г13Л по структуре относится к аустенитному классу. Устойчивая аустенитная структура образуется в Fe-Мп-С сплавах, содержащих 1-1,3 % С и 9-15 % Mn. Медленно охлажденные сплавы этого состава состоят из аустенита и карбидной фазы переменного состава (Fe, Мn)3С. Аустенит представляет собой твердый раствор замещения марганца в железе, в котором углерод находится между узлами кристаллической решетки. Отливки подвергают закалке путем нагрева до 1050—1100 °С и последующего быстрого охлаждения в холодной воде. После термической обработки сталь 110Г13Л немагнитна, приобретает высокие свойства: σв = 800-1000 МПа; σт = 250-700 МПа; σВ /σТ = 30 - 40%;  = 40 -55 %;
= 40 -55 %;  = 35-45 %; КСV = 2000-3000 кДж/м2; 180—220 НВ.
= 35-45 %; КСV = 2000-3000 кДж/м2; 180—220 НВ.
Уникальным свойством стали является высокое сопротивление износу при работе в условиях ударных или высоких статических нагрузок,,когда сталь наклёпывается и твердость ее возрастает до 600 НB. Упрочнение стали при наклепе вызывается дроблением зерна аустенита, выпадением дисперсных карбидов, а также превращением аустенита в мартенсит по плоскостям сдвигов. Склонность к наклепу делает эту сталь труднообрабатываемой. Специфические свойства стали 110Г13Л определили практическую область ее применения. Из этой стали отливают сердечники стрелочных переводов и крестовины трамвайных путей, сменные детали щековых и конусных дробилок, экскаваторов и многих других машин.
Стандарт допускает значительные колебания химического состава, %: 11,5—15 Mn; 0,9—1,4 С; 0,3—1 Si; до 0,12 Р; до 0,05 S. Химический состав зависит от назначения, типа и специфических требований, предъявляемых к изделиям. Для стали 110Г13Л оптимально отношение Mn/С = 10. Повышение содержания углерода уменьшает пластичность, а понижение - износостойкость. Увеличение содержания кремния желательно для повышения износостойкости, но вызывает образование трещин. Фосфор и сера отрицательно влияют на эксплуатационные и технологические свойства, поэтому их содержание должно быть минимальным.
Необычно высокое содержание фосфора (до 0,12 %) обусловлено тем, что значительная часть его неизбежно вносится в сталь на заключительном этапе плавки при легировании стали марганцем. Обычно это осуществляют путем присалдки ферромарганца, в обычных сортах которого концентрация фосфора составляет 0,35-0,55 %. Исследования показали, что фосфор оакзывает вредное влияние на свойства стали 110Г13Л, особенно на её пластические свойства. Так, каждая 0,01 % фосфора в пределах марочного состава снижает ударную вязкость на 0,3 мДж/м2, а относительное удлинение - на 1 %. Поэтому при изготовлении особо ответственных отливок легирование стали марганцем следует специальными марками ферромарганца с низким содержанием фосфора, хотя они существенно дороже.
Сталь 110Г13Л выплавляют преимущественно в дуговых печах с основной футеровкой. При выплавке стали методом окисления шихту составляют из отходов углеродистой стали и передельного чугуна в соотношении. В качестве шлакообразующего материала в завалку вводят известь. После расплавления шихты при нормальном содержании углерода (~ 0,4 %) проводят окислительный период путем присадки железной руды или продувки расплава газообразным кислородом. При этом окисляют до 0,25-0,30 % углерода. В результате получают расплав стали с низкими содержаниями углерода (0,10-0,15 %) и фосфора (0,03 %). Окислительный шлак удаляют и проводят предварительное раскисление стали путем присадки в расплав ферромарганца и ферросилиция. Затем наводят новый шлак из извести и плавикового шпата и раскисляют его присадкой молотого кокса и дробленого ферросилиция. При этом плавку осуществляют под белым или карбидным (при двойном расходе кокса) шлаком, в котором содержание оксида железа не превышает 1 %.
Легирование стали марганцем осуществляют путем ввода ферромарганца в расплав в несколько приемов.
Окончательное раскисление стали проводят на желобе печи алюминием (0,5—0,8 кг алюминия на 1 т металла).
В крупных сталелитейных цехах, специализирующихся на выпуске отливок из стали 110Г13Л и имеющих возможность получать лом этой же стали, часто применяют метод переплава. В этом случае шихту составляют на 90 % из отходов производства и лома и не более чем на 10 % из низкоуглеродистой стали или же на 100 % из отходов производства. В качестве шлакообразующего материала используют известь, вводя ее при завалке и в период расплавления. После расплавления проводят предварительное раскисление ванны кусковым ферросилицием. Затем в печь подают смесь извести, плавикового шпата, дробленого ферросилиция; в дальнейшем вместо ферросилиция используют молотый кокс. Сталь до заданного состава по марганцу доводят за 10—15 мин до ее выпуска. Продолжительность выдержки под белым шлаком и требования к шлаку остаются теми же, что и при выплавке стали из свежих материалов.
В случае отсутствия основных печей сталь 110Г13Л можно получить методом смешения кислой электростали (<0,15 % С; <0,06 % Р), выпускаемой при 1600 °С в ковш с разогретым кусковым ферромарганцем. Ковш с ферромарганцем нагревают до 800 °С форсункой. При смешении достигается достаточно полное и быстрое выравнивание концентрации марганца по всему объему стали. Однако, качество стали, полученной этим методом, значительно ниже, чем выплавленной из свежих материалов или даже методом переплава.
Особенности технологического процесса получения отливок из стали 110Г13Л определяются специфическими свойствами этого сплава. Интервал его затвердевания 1400—1340 °С, поверхностное натяжение ниже, чем углеродистой стали, в 1,5 раза. Высокомарганцовистая сталь по сравнению с углеродистой характеризуется большим коэффициентом термического сжатия (в 2 раза) и меньшей (в 2 раза) теплопроводностью. Низкая теплопроводность стали делает невозможной сквозную закалку стенок отливок толще 120 мм. Кроме этого, в толстом сечении металл имеет пониженные свойства вследствие сильной транскристаллизации и ликвации углерода, фосфора и серы, поэтому толщина стенок отливки должна быть не более 120 мм.
Высокомарганцовистая сталь из-за присутствия оксида марганца агрессивна по отношению к шамотной футеровке ковша и песчаной форме, поэтому целесообразно применять магнезитовые или графитовые пробки и стаканы сифонного припаса. Во избежание формирования трудноотделимого пригара песчаные формы без покрытий можно применять только при изготовлении тонкостенных отливок. Полость форм средних и крупных отливок целесообразно облицовывать составами из основных огнеупорных материалов (магнезит, хромомагнезит) или наносить на поверхность полости покрытия.
Несмотря на высокую жидкотекучесть стали 110Г13Л, разливку ее по формам необходимо проводить с большой скоростью, чтобы исключить значительное окисление. Необходимость обеспечения однородности свойств стали в отливаемой партии отливок предопределяет необходимость разливки всей плавки за короткое время в узком интервале температур и при невысоком перегреве (1420—1500 °С). Повышение температуры заливаемой в форму стали от 1414 до 1530 °С приводит к снижению предела прочности с 800 до 570 МПа, относительного удлинения с 32,5 до 17,4 % и ударной вязкости с 2400 до 1230 кДж/м2. Такое изменение связано, прежде всего, со склонностью стали к транскристаллизации и формированием грубой структуры.
Принимая во внимание повышенную литейную усадку стали, в состав формовочных смесей часто вводят опилки, применяют оболочковые стержни, т. е. делают все возможное для увеличения податливости формы. Значительная усадка, интенсивное развитие ее в интервале, близком к температуре кристаллизации, низкая прочность и пластичность при высоких температурах обусловливают большую склонность стали 110Г13Л к трещинообразованию. Для борьбы с горячими трещинами, кроме увеличения податливости формы, целесообразно снижать до минимума содержание кремния, фосфора и серы, уменьшать окисленность металла, упрочнять слабые места холодильниками и усадочными ребрами.
Из-за низкой теплопроводности и высокого коэффициента термического сжатия в отливках возникают большие термические напряжения, которые вместе с повышенной хрупкостью (в литом состоянии благодаря присутствию карбидов) часто являются причиной образования холодных трещин. Для борьбы с холодными трещинами используют различные способы выравнивания скоростей охлаждения отдельных узлов отливки. Режим охлаждения отливки в области высоких температур (950—500 °С) обусловливает количество и размер карбидов, выпадающих из аустенита ввиду снижения растворимости в нем углерода. При этом, ускорение охлаждения в интервале интенсивного выделения карбидов позволяет получить более благоприятную литую структуру (мельче карбиды и меньшее их количество). Такое изменение литой структуры в свою очередь дает возможность осуществлять форсированный нагрев отливок под закалку, сокращать продолжительность всего цикла (нагрев и выдержку), добиваться повышения плотности стали. Последнее обстоятельство связано с тем, что карбидная фаза (Fe, Mn)3С по сравнению с аустенитом характеризуется большим значением удельного объема, поэтому растворение карбидов в процессе термообработки приводит к возникновению пористости (рис. 96).
Рис. 2.9.1. Фрактограмма излома образца закаленной стали 110ПЗЛ
Реализация оптимального (ускоренного) охлаждения отливок сердечников стрелочных переводов позволила повысить пластичность стали, ее стабильность и долговечность отливки.
Для получения высоких пластических, прочностных свойств (обеспечения однофазной аустенитной структуры) все отливки подвергают закалке в холодной проточной воде. Исправление дефектов заваркой производят после закалки отливки, в нагретом состоянии. Заваренную отливку подвергают повторной закалке.
Особенности изготовления отливок из коррозионно-стойких сталей. Высоколегированные хромистые, хромоникелевые и никельхромистые стали часто (для улучшения их свойств и экономии дефицитного никеля) дополнительно легируют Мо, V, Mn, Cu, Ti, N, В, W.
Хром сообщает высоколегированным сталям свойство пассивироваться в окислительных средах. Повышение коррозионной стойкости стали при легировании хромом происходит скачкообразно при концентрации хрома в феррите 1/8 моля (11,7 %). Дальнейшее заметное повышение коррозионной стойкости отмечается при содержании в феррите 2/8, 3/8 и т. д. моля хрома (что соответствует 23,4: 35,1 %). При таких концентрациях хрома электродный потенциал повышается скачкообразно, резко меняются химические свойства сплава, и на поверхности стали вместо рыхлого слоя оксидов железа появляется плотная тонкая пленка оксидов хрома. Эта пленка и обеспечивает высокую коррозионную стойкость хромосодержащих сталей в окислительных средах.
Никель имеет более высокий электродный потенциал, т. е. меньшее сродство к кислороду, чем железо. При сплавлении никеля с железом кислотостойкость передается сплаву.
На основании изложенного выше, а также с учетом требований, предъявляемых к структуре, механическим свойствам, условиям производства, выбирают оптимальный состав стали. Минимальное общее содержание основного легирующего элемента (хрома) в стали назначают с учетом концентрации углерода и возможности образования карбидной фазы (Сг, Fe)7С3 или (Сг, Fe)4С. По ГОСТ 977-88 отливки из коррозионно-стойких сталей подразделяют по структуре на шесть классов.
Стали мартенситного класса (20Х13Л, 10Х14НДЛ, 09Х16Н4БЛ, 09Х17НЗСЛ и др.) применяют для изготовления отливок, работающих в малоагрессивной среде и одновременно в условиях умеренных ударных и статических нагрузок (детали повышенной прочности для авиационной, химической и других отраслей промышленности, литые детали турбин с рабочей температурой до 600 °С).
Сталь мартенситно-ферритного класса (15Х13Л) обладает удовлетворительной коррозионной стойкостью в атмосферных условиях и пресной воде. Из нее можно изготовлять отливки, подверженные ударным нагрузкам.
Сталь ферритного класса (15Х25ТЛ) является кислотостойкой и одновременно жаростойкой, предназначена для производства отливок химического машиностроения, не подвергающихся большим механическим нагрузкам. Низкие механические свойства обусловлены крупнозернистой структурой, а повышение концентрации хрома в феррите снижает пластичность последнего.
Стали аустенитного класса (07Х18Н9Л, 10Х.18Н9Л, 12Х18Н9ТЛ, 10Х18Н11БЛ, 12Х18Н12МЗТЛ, 10Х17Н10Г4МБЛ) обладают максимальной коррозионной стойкостью. Аустенитная хромоникелевая сталь является кислотостойкой и применяется для изготовления различной арматуры в химической промышленности, коллекторов выхлопных систем, печной арматуры, работающей в среде агрессивных газов, деталей паровых и газовых турбин и т. д. Аустенитная структура стали, содержащей 18 % Сг, получается при введении не менее 8 % Ni. Иногда часть никеля может быть заменена другими, менее дефицитными аустенитизи-рующими элементами, например, азотом, марганцем.
Предельное равновесное количество углеродов, растворимое в аустените хромоникелевой коррозионно-стойкой стали, составляет 0,02—0,03 %. Избыточный углерод может быть переведен в твердый раствор при закалке (1000—1050 °С). Для предотвращения выделения карбидов хрома сталь стабилизируют сильными карбидообразующими элементами (Ti, Та или Nb). Хром в этом случае полностью остается в твердом растворе, а сопротивляемость межкристаллитной коррозии возрастает.
Стали аустенитно-мартенситного класса (08Х14Н7МЛ, 14Х18Н4Г4Л) применяются как коррозионно-стойкие для деталей, работающих при нормальных и низких температурах, и рекомендуются для замены стали 10Х18Н9Л в целях экономии никеля.
Стали аустенитно-ферритного класса (12Х25Н5ТМФЛ, 16Х18Н12С4ТЮЛ) имеют структуру, состоящую из зерен феррита, окаймленного аустенитом, что обусловливает высокие прочностные свойства, удовлетворительную пластичность после соответствующей термической обработки. Эти стали, обладающие одновременно кислотостойкостью и жаростойкостью при температурах 600-1000 °С, используют для изготовления деталей химического оборудования, оборудования нефтеперегонных заводов, лопаток компрессоров и других деталей.
Большая часть сталей приведенных марок является одновременно коррозионно-стойкой и жаростойкой. Жаростойкость, как и коррозионная стойкость, определяется главным образом прочностью и плотностью, образуемой на поверхности изделия оксидной пленки. Гораздо меньше сталей являются жаропрочными, т. е. способными сопротивляться пластической деформации и разрушению при температурах выше 550 °С. Более высокой жаропрочностью обладают сплавы, соответствующие по составу насыщенному твердому раствору, способному к дисперсионному твердению. В результате дисперсионного твердения выделяющиеся по границам зерен мелкие интерметаллические и карбидные фазы замедляют диффузионные процессы и затрудняют сдвиг кристаллов относительно друг друга. Максимальной жаропрочностью обладают сложиолегированные стали, в которых твердый раствор имеет высокие температуры плавления и рекристаллизации, а дополнительные элементы образуют мелкодисперсные фазы внедрения или вызывают дисперсионное твердение за счет частичного распада твердого раствора.
Выплавка высоколегированных хромистых и хромоникелевых сталей осуществляется в печах с основной футеровкой (преимущественно дуговых и индукционных). В дуговых печах сталь получают как из свежей шихты с окислением, так и методом переплава, а в индукционных печах - методами сплавления и переплава. Основные технико-экономические проблемы, связанные с подготовкой качественного литейного расплава, заключаются в предупреждении чрезмерного угара хрома и других легирующих элементов, получении в стали возможно низкой концентрации углерода (0,02—0,03 %) при использовании дешевых шихтовых материалов, рафинировании стали от неметаллических включений и газов.
Технологию выплавки стали методом окисления применяют для особо ответственных отливок. В завалку вместе с низкоуглеродистым ломом задают руду и известь. После расплавления шихты шлак частично или полностью скачивают и наводят новый. С целью обезуглероживания ванны, дегазации, удаления неметаллических включений в хорошо нагретый металл добавляют руду или продувают его кислородом. После удаления окислительного шлака проводят раскисление ферросилицием, силикохромом, алюминием, наводят восстановительный шлак и в два-четыре приема вводят нагретый низкоуглеродистый феррохром. В процессе расплавления феррохрома шлак раскисляют смесями порошков ферросилиция, алюминия и силикокальция. Титан в виде ферротитана вводят в ванну перед выпуском. Губку или металлические отходы титана присаживают в ковш.
Переплав высоколегированных отходов можно вести как с применением газообразного кислорода, так и без него. Если наличие отходов позволяет получить содержание углерода в ванне по расплавлении на 0,05—0,1 % меньше заданного нижнего предела, то плавку ведут без применения кислорода. Если состав металла по расплавлении близок к расчетному, то проводят раскисление шлака молотым коксом, ферросилицием и алюминием. Легирующие элементы при этом восстанавливаются из оксидов шлака. Чаще применяют технологию, предусматривающую кратковременную продувку ванны газообразным кислородом.
Обезуглероживание высокохромистой ванны базируется на избирательном окислении углерода при высокой температуре в присутствии хрома. Благодаря экзотермическим реакциям продуваемый кислородом металл нагревается значительно быстрее, чем от электрических дуг. Барботаж ванны обеспечивает снижение в стали азота и водорода. После раскисления силикохромом и ферросилицием состав корректируют присадкой феррохрома и других легирующих элементов, шлак раскисляют порошкообразными смесями алюминия и ферросилиция.
Выплавка экономнолегированных азотосодержащих коррозионно-стойких литейных сталей связана с решением двух проблем: обеспечением стабильного усвоения азота и использованием недефицитных, дешевых материалов и методов. Одним из перспективных решений этих проблем является азото-кислородная продувка ванны. Эта технология предусматривает получение в печи полупродукта из легированных отходов и лома, дешевых марок углеродистого феррохрома и его продувку в печи кислородом для снижения концентрации углерода до 0,1 %. Этот полупродукт, температура которого 1750 °С, сливают в ковш вместе со шлаком и продувают через пористые пробки последовательно осушенным воздухом и азотом (рис. 97).
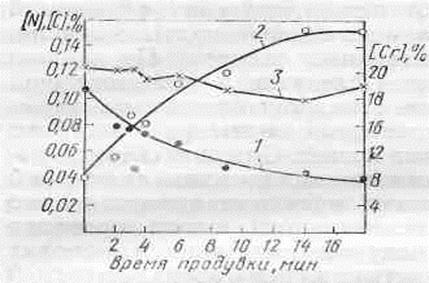
Рис. 2.9.2. Изменение содержания углерода (1), азота (2) и хрома (3)
во время продувки сплава воздухом
После раскисления силико-кальцием сталь переливают в разливочный ковш. Выплавленная таким образом экономнолегированная никелем азотосодержащая сталь содержала 0,12—0,16 % азота и обладала более высокими технологическими и служебными свойствами, чем сталь 10Х18Н9ТЛ.
Высоколегированные хромистые и хромоникелевые стали различных марок мало отличаются друг от друга по литейным свойствам, поэтому технологические процессы изготовления отливок имеют много общего. Жидкотекучесть хромистых и хромоникелевых высоколегированных сталей выше, чем углеродистых с соответствующим содержанием углерода. Увеличение жидкотекучести связано с более низкой температурой солидуса (на 50—20 °С) и ликвидуса (на 70—30 °С) легированных сталей по сравнению с углеродистыми сталями. Существенному повышению жидкотекучести способствует продувка стали инертным газом в ковше. Однако, несмотря на это, формы необходимо заливать сталью с большим перегревом и быстро. Увеличение температуры и скорости заливки вызвано склонностью этих сталей к пленообразованию. Наличие плен, состоящих главным образом из оксидов хрома и железа, не только ухудшает условия заполнения полости формы, но может быть причиной резкого снижения качества отливки из-за нарушения ее сплошности и повышенной склонности к пригару. Чтобы предупредить получение плен и включений в отливках со средней толщиной стенок, сталь разливают быстро при 1580—1600 °С. Конструкция литниковой системы, выбор места и способа подвода металла должны обеспечивать его плавное движение, исключать образование встречных потоков.
С целью уменьшения окисления в период заливки и пригара на поверхность формы целесообразно наносить противопригарные покрытия, облицовочные смеси на основе хромистого железняка, хромомагнезита и циркония, проводить разливку в среде аргона, применять фильтровальные устройства в литниковой системе. Особо следует подчеркнуть недопустимость применения углеродсодержащих связующих и добавок. В этом случае углеродом насыщается поверхностный слой отливки глубиной ~2 мм, содержание углерода в нем достигает 0,3 %, что резко снижает сопротивление
межкристаллитиой коррозии.
Повышенная температура заливки вызывает формирование.грубой первичной структуры, которую часто невозможно изменить термической обработкой вследствие отсутствия у ряда сталей фазовых превращений. Измельчение первичного зерна достигается дополнительным легированием и модифицированием стали Mg, N, В, Се, Ti, Zr.
Высокая температура заливаемой стали, пониженная ее теплопроводностью, быстрое заполнение формы способствуют образованию больших (по сравнению с углеродистой сталью) усадочных раковин, что требует увеличения размеров прибылей. В целях уменьшения расхода жидкого металла при производстве отливок из высоколегированных хромистых и хромоникелевых сталей особенно эффективны дополнительный разогрев металла в прибыли, использование повышенного воздушного и газового давления и др.
Большая растворимость газов и трудность их удаления из затвердевающей отливки вследствие повышенной вязкости стали часто являются причинами образования в отливках газовых раковин.
Линейная усадка коррозионно-стойких жаростойких и жаропрочных сталей изменяется в широких пределах в зависимости от их структуры. Максимальную усадку имеют стали аустенитного класса, а минимальную — стали мартенситного класса. Низкая теплопроводность, крупнозернистая структура, недостаточная пластичность и прочность при высоких температурах вызывают повышенную склонность сталей, высоколегированных хромом и никелем, к образованию горячих трещин, поэтому литейная форма должна обладать максимально достижимой податливостью.
Хромистые стали почти всех классов (по структуре) склонны к образованию холодных трещин. Причиной этого является повышенная хрупкость из-за наличия карбидов, σ-фазы. Значительно меньше опасность образования холодных трещин в хромосодержащих сталях аустенитного класса из-за низкого предела упругости и сравнительно хорошей пластичности. Многие отливки подвергают различным видам термической обработки, режим которых определяется химическим составом стали и назначением отливки.
Особенности технологии изготовления отливок из хладностойких сталей. Развитие криогенной техники, бурное освоение сырьевой базы в районах Крайнего Севера и Дальнего Востока потребовали изготовления машин и различного оборудования, способного надежно и длительно работать при отрицательных температурах. Основной причиной, вызывающей снижение пластичности и сопротивления хрупкому разрушению в области отрицательных температур, является загрязненность сплава кислородом, серой, фосфором, рядом цветных металлов. С их присутствием связано образование различной формы неметаллических включений, снижение межкристаллической прочности.
Многолетняя практика показала, что допускаемые стандартом концентрации серы и фосфора (~0,04-0,05 % каждого) являются чрезвычайно высокими. При уменьшении содержания серы в нелегированной и низколегированной конструкционных сталях от 0,04 до 0,01 % ударная вязкость возрастает в 2-3 раза, снижается порог хладноломкости. Отрицательное влияние серы и фосфора на ударную вязкость низколегированных марганцем литейных сталей с различным содержанием углерода иллюстрируется рис. 98.
Установлено, что наибольший рост пластичности и ударной вязкости достигается при содержании серы менее 0,01%. Следовательно, одним из направлений повышения хладностойкости стали является её глубокая десульфурация.
Количество оксидных включений и их форма во многом определяются природой раскислителей и технологией проведения этой операции. Применение для окончательного раскисления силикокальция, силикобария, силицидов РЗМ (33 % РЗМ, 33 % Si, 33 % Fe) позволяет не только снизить общую загрязненность стали неметаллическими включениями, но и придать им более благоприятную округлую форму.
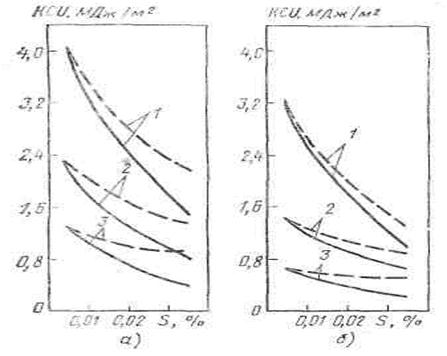
Рис. 2.9.3. Влияние серы (сплошные линии) и модифицирования (штриховые линии)
на ударную вязкость сталей) при температуре 20 (а) и - 60 °С (б)
1 – сталь 10ГЛ, 2 - сталь 20ГЛ, 3 – сталь 35ГЛ.
Существенное значение имеет строение металлической основы. Мелкозернистая равноосная структура матрицы, получаемая в результате легирования и термической обработки, повышает хладостойкость стали.
Особенностью хладостойких литейных сталей (ГОСТ 21357-87) является низкая допустимая концентрация серы и фосфора (до 0,02 % каждого). Большую часть сталей легируют молибденом (0,1 -0,3 %) и ванадием (0,06—0,15 %). Стандарт требует обрабатывать сталь при выплавке комплексными раскислителями и лигатурами РЗМ. Литые детали из хладостойкой износостойкой стали эксплуатируют при температуре до - 60 °С.
Таким образом, основные особенности производства хладостойких отливок заключаются в выплавке, модифицировании сплавов и термической обработке отливок.
Кафедра технологии литейных процессов
«ПРОИЗВОДСТВО ОТЛИВОК ИЗ СТАЛИ И ЧУГУНА»
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4148; Нарушение авторских прав?; Мы поможем в написании вашей работы!