КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Штамповка
Ковка
Ковкой называется обработка металла, находящегося в пластическом состоянии под действием бойков молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при надобности подкладного инструмента. Изделие, получаемое ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массу от нескольких граммов до 350 т и более. Большие поковки получают непосредственно из слитков, поковки средних и малых размеров — из прокатных заготовок.
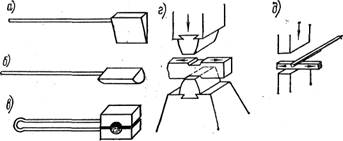
Ковку применяют в условиях единичного и мелкосерийного производства. Заготовку куют между нижним (неподвижным) и верхним (подвижным) бойками молота или пресса. Контактирующие с заготовкой поверхности бойков и подкладных инструментов определяют направление деформации (течения) металла заготовки. На рис. 141, а—д показаны некоторые подкладные инструменты: топор (а), раскатка (б), обжимка (в). При ковке выполняется протяжка, осадка, гибка, пробивание или прошивание отверстий, выглаживание, рубка.
|
| Рис. 141 |
При протяжке длина заготовки увеличивается за счет уменьшения ее поперечного сечения. Вначале куют на квадрат, что дает наибольшую скорость деформирования, после чего (если нужно) скругляют заготовку или формуют. Для протяжки заготовку кладут поперек бойков, передвигая ее и кантуя на 90° после каждого обжатия. Чтобы ускорить протяжку, применяют закругленные бойки (рис. 141, г) и раскатки (рис. 141, д), увеличивающие удлинение за одно обжатие.
При осадке поперечное сечение заготовки увеличивается за счет высоты. Осадку не всей заготовки, а лишь ее части называют высадкой.
Для гибки нужен местный нагрев заготовки; для получения одинакового сечения по длине заготовки в месте изгиба предварительно делают высадку. Для гибки заготовку зажимают между бойками молота.
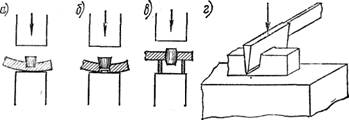
Для прошивания отверстий прошивень вбивают в заготовку приблизительно до половины ее толщины (рис. 142, а), затем заготовку переворачивают и пробивают отверстие насквозь (рис. 142, б); расширяют и выравнивают отверстие с помощью бочкообразной оправки (рис. 142, в).
Отрубка под молотом производится топорами (рис. 142, г).
Для выглаживания крупных поковок производят легкие удары бойка молота, мелкие поковки выглаживают гладилками. Для отделки применяют также подходящие обжимки.
Из ковочных молотов наибольшее распространение имеют пневматические и паровоздушные молоты.
Пневматический молот (рис. 143) работает от электродвигателя /. Молот имеет компрессорный 2 и рабочий 4 цилиндры, сообщающиеся между собой. При работе воздух, играющий роль упругой связи, нагнетается поршнем 3 попеременно то в нижнюю, то в верхнюю часть рабочего цилиндра, в результате боек 5 наносит удары по заготовке. Падающие части пневматических молотов имеют массу от 75 до 1000 кг; число ударов в минуту от 95 до 225. Устройство распределительных кранов позволяет удерживать боек в верхнем или нижнем положении (прижимать заготовку к нижнему бойку). Пневматические молоты используют для обработки некрупных поковок.
Для обработки средних по массе (до 3 т) поковок применяют паровоздушные молоты двойного действия, в которых используется энергия сжатого воздуха или пара при давлении 100—800 кПа;падающие части этих молотов имеют массу 1—5 т; число ударов 30—60 в минуту.
Для обработки крупных заготовок применяют гидравлические и парогидравлические прессы. Действие гидравлического пресса основано на законе Паскаля. Давление (до 20 МПа) в рабочем цилиндре / (рис. 144) через плунжер 2, траверсу 3 и боек 4 передается на заготовку 5.
В парогидравлических прессах вода в рабочий цилиндр поступает не от насоса (как в гидравлических), а от мультипликатора, усиливающего давление до 40—60 МПа. Современные гидравлические и парогидравлические прессы имеют рабочее усилие в несколько сотен меганьютонов; уникальные прессы развивают усилие до 2000 МН и обеспечивают обработку слитков массой до 500 т.
Производительность штамповки в десятки раз чем ковки, кроме того, при штамповке достигается значительно большая, чем при ковке, точность размеров и малая шероховатость поверхности. Так, нередко после штамповки изделия не требуют механической обработки. Однако штамповка выгодна лишь при массовом и крупносерийном производстве, когда окупаются затраты на изготовление сложных форм (штампов). Штамповка бывает горячей и холодной, объемной и листовой.
Горячая объемная штамповка производится на молотах и ковоч-ныхТГЗшинах. Если при ковке течение металла направляется бой бойками и подкладными инструментами, то при штамповке оно ограничивается полостью штампа и заготовка принимает форму этой полости (ручья).
Штамповкой можно изготовлять весьма сложные поковки массой преимущественно до 100 кг (в отдельных случаях до 2 т).
Штамповка на молотах — наиболее распространенный способ горячей штамповки. Штамп (рис. 145, а) состоит из двух частей: верхней 1 и нижней 2. Нагретая заготовка помещается в нижнюю полость штампа. При ударах верхней части штампа металл течет и заполняет ручей. Излишки металла выдавливаются из ручья в кольцеобразную полость, в результате чего образуется так называемый облой (заусенец) 3 (рис. 145, б), который обрезают затем в специальном обрезном шталше.
По количеству ручьев штампы разделяют на одно- и многоручьевые. Одноручьевые штампы применяют для изготовления простых поковок и для штамповки заготовок, предварительно подготовленных ковкой.
Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. В заготовительных ручьях, находящихся по краям штампа, выполняются переходы протяжки или гибки, в штамповочных — придание заготовке нужной формы, в отрезных — отделение поковки от прутка(катаной заготовки). На рис. 146 приведены многоручьевой штамп, а также эскиз исходной заготовки, ее деформирования при выполнении последовательных переходов штамповки и готовая поковка. Заготовка поступает сначала в протяжной ручей 4, где протягивается, затем ее деформируют в подкатном ручье 3 для утолщения на концах, далее передают в гибочный ручей /, после чего штампуют сначала в предварительном 2, а затем в окончательном 5 ручьях.
Помимо штамповки с облоем, существует безоблойная штамповка в закрытых штампах из точных по объему заготовок. Для горячей штамповки применяют кривошипные прессы, фрикционные и паровоздушные молоты, горизонтально-ковочные машины.
На рис. 147 приведена схема кривошипного горячештамповоч-ного пресса. Эти прессы быстроходны (35—90 ходов в минуту) и развивают давление от 5 до 80 МН.
Из фрикционных молотов широко распространены молоты с доской (рис. 148), у которых боек / связан с дубовой доской 2; эта доска поднимается вращающимися роликами 3 и свободно падает для нанесения удара при отведении роликов. Масса падающих частей 50—3000 кг, число ударов — до 60 в минуту.
На горизонтально-ковочных машинах изготовляют поковки, имеющие форму сплошных стержней с утолщением (болты, заклепки), или поковки кольцеобразной формы (втулки, гайки, кольца). Операция сводится к выполнению высадки прокатной заготовки и при необходимости прошивки.
На рис. 149 приведена схема изготовления поковки формы ступенчатого кольца. Штамп имеет два ручья. В первом (рис. 149, а) ручье производится высадка ударами бойка / для получения наружного контура кольца, во втором (рис. 149, б) ручье пуансоном 2 прошивается отверстие и выталкивается излишек заготовки. Машинами развивается давление от 500 до 30 000 кН.
Горячая листовая штамповка применяется для листов толщиной свыше Ь мм при ЩТШШздсгееГкотлов, аппаратов для химической промышленности, в судостроении. Штамповку производят главным образом на гидравлических листоштамповочных прессах с усилием 2—12 МН, а мелких изделий — на фрикционных винтовых прессах.
Холодная листовая штамповка применяется для изделий из листов стали, алюминия и его сплавов, меди, латуни, сплавов магния. Ниже приведены главные операции листовой штамповки.
Вырубка производится для изготовления из листа плоских изделий с любой формой контура (круг, квадрат, овал), а также для пробивки отверстий. Штампы для вырубки и пробивки имеют матрицу 4 (рис. 150, а) и пуансон 1, который при движении вниз острыми краями рабочего контура срезает часть заготовки; при обратном движении остаток заготовки 3 упирается в съемник 2 и снимается с пуансона.
Разделительной операцией является также отрезка, она производится на ножницах (параллельных, гильотинных, дисковых).
Вытяжкой получают полые изделия из листовой заготовки. Заготовку диаметром О кладут в выточку матрицы (рис. 150, б) и вытягивают пуансоном в стакан (рис. 150, в). Чтобы не срезать заготовку, края пуансона скругляют. Если зазор а между матрицей и пуансоном равен толщине заготовки, то толщина стенок изделия остается такой же, если этот зазор меньше, то стенки становятся тоньше.
На рис. 150, г приведен пример отбортовки, которая заключается в образовании в изделии с пробитым отверстием а отверстия большего диаметра О с бортами высотой Н. Отбортовка выполняется пуансоном при креплении заготовки в кольцеобразной выточке матрицы.
Обжим (рис. 150, б) производят для уменьшения размера крайней части заготовки, полученной вытяжкой.
При раздаче (рис. 150, ё) увеличивается размер сечения заготовки.
Для местного изменения формы, например, получения ребер жесткости, заготовку дополнительно формуют в штампах. Холодную штамповку производят под эксцентриковыми, кривошипными или фрикционными прессами. Чтобы снять наклеп, некоторые заготовки отжигают. Однако нередко наклеп улучшает качество изделий (например, когда желательна повышенная упругость), тогда отжиг не нужен,
В штамповочном производстве широко используют роботы для выполнения операций транспортировки, переходов установки заготовок в рабочую зону, передачи их от перехода к переходу, снятия заготовок со штампов. При этом благодаря применению мини-ЭВМ достигаются гибкость производственного процесса, быстрый переход к выполнению другого процесса (заказа).
|
|
Дата добавления: 2014-01-07; Просмотров: 843; Нарушение авторских прав?; Мы поможем в написании вашей работы!