КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Кінематичні ланцюги верстата моделі 561 при різних видах робіт
Фрезерування різі. При настроюванні верстата для даного виду роботи (мал. 106, а) включається муфта М4; муфта М2 зчіплюється з черв'ячним колесом 36, а муфта М3 встановлюється в нейтральне положення. Кругова подача шпинделя XVIII здійснюється від ходового валу /// через конічний реверс 45—54—54, вал VII, шестерні 47—47, вал VIII, ланцюгову передачу 18—18, коробку подач, конічні шестерні 28—28, вал XV, черв'ячну передачу 3/36, кулачкову муфту М2, порожнистий вал XVII і черв'ячну передачу 4/40.
Дійсна величина подачі S0 з урахуванням підйому гвинтової лінії різі виражається формулою:

Знаючи число обертів фрези за хвилину пФ, діаметр оброблюваного виробу dи в мм і кут підйому гвинтової лінії різі α., можна по заданій величині подачі S0 визначити необхідне передавальне відношення коробки подач iKП. Переміщення супорту з фрезерною голівкою проводиться від шпинделя виробу через ділильний диск Д1 шестерні 108—36, кулачкову муфту М4, вал XIX і змінні колеса гітари різей а1—в1 і с1—d1. За один оборот заготовки супорт повинен переміститися на величину, що дорівнює добутку числа заходів Ки на крок tи нарізуваної різі:


|
Фрезерування гвинтових канавок. Гвинтові канавки мають крупний крок, тому у кінематичному ланцюзі шпиндель - ходовий гвинт ведучим доводиться робити не шпиндель, а ходовий гвинт. Для цього муфта М2 (мал.106, б) ставиться в нейтральне положення, муфта М3 зчіплюється з черв'ячним колесом 36, а муфта М4 залишається включеною. В цьому випадку рухом подачі є відносне переміщення фрези уздовж канавки, що фрезерується, з кутом нахилу β. Величина подачі SC визначається з рівняння кінематичного ланцюгу:
|
В в цьому випадку переміщення супорту з фрезерною голівкою повин-не бути точно узгоджене з обертанням деталі. При переміщенні супорту на крок Т гвинтової канавки деталь повинна обернутися на один оберт:
Фрезерування повздовжніх пазів. В цьому випадку шпиндель з оброблюваною деталлю повинен залишатися нерухомим. Для цього муфта М4 (мал. 106, в) вимикається, а шпиндель надійно фіксується в певному положенні. Подача супорту з фрезерною голівкою здійснюється ходовим гвинтом XX, який отримує обертання від черв'ячної шестерні 36 через вал XVI і гвинтові колеса 10—25. Для цього, як і у попередньому випадку, муфта М3 зчіплюється з черв'ячним колесом 36, а муфта М2 встановлюється в нейтральне положення.
Повздовжній паз можна представити як гвинтову канавку з кутом нахилу β=0°. У такому разі вибір передавального відношення коробки подач iKП для отримання заданої подачі S можна проводити за формулою для фрезерування гвинтових канавок з урахуванням того, що cos β = 1.
Фрезерування методом обкочування. Для здійснення цього методу необхідно забезпечити певний кінематичний зв'язок обертання фрези та оброблюваної деталі. Супорт з фрезерною голівкою повинен при цьому отримувати подачу уздовж вісі деталі. Кінематичний зв'язок між шпинделем фрези і оброблюваною деталлю забезпечується гітарою обкочування та ділення із змінними колесами а,б, с, d (мал. 106, г).
В цьому випадку шестерні 47 і 47 знімаються з валів VII і VIII, муфта М2 зчіплюється з циліндрічною шестернею 32, муфта М3 зчіплюється з черв'ячним колесом 36, а муфта М4 вимикається.
При роботі методом обкочування за один оберт черв'ячної фрези деталь
повинна обернутися на k/z оборотів, де k -число заходів черв'ячної фрези, а z - число зубів або число шлиців деталі. Відповідно до цієї умови, рівняння кінематичного балансу ланцюгу від фрези до шпинделя повинно мати вигляд:

При работі методом обкочування подача суппорту S0 розраховується на один оберт деталі. Рівняння кінематичного ланцюгу від шпінделя до супорту має вигляд:

|
В умовах крупносеріного та масового виробництв використовують високо-
продуктивні автомати для обробки різей - різетокарні верстати (мал. 107).
Крім того, розроблені спеціальні верстати для різеутворення засобом пластич-ного деформування (мал. 108) накатуванням; накатування забезпечує високу якість різей, але має обмеження у застосуванні. Для підвищення якості різей після різенарізання застосовують різешліфувальні верстати, які у якості шліфу-вального інструменту використовують одно- та багатониткові плоскі шліфу-вальні круги (мал. 109). Для кінцевого оздоблення поверхонь зубів зубчастих коліс використовують зубошліфувальні верстати, які шліфують бічні поверхні зубів двома плоско-конічними кругами або шліфувальними черв'яками за методом обкочування (мал. 110).

Мал. 107. Схеми нарізання різей на різетокарних напівавтоматах

Мал. 108. Схеми накатування різей без попереднього різенарізання.
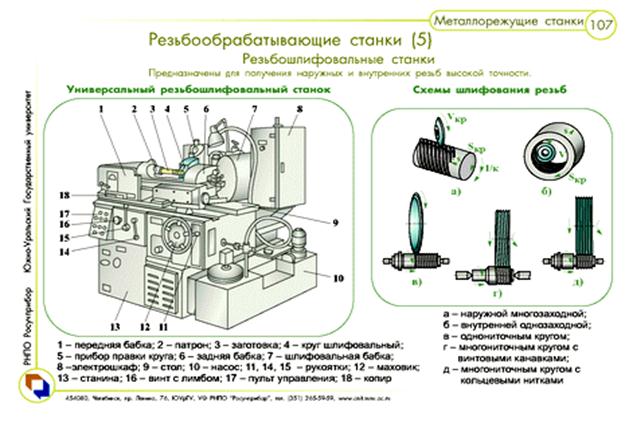
Мал. 109. Схеми та верстат для різешліфування.
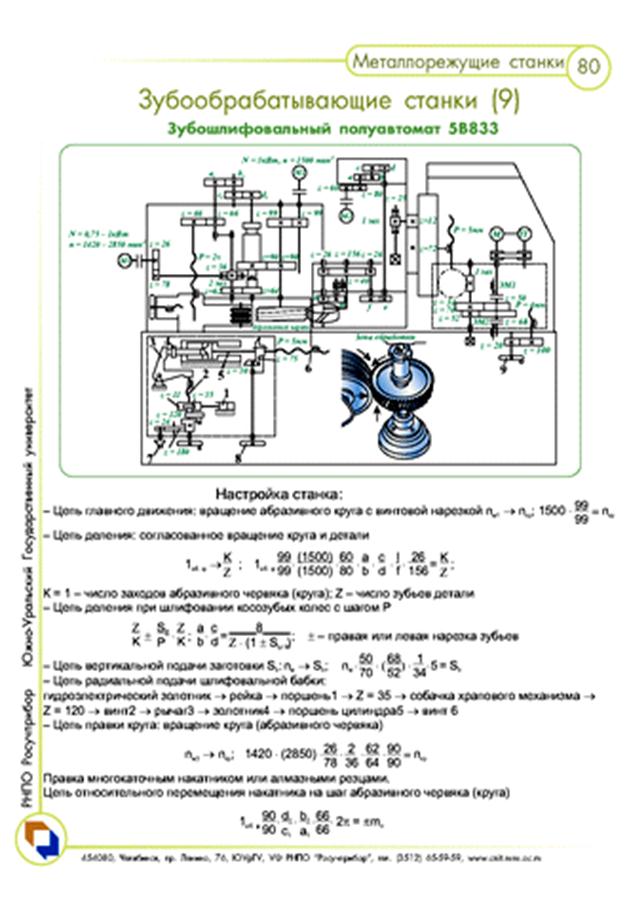
Мал. 110. Зубошліфування зубів коліс за методом обкочування.
Демонструються відеофайли: 102-106 – робота зубошліфувальних
верстатів
|
|
Дата добавления: 2014-01-07; Просмотров: 482; Нарушение авторских прав?; Мы поможем в написании вашей работы!