КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Понятие о модуле зубчатого колеса. Окружности зубчатых колес
|
|
|
|
Методы нарезания зубьев цилиндрических зубчатых колес
1. Метод копирования. В этом случае профиль зуба инструмента точно соответствует боковой поверхности зуба нарезаемого ЗК (например, эвольвенте или кривой Новикова). Нарезание осуществляют дисковыми или пальцевыми модульными фрезами или зубострогальными головками.
2. Метод огибания. Он имеет две вариации: а) метод бесцентроидного огибания; б) метод центроидного огибания. Центроиды- это линии, которые обкатываются друг по другу без скольжения. Их можно называть и начальными линиями. Частный случай центроиды или начальной линии- начальная окружность.
Условие правильного качения одного ЗК по другому является равенство окружных шагов этих колес по их начальным окружностям. В основе зацепления ЗК лежит обкатывание без скольжения двух цилиндров с диаметрами, равными диаметрам начальных окружностей данных колес (см. рис. 1.3.1).
 Из этой формулы видно, что окружной шаг- это иррациональное число, что неудобно при изготовлении ЗК. Для решения этой
Из этой формулы видно, что окружной шаг- это иррациональное число, что неудобно при изготовлении ЗК. Для решения этой
проблемы ввели понятие модуля: модуль есть окружной
шаг между зубьями ЗК по начальной
окружности (при некоррегирированных колесах), деленный на число π:
Рис. 1.3.1. Параметры ЗК.
 - рациональное число.
- рациональное число.
У ЗК есть следующие окружности: 1) начальные окружности (rн, dн), по которым обкатываются без скольжения два зубчатых колеса (начальные окружности меняются при изменении межосевого расстояния);
2) окружности вершин (rа, da)- окружности, проходящие через вершины зубьев; 3)
внутренние окружности (rf, df)- окружности, проходящие по впадинам зубьев; 4) основные окружности (rb, db)- окружности, с которых начинаются эвольвенты (основная окружность обычно ниже внутренней окружности); 5) делительные окружности(r0, d0)- те окружности, на которых окружной шаг  .
.
|
|
|
ЗК может быть получено при обкатывании по его начальной окружности зубчатой рейки (ЗР) (рис. 1.3.2).
Рис. 1.3.2. Положения ЗР при обкате ЗК.
1. Средняя линия рейки совпадает с начальной окружностью (прямой). Величина коррекции ξ=0.
2. Положительная коррекция ξ>0.
3. Отрицательная коррекция ξ<0.
 - относительная коррекция.
- относительная коррекция.
Методом центроидного огибания (обката) работают большинство зуборезных инструментов: долбяк, червячно-модульная фреза, червячно-шлицевая фреза, шевер и т. д. При этом методе происходит обкат без скольжения начальной линии режущего инструмента по начальной линии нарезаемого изделия.
Методом бесцентроидного огибания работают, например, дисковые или пальцевые фрезы при фрезеровании винтовых канавок различных деталей, т.е. когда имеет место относительный поворот обрабатываемой заготовки вокруг своей оси с одновременным ее продольным перемещением при неподвижном положении оси фрезы по отношению к оси заготовки. Центроиды или начальные кривые в этом случае отсутствуют.
Профили режущего инструмента (РИ) и детали не совпадают.
При методе центроидного огибания профиль РИ и детали также не совпадают, но при одном и том же профиле РИ для каждого из указанных методов получаются разные профили деталей.
1.4. Исходные контуры зубчатого колеса, зубчатой рейки и инструментальной рейки
Параметры стандартного ЗК (рис. 1.4.1) известны и определены ГОСТом.
Профиль зубьев стандартного ЗК будем называть его исходным контуром (Z < ∞):

Рис. 1.4.1. ЗК.
где hf- высота ножки зуба ЗК;
ha- высота головки зуба ЗК;
h- полная высота зуба ЗК.
Если Z → ∞, то получается исходный контур ЗР (рис. 1.4.2)
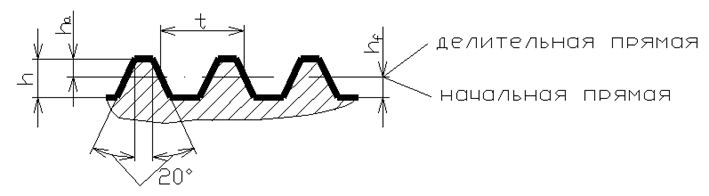
Рис. 1.4.2. Зубчатая рейка.
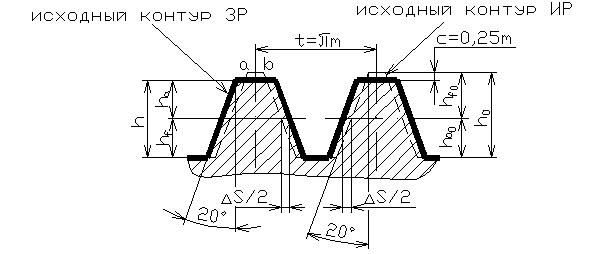
Рис. 1.4.3. Исходный контур инструментальной рейки.
|
|
|
Отличие ИР от ЗР:
1. Зуб ИР делается несколько шире впадины ЗР, что необходимо для:
а) образования на ЗК гарантированного бокового зазора в паре работающих сопряженных ЗК для компенсации погрешностей их установки относительно друг друга;
б) размещения на боковых сторонах зубьев масленой пленки.
2. Высота ножки ИР делается на 0,25m больше высоты головки зуба нарезаемого колеса, т.е. вершины зубьев нарезаемого колеса не обрабатывается при зубонарезании, а линия впадин ИР ab не участвует в резании. Все остальные параметры равны.
Количественные зависимости ИР и ЗР:


Профиль полученной нами ИР кладется в основу проектирования профиля любого зуборезного инструмента.
1.5. Нарезание зубчатых колес методом копирования
Осуществляется дисковыми или пальцевыми модульными фрезами, профиль зуба которых совпадает с профилем впадины зуба нарезаемого колеса. Для нарезания следующей впадины зуба необходимо выполнить деление для поворота заготовки на 1/z оборота. Поворот реализуют либо в делительных головках, либо в приспособлениях.
Профиль зуба ДМФ должен точно соответствовать профилю впадины нарезаемого ЗК (рис. 1.5.1).
Рис. 1.5.1. Схема нарезания ЗК дисковой модульной фрезой.
Профиль эвольвенты зависит от радиуса основной окружности:

Поскольку профиль эвольвенты (профиль боковой поверхности впадины зуба ЗК) зависит от db, который в свою очередь зависит от z (число зубьев нарезаемого ЗК), a z может меняться от 12 до ∞, то каждому z соответствует свой профиль зуба инструмента. На практике это условие реализовать экономически нецелесообразно, поэтому на практике поступаю следующим образом: весь указанный возможный диапазон z разбивают на интервалы (либо на 8, либо на 15, либо на 25 интервалов) и для каждого из этих интервалов изготавливают фрезу с профилем впадины, соответствующей минимальному z из этого интервала. Поэтому теоретически точным будет получаться профиль зуба колеса с z равным минимальному z из этого интервала; для остальных z интервала с возрастанием z, погрешность профиля нарезаемого зубчатого колеса будет возрастать, но оставаться в пределах допуска на эту погрешность.
| № | ||||||||
| zпр | 12÷13 | 14÷16 | 17÷20 | 21÷25 | 26÷34 | 35÷54 | 55÷134 | 135÷∞ |
|
|
|
Профиль инструмента делается по zmin для того, чтобы не было закливания передачи (для образования зазора при изготовлении этой фрезой ЗК с другими z из этого интервала).
Методом копирования можно нарезать косозубые цилиндрические колеса, при этом № фрезы выбирается по zпр, которое определяется по формуле:
 .
.
В этом случае инструмент (фреза) работает по методу бесцентроидного огибания.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1127; Нарушение авторских прав?; Мы поможем в написании вашей работы!