КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Получение заготовок методами сварки
Сваркой называется технологический процесс получения неразъемных соединений из металлов, сплавов и других однородных или разнородных материалов в результате образования атомно-молекулярных связей между частицами соединяемых заготовок. Это один из наиболее распространенных технологических процессов, включающий в себя помимо собственно сварки наплавку, пайку, напыление и некоторые другие операции. С помощью сварки можно соединить между собой детали из различных металлов и сплавов, керамических материалов, пластмассы. От степени развития сварки во многом зависит уровень технологии в машиностроении, приборостроении, строительстве и других областях народного хозяйства. Сварочная технология позволяет надежно соединять детали любых толщин и конфигураций.
В качестве исходных заготовок для изготовления сварных конструкций применяют продукцию проката — листы, трубы, объемную и листовую штамповки, отливки. Вследствие этого сварная конструкция может иметь очень сложную форму при относительно простой и нетрудоемкой технологии изготовления.
Разработано и внедрено в производство большое число разновидностей сварочных процессов. В зависимости от агрегатного состояния металла в месте соединения во время сварки их подразделяют на способы сварки давлением, осуществляемые с приложением давления в холодном или в подогретом состоянии, и способы сварки плавлением, при которых соединение получают расплавлением соединяемых поверхностей.
Сварка давлением. Сущность получения неразъемного сварного соединения двух металлических заготовок в твердом состоянии состоит в сближении идеально чистых соединяемых поверхностей на расстояния (2-4)·10^8 см, при которых возникают межатомные силы притяжения. При достижении таких расстояний возможен процесс образования металлических связей, т. е. появление коллективных электронов двух соединяемых поверхностей и их взаимодействие с положительно заряженными ионами кристаллических решеток.
Строение и состояние реальной поверхности соединяемых заготовок характеризуется наличием большого количества дефектов, неровностей и загрязнений. Поверхность любого, даже тщательно отполированного твердого тела всегда волниста, шероховата и имеет множество выступов микроскопической величины, высота каждого из которых, однако, на несколько порядков больше, чем расстояния, необходимые для возникновения сил межатомного взаимодействия. Вследствие наличия неровностей и выступов действительная поверхность металла в много раз превышает наши представления о ее величине, составленные на основании измерений обычными методами. Кроме того, наружную поверхность металла характеризует наличие нескомпенсированных металлических связей и большое количество дефектов кристаллического строения, что способствует ее активному взаимодействию с внешней средой и приводит к быстрому окислению и осаждению на поверхности жидкости и газов. Практически после любой обработки поверхность мгновенно покрывается тонкой пленкой окислов, а также слоем адсорбированных молекул воды и жировых веществ. Толщина этого слоя составляет 100—200 молекул и удалить его полностью не удается, так как этому препятствует возникшая между слоем и поверхностью электрическая связь. Следовательно, даже если создать идеально плоские соединяемые поверхности, при их сближении соединение не может возникнуть из-за слоя окислов и масляных пленок.
Получить прочнее неразъемное соединение двух поверхностей в твердом состоянии можно при условии удаления загрязняющих пленок и осуществления затем плотного контакта по всей соединяемой плоскости. Практически при сварке в твердом состоянии этого достигают при приложении к свариваемым заготовкам давления, величина которого должна быть достаточной для смятия всех неровностей в соединяемом сечении. В начальный момент сближения в точках касания разрушается слой осажденных на поверхности примесей и появляются «островки» металлических соединений. При возрастании давления площадь контакта поверхностей (сближения до расстояний начала действий межатомных сил притяжения) увеличивается. Вследствие большой плотности контакта соединяемые поверхности не сообщаются с атмосферой, поэтому новых окисных и жировых пленок не образуется, а имевшиеся до этого частично выдавливаются из зоны соединения наружу, частично диффундируют в глубь металла и не препятствуют образованию металлических связей.
Описанный способ может быть применен для заготовок из металлов и сплавов, имеющих относительно небольшое сопротивление пластическому деформированию и достаточно пластичных в холодном состоянии, — Рb, Sn, Zn, Аl, Сu. Для заготовок из малопластичных и обладающих высоким пределом текучести металлов приложение давления в холодном состоянии не позволяет получить необходимую степень течения металла вследствие быстрого наклепа. Для высокопрочных материалов можно увеличить пластические свойства и снизить сопротивление деформированию, предварительно подогрев соединяемые поверхности и прилегающие к ним зоны. Благодаря этому удается при относительно небольших усилиях сжатия удалить загрязняющий слой и активизировать процесс образования металлических связей.
Все методы сварки в твердом состоянии с приложением давления носят название сварки давлением. Различают множество разновидностей способов сварки давлением, которые отличаются между собой источником нагрева либо видом энергии, применяемым для активизации процесса.
Контактная электрическая сварка, при которой подогревают соединяемые поверхности проходящим электрическим током и затем их сдавливают, является одним из самых распространенных способов сварки давлением. Сварку производят на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления. В качестве источника тока в контактных машинах применяют понижающий трансформатор, его вторичная обмотка состоит всего из одного витка, либо набранного из медной фольги, либо литого полого, охлаждаемого водой. Большой коэффициент трансформации обеспечивает вторичное рабочее напряжение от 1,5 до 12 В и величины проходящих токов от 10 тыс. до 500 тыс. ампер. Прерыватель тока электромагнитного или электронного типа служит для регулирования времени пропускания тока через нагреваемое сечение. Механизмы зажатия заготовок и давления механического, пневматического или гидравлического типа служат для закрепления свариваемых заготовок и их сдавливания после нагрева.
Контактную сварку по виду получаемого соединения подразделяют на стыков>ю, точечную и шовную.
Стыковую контактную сварку (рис. 37, а) применяют для соединения встык деталей типа стержней, толстостенных труб, рельсов и т. п. Свариваемые заготовки 1 плотно зажимаются в неподвижном 2 и подвижном 3 токоподводах, подключенных к вторичной обмотке сварочного трансформатора 4.
Для обеспечения плотного электрического контакта свариваемые поверхности приводятся в соприкосновение и сжимаются. Затем включается ток. Общее количество теплоты, выделяемое при прохождении тока по вторичной цепи, определяется законом Джоуля—Ленца:  ,
,
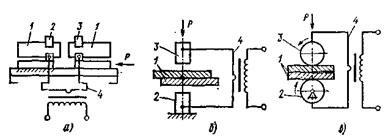
Рис. 37. Схемы контактной сварки:
а — стыковой; б — точечной; в — шовной
где I - сварочный ток [А], t – время [с], R – полное сопротивление цепи, [Ом].
R = 2Rэл + Rзаг + Rк,
где. Rэл — сопротивление контакта токоподвод — заготовка; Rзаг — сопротивление заготовок; Rк — сопротивление контакта между заготовками.
Так как Rк по величине значительно превосходит сопротивление любого другого участка, то и максимальный нагрев будет именно в месте контакта между заготовками. При достижении необходимой температуры сварочный ток выключают и производят сдавливание заготовок — осадку.
Точечная сварка (рис. 37, б), применяемая в основном для листовых или стержневых конструкций, позволяет получать прочные соединения в отдельных точках. Свариваемые заготовки 1, собранные внахлестку, помещаются между неподвижным 2 и подвижным 3 электродами, подсоединенными к вторичной обмотке трансформатора 4. После предварительного сдавливания включается сварочный ток, который пропускается в течение времени, необходимого для разогрева места контакта до нужной температуры. Затем ток отключают и производят сдавливание, Образующееся сварное точечное соединение обладает большой прочностью и его можно применять для несущих конструкций. Этот способ широко применяют в авто- и вагоностроении, строительстве, а также при сборке электрических схем и др.
Шовную сварку (рис. 37, в) применяют для листовых конструкций для получения прочного и герметичного соединения. Свариваемые заготовки 1 помещаются между двумя роликами-электродами, один из которых 2 может иметь вращательное движение, а другой — вращательное движение и перемещение в вертикальном направлении. Детали сдавливаются с силой, обеспечивающей надежный контакт, а затем одновременно с включением сварочного тока роликам задается вращательное движение со скоростью, необходимой для создания нужного нагрева в контакте. Скорость сварки зависит от величины тока, толщины листов и может составлять несколько метров в минуту. Шовная сварка обеспечивает получение прочных и герметичных соединении из листового материала толщиной до 5 мм.
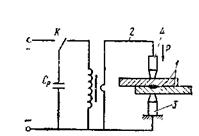
Рис. 38 Схема конденсаторной сварки

Рис. 39. Схема диффузионной сварки
Конденсаторная сварка (рис. 38) является одной из разновидностей контактной электрической сварки. Энергия, необходимая для подогрева места сварки, накапливается в конденсаторах, а затем в процессе разряда преобразуется в теплоту. Величину накопленной энергии можно регулировать изменением емкости конденсаторов и напряжения зарядки.
При замыкании ключа К влево происходит зарядка конденсатора Cp от источника постоянного тока. В момент подачи давления на свариваемые заготовки 1 ключ К автоматически перебpасывается в правое положение. Конденсатор разряжается через первичную обмотку понижающего трансформатора, вторичная обмотка 2 которого соединена с неподвижным 3 и подвижным 4 электродами. При разряде конденсатора продолжительность протекания тока составляет (0,6 – 0,8)·10-4 с. Кратковременность процесса при достаточно большой мощности разряда обеспечивает локальное выделение теплоты, что позволяет сваривать между собой заготовки из материалов, различных по теплофизическим свойствам. Кроме того, возможность весьма точной дозировки энергии подбором емкости конденсаторов позволяет применить этот способ для соединения заготовок очень малых толщин (несколько десятков микрометров). Способ широко применяют в радио- и электротехнической промышленности.
Диффузионной сваркой (рис. 39) соединяют заготовки в твердом состоянии в вакууме приложением сдавливающих сил при повышенных температурах. Тщательно зачищенные свариваемые заготовки 1 собирают, помещают в вакуумную камеру 2, сдавливают и затем нагревают специальным источником тепла до температуры 0,47пл (температура рекристаллизации). В начальной стадии процесса создаются условия для образования металлических связей между соединяемыми поверхностями. Достаточно высокий вакуум способствует удалению (испарению) поверхностных пленок, а высокая температура нагрева и приложенное давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния. Последующая выдержка способствует развитию процессов диффузии атомов материалов, свариваемых заготовок и образованию промежуточных слоев, увеличивающих прочность соединения. Время диффузионной сварки зависит от химического состава соединяемых заготовок, степени их очистки, температуры нагрева и составляет 10—30 мин. Достоинством этого способа является возможность соединения заготовок из разнообразных материалов между собой. Диффузионную сварку применяют на электротехнических, радиотехнических и других предприятиях.
Сварка трением образует соединение в результате пластического деформирования заготовок, предварительно нагретых в месте контакта теплотой, выделившейся в результате их трения (рис. 40). Основным отличием ее от других видов сварки давлением с подогревом является способ введения тепла в свариваемые поверхности. Свариваемые заготовки 1 устанавливают соосно в зажимах машины, один из которых 2 неподвижен, а второй 3 может иметь вращательное и поступательное — вдоль оси заготовок — движение (рис. 37, а). Заготовки сжимаются силой Р
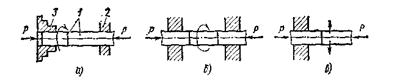
Рис. 40. Схема сварки трением
достижении и включается механизм вращения. На соединяемых поверхностях возникают силы трения; работа на преодоление этих сил превращается в теплоту, выделяющаяся на поверхности трения. При температуры поверхностей 980—1300 °С вращение резко прекращают и заготовки дополнительно сдавливают (процесс проковки).
Иногда сварку трением производят через промежуточный вращаемый элемент (рис. 40, б) или заменяя вращательное движение вибрацией (рис. 40, в). Сваркой трением можно сваривать заготовки диаметром от 0,75 до 140 мм. Главные из ее достоинств — высокая производительность, малая энергоемкость процесса, возможность сварки заготовок из материалов различных сочетаний, стабильность качества и отсутствие таких вредных факторов, как ультрафиолетовое излучение, газовые выделения, брызги.
Холодная сварка — один из способов сварки давлением без подогрева. Для ее осуществления с соединяемых поверхностей вращающейся металлической щеткой, шабрением и последующим обезжириванием тщательно удаляют окислы и загрязнения. Детали 1, подлежащие сварке, помешают между неподвижным 3 и подвижным 2 пуансонами (рис.41). Оба пуансона имеют выступы, которые при сварке должны быть полностью вдавлены в поверхность металла. Это необходимо для создания значительного пластического течения металла и удаления из зоны контакта загрязненного слоя.
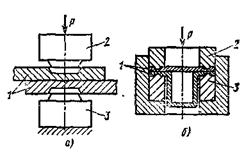
Рис. 41. Схемыхолодной сварки: а — точечной, 6 — по контуру
Необходимая величина пластической деформации зависит от силы Р, свойств металла, толщины заготовки и способа подготовки поверхности. Холодную сварку применяют для соединения заготовок из цветных металлов и сплавов, для заварки оболочек кабелей, сварки корпусов полупроводниковых приборов, а также в электромонтажном производстве для сварки проводов, шин, троллейных токопроводов и др.
Сварка плавлением. При сварке плавлением силы межатомного взаимодействия возникают между материалами двух свариваемых заготовок, находящихся в месте соединения в жидком состоянии. Для получения неразъемного соединения кромки свариваемых заготовок расплавляются с помощью мощного источника теплоты; расплавленный металл образует общую сварочную ванну, смачивающую оставшуюся твердой поверхность соединяемых элементов. При этом происходит смешивание расплавленного металла соединяемых заготовок и установление межмолекулярных связей. В процессе расплавления устраняются все неровности поверхностей, органические пленки, адсорбированные газы, окислы и другие загрязнения, мешающие сближению атомов. По мере удаления источника нагрева жидкий металл остывает, начинается процесс кристаллизации с образованием сварного шва, соединяющего заготовки в единое целое. Кристаллизация начинается от частично оплавленных зерен основного металла и заканчивается обычно в центре шва, где происходит встреча двух фронтов кристаллизации, начинающихся от кромок свариваемых заготовок. Сварку можно осуществлять расплавлением только кромок свариваемых заготовок, либо дополнительно к этому расплавляется присадочный металл, как правило, металл электрода.
В зависимости от типа выбранного источника теплоты сверку плавлением можно подразделять на разновидности, название которых указывает на тип примененного источника энергии, например, электродуrовая сварка плавлением, электронно-лучевая сварка плавлением, ацетилено-кислородная и т. п.
Металл сварного шва, полученный при сварке плавлением, по своей структуре и химическому составу существенно отличается от металла свариваемых заготовок, так как в процессе расплавления в сварочной ванне происходят металлургические процессы: испарение и окисление некоторых элементов, поглощение газов, легирование, диффузия и др. Полученный в процессе сварки плавлением сварной шов имеет литую структуру. Основной металл заготовок, прилегающий к сварному шву, в процессе сварки нагревается до значительных температур, в результате чего в нем происходят структурные изменения — укрупнение зерен, выделение новых фаз, появление новых структур типа закалочных. Зону основного металла, прилегающего к сварному шву, в которой происходят структурные изменения, вызываемые нагревом при сварке, называют зоной термического влияния (ЗТВ). Сварной шов, ЗТВ и основной металл называют сварным соединением.
Механические, антикоррозионные, магнитные и другие свойства сварного соединения могут существенно отличаться от свойств основного металла. При сварке стремятся к получению равнопрочного соединения, т. е. равенству всех его показателей с показателями основного металла. К сварке плавлением относится и наплавка металлов, широко применяемая, как при изготовлении новых конструкций, так и при ремонтных работах. Наплавкой называют процесс нанесения слоя металла на нагретую до расплавления поверхность заготовки. Наплавка необходима для создания на поверхности слоя металла, обладающего особыми свойствами, либо для восстановления размеров изношенных деталей.
Электрическая дуговая сварка является одним из наиболее распространенных способов сварки плавлением (рис. 42).
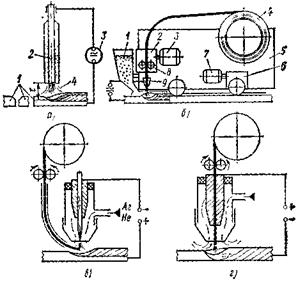
Рис. 42. Схемы дуговых способов сварки плавлением:
а — ручной; б — автоматической под флюсом; в — неплавящимся электродом в защитных газах;
е — плавящимся электродом в защитных газах.
К свариваемым заготовкам 1 (рис. 42, а) и к электроду 2 подводится постоянный или переменный ток от специального источника тока 3 и возбуждается электрическая сварочная дуга 4 — стабильный электрический разряд в ионизированных парах или газах. Электропроводимость промежутка 1, в котором возбуждается и функционирует дуга, обусловлена электронами и ионами, возникающими в результате термической ионизации. Температура, необходимая для ионизации в момент возбуждения дуги, получается вследствие выделения теплоты при коротком замыкании электрода на деталь; в установившемся процессе ионизация происходит под действием высокой температуры дуги.
Максимальная температура дуги наблюдается в осевой ее части и составляет 6000 °С. На поверхностях электродов температура обычно близка к температуре кипения материала электродов. Тепловая мощность дуги зависит от величины силы тока и напряжения. Меньшая часть теплоты сварочной дуги теряется в окружающей атмосфере, а большая часть идет на нагрев и плавление основного и присадочного металлов.
Для питания сварочной дуги применяют специальные источники тока, по своим характеристикам существенно отличные от источников тока для освещения, питания электродвигателей, тепловых установок и др. Сварочные источники тока должны обеспечивать стабильную дугу при относительно невысоком напряжении и легкое регулирование величины тока, постоянство тока при изменении длины дуги и должны безаварийно выдерживать режим короткого замыкания. Применяют источники переменного тока (сварочные трансформаторы) и постоянного тока (генераторы или выпрямители), которые обеспечивают большую стабильность дуги и поэтому предпочтительнее.
Дуговую сварку можно выполнить плавящимся и неплавящимся электродами. В качестве плавящегося электрода рекомендуют применять металлический стержень состава, идентичного составу свариваемых заготовок. В качестве неплавящегося электрода применяют, как правило, вольфрамовый стержень. Сварку неплавящимся электродом можно вести без присадки или с применением присадочного материала, подаваемого непосредственно в дугу. Разновидности дуговой сварки плавлением различают в зависмости от степени автоматизации и рода защиты расплавленного металла от воздействия окружающей атмосферы.
При ручной дуговой сварке (рис.42, а) возбуждение дуги, ее поддержание, опускание электрода по мере его плавления и перемещение электрода вдоль свариваемых заготовок осуществляет сварщик.
В качестве электродов в этом случае применяют прутки из сварочной проволоки, покрытые специальным составом. В покрытия электрода вводят элементы, способствующие стабилизации дуги и осуществляющие защиту расплавленного металла от вредного воздействия окружающей среды, раскисление и легирование металла шва. По назначению электроды подразделяют: для сварки конструкционных углеродистых, низколегированных и легированных сталей, а также цветных металлов и сплавов и для наплавочных работ. Основным требованием, предъявляемым к электродам, является обеспечение необходимой прочности и нужного структурного состава металла шва.
Электроды подразделяют на типы, обозначаемые буквой Э и последующей цифрой, указывающей предел прочности металла шва, выполненного данным электродом. Например, Э-42, Э-55,... Э-125 и т. д. Электроды каждого типа могут иметь несколько марок, определяющих систему легирования металла шва. На практике чаще всего применяют электроды диаметром 2—6 мм. Чем больше толщина свариваемого металла, тем больше должен быть диаметр электрода. Ручную дуговую сварку широко применяют в машиностроении при сварке заготовок из сталей и цветных металлов благодаря своей универсальности и возможности вести процесс во всех пространственных положениях: нижнем, вертикальном, потолочном. Основные недостатки этого способа — малая производительность и необходимость высокой квалификации оператора.
Автоматическая дуговая сварка под флюсом обеспечивает производительность в 10—15 раз большую, чем производительность ручной дуговой сварки и, кроме того, она не требует оператора столь высокой квалификации. При автоматической сварке процессы зажигания дуги, подачи электрода в дугу и перемещения его вдоль направления сварки осуществляются механически (рис. 42, б). Электрод, представляющий собой сварочную проволоку большой длины, заправляется в кассету 4 и подается в дугу с необходимой скоростью с помощью подающих роликов 8, приводимых во вращение двигателем 3 через редуктор 2. Эта сборочная единица, называемая сварочной головкой, помещается на самоходной тележке-каретке 5, приводимой в движение двигателем каретки 7 через редуктор 6. Напряжение на электрод от источника тока подается через скользящий контакт 9. Скорость сварки задается скоростью перемещения каретки.
Защита расплавленного металла от воздействия воздуха осуществляется порошкообразным флюсом, ссыпаемым из бункера 1 непосредственно перед дугой. В состав флюса входят элементы, обеспечивающие стабильность дуги, а также процессы легирования, раскисления и формирования металла шва. Флюсы, расплавляясь, создают шлаковый купол над зоной сварочной дуги, препятствующий проникновению воздуха. После химико-металлургического воздействия в дуговом пространстве и сварочной ванне флюсы образуют на поверхности шлаковую корку, в которую выводятся из расплавленного металла шва окислы, сера, фосфор и газы.
Автоматическую сварку следует производить проволокой, близкой по своему химическому составу к свариваемому металлу. Стандартами предусмотрен выпуск проволоки 77 марок для сварки сталей, проволоки 30 марок для наплавочных работ и проволоки 14 марок для сварки алюминия и его сплавов и т. д.
Автоматическую сварку под флюсом целесообразно применять в нижнем положении для непрерывных швов большой протяженности. Применение ее для коротких швов либо швов сложной траектории экономически невыгодно. Для швов, расположенных вертикально, автоматическая сварка под флюсом неприменима. Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка. В этом процессе подача электрода осуществляется механически, а перемещение его по направлению сварки — вручную. Способ рекомендуют для сварки коротких и криволинейных швов в нижнем положении.
При сварке в защитных газах в зону сварочной дуги подается инертный либо нейтральный газ, достаточно надежно защищающий расплавленный и остывающий металл сварного шва от контакта с окружающей атмосферой. В качестве защитных газов наибольшее применение получили инертные газы — аргон и гелий и более дешевый углекислый газ. Иногда применяют смеси двух и более газов. При сварке с защитой инертными газами различают сварку неплавящимся и плавящимся электродами. Сварку неплавящимся вольфрамовым электродом можно проводить либо без применения присадочного материала, либо с присадочным прутком, как правило, для заготовок толщиной свыше 2—3 мм (рис. 42, в). В качестве присадки применяют проволоку, по химическому составу близкую к составу свариваемого металла.
Диаметр проволоки зависит от толщины свариваемых заготовок и колеблется от 0,5 до 3 мм. Защитный газ к месту сварки доставляют в баллонах под давлением. Для снижения давления применяют газовые редукторы. Расход газа обычно составляет 5—15 л/мин. Сварку плавящимся электродом обычно применяют для заготовок толщиной более 8 мм (рис.42, г). В качестве электрода применяют сварочную проволоку состава, близкого к составу свариваемого металла, диаметром 0,5—2 мм. Применение при относительно малых сечениях электродов больших сварочных токов резко увеличивает проплавляющую способность дуги, а также производительность процесса.
Разновидностью сварки в среде инертных газов является сварка в контролирующей атмосфере. Детали помещают в специальные камеры, из которых откачивают воздух, а затем заполняют аргоном. Сварку выполняют вручную или с помощью автомата с дистанционным управлением. Для сварки крупногабаритных заготовок применяют камеры объемом до 450 м3, внутри которых работает сварщик, снабженный специальной системой обеспечения дыхания. Сварка в среде инертных газов является относительно дорогим процессом и ее применяют в основном для сварки заготовок из цветных металлов и сплавов, из аустенитных и высокопрочных сталей и из тугоплавких и активных металлов.
Сварку в среде углекислого газа применяют главным образом для заготовок из углеродистых и низколегированных сталей. При сварке используют плавящийся электрод диаметром 0,8— 2 мм. В состав электродной проволоки вводят дополнительно Мn и Si, которые вступают в реакцию с кислородом, выделяющимся при разложении углекислого газа в области дугового разряда, и связывают его в окислы. Сварку в среде защитных газов, как правило, осуществляют на автоматах и полуавтоматах с использованием постоянного тока. Исключение составляют аргонодуговая сварка заготовок из алюминия и его сплавов, при которой рекомендуют применять переменный ток.
Рассмотрим лучевые способы сварки плавлением. Сущность процесса электронно-лучевой сварки состоит в использовании для нагрева и расплавления свариваемых кромок кинетической энергией потока электронов, движущихся с высокими скоростями в вакууме. В месте соударения электронов со свариваемыми заготовками почти 99% кинетической энергии переходит в тепловую, что сопровождается повышением температуры до 5000— 6000 "С. Кромки заготовок расплавляются и после кристаллизации образуется сварной шов.
Для сварки заготовок таким способом используют электронную пушку (рис. 40, а). В вакуумной камере 1 в формирующем электроде 2 расположен вольфрамовый катод 3, обладающий эмиссионной способностью при подогреве до 2000—2500 oC. Пол катодом расположен анод 4 с центральным отверстием для пропускания луча к детали. Электроны, сформированные в пучок электродом 2, под воздействием высокой разности потенциалов между катодом и анодом перемещаются с ускорением по направлению к детали. Диафрагма 5 отсекает краевые зоны луча 6, а магнитные линзы 7 фокусируют луч на поверхности детали 9. Скорость сварки определяет скорость перемещения детали под неподвижным пятном луча или отклонением самого луча с помощью отклоняющей системы 8. Основными параметрами режима являются ускоряющее напряжение (25—120 кВ), сила тока (35— 1000 МА), диаметр сфокусированного луча (0,02—1,2 мм), скорость сварки (до 100 м/ч).
Достоинствами электронно-лучевой сварки является высокая концентрация энергии на поверхности детали, что позволяет проплавлять толщины до 200 мм, идеальная защита — вакуум, а также малое количество теплоты, вводимой в деталь, что снижает вероятность структурных превращений в больших объемах и деформацию конструкции. Электронно-лучевая сварка может быть применима для заготовок из всех материалов, а чаще всего из разнородных — например, из металла с керамикой и для соединений заготовок из тугоплавких и химически активных металлов — Nb, Мо, W, Тi, Zr и др.
Создание достаточно мощных квантовых генераторов сделало возможным применение остро фокусированного светового пучка для сварки плавлением — лазерной сварки.
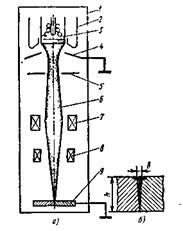
Рис. 40 Сварка электронным лучом:
а - схема электронной пушки для сварки; б— форма шва
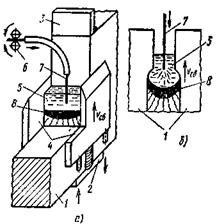
Рис. 41 Электрошлаковая сварка:
а – схема процесса; б— схема сварочной ванны
|
Дата добавления: 2014-01-07; Просмотров: 6693; Нарушение авторских прав?; Мы поможем в написании вашей работы!