КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция №6
|
|
|
|
Числовые значения отклонений формы и расположения поверхностей.
Нормируется ГОСТ 24643-81.
Для каждого вида допуска формы и отклонения поверхностности установлено 16 степень точности: 1–16, 1 - самая точная. Допуска от степени к степени увеличиваются в 1.6 раза.
В зависимости от соотношения между допуском размера и ДФ и РП устанавливают 3 уровня относительной геометрической точности.
А – номинальная Тформы –≈ 60% Тразмера
В – повышенная Тформы –≈ 40% Тразмера
С – высокая Тформы –≈ 25% Тразмера
Если на чертеже нет особых указаний, то уровень относительной геометрической точности – А (нормальный).
Волнистость поверхностности (3 порядок отклонений)
Волнистость – совокупность периодических повторяющихся неровностей поверхностности, шаг которых высоты. Определяется в сечении
высоты. Определяется в сечении  к поверхностности. Шлифование – высота Wz =(5-15)мкм; Sw=(0,15-16)мм
к поверхностности. Шлифование – высота Wz =(5-15)мкм; Sw=(0,15-16)мм
Форма волны обычно синусоидальная, главные причины – вибрация системы станка при резании.
Рассматривается как часть отклонения формы и если нет дополнительных указаний – ограничивается допуском формы.
количественная оценка волнистости по рекомендации СЭВ РС 3951-73 производится по отклонениям на длине участка измерения Lw≥5Sw, где Sw – наибольший шаг волнистости.
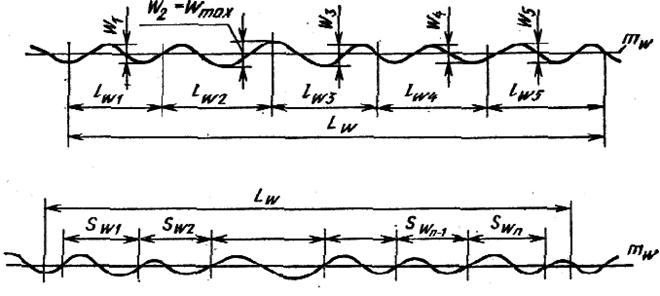
mw – средняя линия профиля волнистости. Имеет форму номинального профиля. Среднее квадратичное отклонение точек профиля от mw минимально на длиннее Lw.
Стандартизованные параметры.
1. Высота волнистости Wz – среднее арифметическое высоты по 5 одинаковым участкам 

2. Наибольшая высота волнистости Wmax – расстояние между наивысшей точками одной волны в пределах отдельных участков  .
.
3. Средний шаг волнистости – среднее значение длин волн Sw по средней линии
|
|
|

Нормирование волнистости – по параметру Wz – 12 предельных значений от 0,1 до 200 мкм.
Контроль волнистости – универсальными приборами (индикатор, проектор), приборами для контроля отклонений формы – кругломерами, контроль шероховатости – профилометром, специальными приборами – волномерами.
Шероховатость поверхностности (отклонение 4 порядка)
ГОСТ 25 142-82 Шероховатость поверхностности и определение введен с 01.01.1983г.
Определяется пластической деформацией поверхностного слоя при стружкообразовании, копированием профиля инструмента, вырыванием частиц.
Зависит в значительной степени от геометрии режущего инструмента и режимов обработки.
Совокупность микронеровностей с относительно малыми шагами
 – шероховатость (4 порядок);
– шероховатость (4 порядок);
 – волнистость (3 порядок)
– волнистость (3 порядок)
 – отклонение формы (1 порядок)
– отклонение формы (1 порядок)
Шероховатость является следом инструмента по обрабатываемой поверхностности.

продольное (V) поперечное
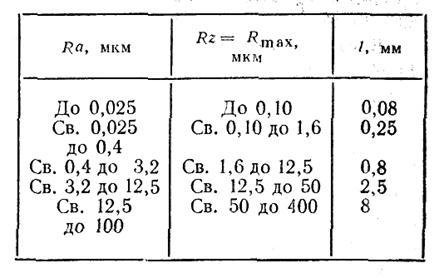
Обычно шероховатость определяется в поперечном направлении в пределах ограниченного участка базовой длинны l. ГОСТ 2789-73 «Шероховатость поверхностности» устанавливает следующие значения базовой длины: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25мм.
Шаг других видов неровностей (волнистость и др.) должен быть больше базовой длины.
В пределах l – не менее 5 шагов шероховатости.
Базой для отсчета отклонений является средняя линия m, имеющая форму номинального профиля. Она проведена так, что в пределах базовой длинны l среднее квадратичное отклонение профиля (сумма квадратов  ) минимально.
) минимально.

Или равны площади полуволн выше и ниже m.
Количественная оценка шероховатости производится по 6 параметрам:
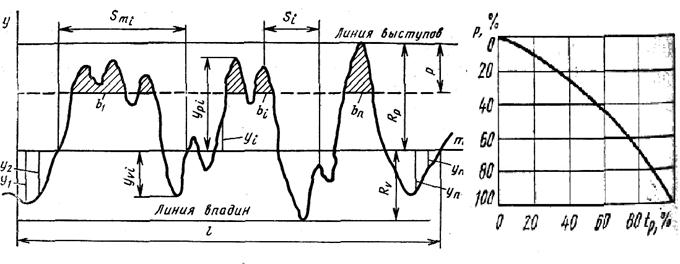
1. Rz – высота неровностей профиля по десяти точкам (по 5 наивысшим выступам Нi max и по 5 наинизшим впадинам Hi min)
Достаточно ли одного показателя?
С эксплутационной точки зрения профили совершенно разные, Rz – одинаковый.
|
|
|
2. Rа – среднее арифметическое отклонение профиля.
Rz и Rа – основные высотные характеристики.
До 1975г. по ГОСТ 2789-59 существовало 14 классов шероховатости.
В ГОСТ 2789-73 даны ряды (без разбивки на классы)
Rа от 100 до 0,008мкм
Rz от 1600 до 0,025мкм.
3. Rmax – наибольшая высота неровностей профиля – расстояние между линией выступов и линией впадин. Линия выступов и линия впадин проведены через наивысшую и наименьшую точки профиля (в пределах l) параллельно базовой линии m/
Rmax = Hmax + Hmin
4. Sm – средний шаг неровностей (по средней линии).

5. S – средний шаг по неровностей по вершинам.

Sm, S – ряд 12,5…0,002мм.
6. tp – относительная опорная длина профиля.
 - опорная длина профиля на уровне сечения р.
- опорная длина профиля на уровне сечения р.

P - %Rmax от линии выступов.
 – относительная опорная длина профиля.
– относительная опорная длина профиля.
 – показывает, что будет происходить с поверхностью по мере ее износа.
– показывает, что будет происходить с поверхностью по мере ее износа.
р→ 5, 10, 12,20,…, 90 % от Rmax
tp→ 10, 15, 20 25, 30, 40,…, 90 %
Износостойкость, контактную жесткость поверхности характеризует кривая опорной длины профиля  .
.
Чем tp ↑ тем лучше характеристики, но выше трудоемкость.
t50 = 25% – чистовое точение
t50 = 40% – хонингование.
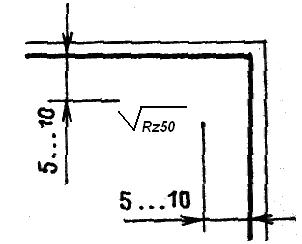
Обозначение шероховатости на чертежах.
ГОСТ 2309-68
По ГОСТ 2.309-73 параметры шероховатости поверхности могут задаваться 3 путями.
1. Одной цифрой – предельным значением.
Rz0,08; S 0,032; t5070; на чертежах Ra не пишется.
2. Параметр задается диапазоном изменения.
Rz0,080 в две строки! t50 40 при износе 50% относительная опорная длина от 20 до 40%
0,032 20
3. Задается номинальное значение и предельное отклонение:
Rz80-10% t5070±40% Sm0,63+20%

 –– любой способ получения поверхности.
–– любой способ получения поверхности.
 –– со снятием слоя материала (стружки).
–– со снятием слоя материала (стружки).
 –– без снятия стружки (литье, ковка, штамповка и т.д.)
–– без снятия стружки (литье, ковка, штамповка и т.д.)
Если нормируется несколько параметров, то указываются по порядку Ra, Rz, Rmax, S, Sm, tp.
Направление неровностей и их обозначения.
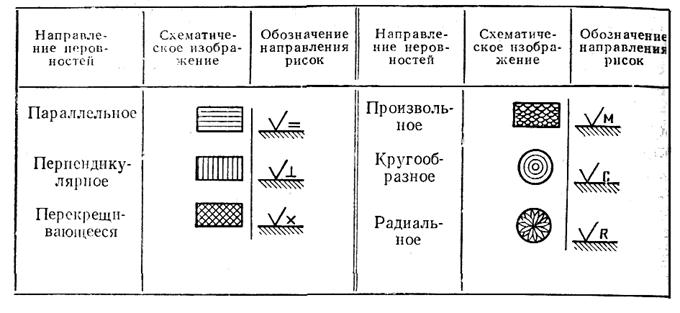
Чтобы не занимать чертеж – упрощенное обозначение:
Чертеж Технические требования:
Все поверхности одинаковые:
Остальные поверхности:
Для сопрягаемых поверхностей шероховатость не более 1/3 –– 1/4 допуска размера: Rz ≤(1/3–1/4)T
Наименьший коэффициент трения получается, когда направление шероховатости Х с направлением движения.
|
|
|
В зависимости от условий эксплуатации нормируются следующие параметры:
износ: Ra (Rz), tp и направление неровностей.
контактное напряжение: Ra (Rz), tp.
посадка с N: Ra (Rz).
переменные нагрузки: Rmax, Sm(S), направление неровностей
герметические соединения: Ra (Rz), tp.
Конкретно значение параметров шероховатости устанавливают из функционального назначения поверхности детали по справочнику [4] и др.
Влияние, шероховатости, волнистости, неточности формы и расположения поверхностей и осей на качество деталей машин.
Отклонение расположения могут сделать невозможной собираемость сборочных единиц.
Отклонение формы уменьшают контактную жесткость и ведут к изменению характера посадок.
В подвижных посадках зазор получается неодинаковый или равный 0. При этом имеет место вырывание частиц, увеличение зазора, жидкостное трение заменяется полужидкостным.
В неподвижных посадках гарантированный натяг не получается равномерным и не обеспечивает передачу крутящего момента.
Отклонение формы делают невозможной герметизацию.
Грубообработанные поверхности быстрее коррозируют.
Неровности являются концентраторами напряжений, снижают усталостную прочность деталей.
Оптимальная шероховатость – получается после приработки, обеспечивает минимальный износ. Сохраняется неизменной при длительной эксплуатации.
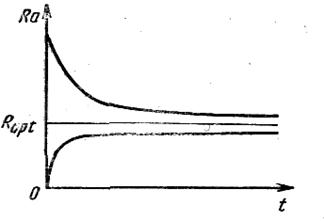
Необходимо назначать начальную шероховатость близкую к оптимальной.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 834; Нарушение авторских прав?; Мы поможем в написании вашей работы!