КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бесцентровые круглошлифовальные станки
|
|
|
|
В условиях крупносерийного и массового производства целесообразно применять бесцентровые круглошлифовальные станки. По виду обрабатываемых поверхностей эти станки подразделяются на станки для наружного и внутреннего шлифования.
Наружное шлифование может осуществляться тремя методами: «на проход», «в подрезку» и «в упор».
В первом случае обрабатываемая Деталь 1 (рис.8) располагается между шлифующим 2 и ведущим 3 кругами, опираясь на опорную призму (нож) 4. Шлифующий круг вращается, с большой скоростью (30 — 60 м/с), а ведущий круг - с меньшей (0,2-1 м/с). Так как коэффици-

рис.8. Схема бесцентрового шлифования “на проход”
ент трения между кругом 3и обрабатываемой деталью больше, чем между деталью и кругом 2, то ведущий круг вращает деталь со скоростью круговой подачи vH, а шлифующий круг снимает припуск.
Поперечная подача на бесцентрово-шлифовальных станках осуществляется перемещением ведущего круга и опорного ножа относительно неподвижной шлифовальной бабки; перемещением шлифовальной бабки и опорного ножа относительно неподвижного ведущего круга; перемещением шлифовального и ведущего кругов относительно неподвижного опорного ножа.
Движение продольной подачи достигается поворотом оси ведущего круга на угол, α = 1,5 - 6° при черновом и α = 0 5 - 1,5° при чистовом шлифовании. Окружная скорость vs ведущего круга 3 разлагается на две составляющие: vm и s. Первая представляет собой скорость вращения детали (круговую подачу), вторая - продольную подачу детали. Подача будет тем больше, чем больше угол а. Чтобы обеспечить линейный контакт ведущего круга с цилиндрической поверхностью детали, кругу придают форму однополого гиперболоида. Центр вращения обрабатываемой детали располагают выше центра кругов 2 и 3 на 0,15-0,25 диаметра детали, что обеспечивает геометрическую точность ее формы.
|
|
|
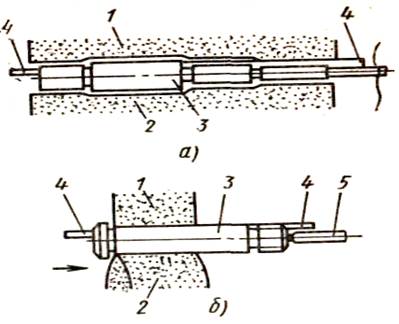
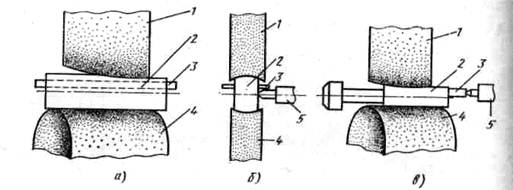
Рис. 9. Схемы бесцентрового шлифования “в подрезку” и ”в упор”
На бесцентрово-шлифовальных станках заготовки обрабатывают тремя способами:
Способы бесцентрового шлифования:
а — напроход; б — врезное; в — до упора; 1 — шлифовальный круг; 2 — заготовка; 3 - опорный нож; 4 — ведущий круг; 5 — упор.
При шлифовании в «подрезку» (рис.9,а) деталь 3, опирающаяся на нож, только вращается. Поперечная подача производится перемещениями ведущего 2 или шлифующего 1 кругов в радиальном относительно детали направлении.
Шлифованием «в упор» (рис.9,6) обрабатываются детали, имеющие бурты или головки. Движения здесь такие же, как и при обработке «на проход», однако, перемещаясь в осевом направлении, деталь встречает упор 5. После этого ведущий круг 2 отходит от шлифующего круга 1, и деталь удаляется из рабочей зоны.
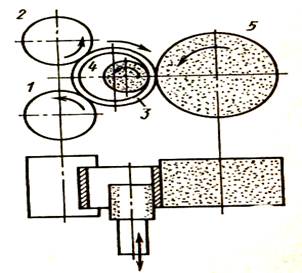
рис.10. Схема внутреннего бесцентрового шлифования
На станках для внутреннего бесцентрового шлифования (рис.10) деталь 3, находясь в контакте с опорным роликом 1, прижимным роликом 2 и ведущим кругом 5, обрабатывается шлифующим кругом 4. Такие станки пригодны только для обработки деталей, у которых предварительно точно обработана наружная поверхность.
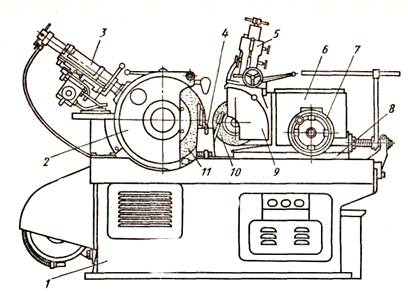
Рис.11. Бесцентровый круглошлифовальный станок.
На рис. 11показан бесцентровый круглошлифовальный станок. На станине 1 неподвижно установлена бабка 2, несущая шпиндель со шлифовальным кругом 11. Справа в продольных направляющих станины размещена плита 8, на которой установлена бабка 6 с поворотной головкой 9 и ведущим кругом 10. Круг можно поворачивать вокруг горизонтальной оси на требуемый угол. На станине закреплена направляющая призма (нож) 4, являющаяся опорой для обрабатываемой детали. Установка бабки 6 ведущего круга на размер обрабатываемой детали, а также компенсация износа круга производится перемещением бабки по направляющим станины вместе с плитой 8 с помощью маховичка 7 и винтовой передачи.
|
|
|
Механизмы привода смонтированы внутри станины. Вращение кругам сообщает электродвигатель, расположенный слева на станине. Для периодической правки шлифующего и ведущего кругов алмазными карандашами служат специальные устройства 3 и 5.
В большинстве современных станков применяют бесступенчатое регулирование частоты вращения ведущего круга, что позволяет сохранить постоянную производительность по мере изнашивания ведущего круга. Обрабатываемые детали базируются либо на ноже, либо на башмаках. Станки снабжаются приборами правки шлифовального и ведущего кругов.
В станках этого типа отсутствуют какие-либо приспособления для закрепления заготовок, так как их базируют на опорных ножах различной конструкции. Ножи выполняют гладкой или ступенчатой формы из легированной стали, а опорную поверхность закаливают, или из углеродистой стали, в этом случае нож оснащают пластинкой из твердого сплава. При отделочном шлифовании и полировании применяют ножи с опорной поверхностью, выполненной из твердой резины.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 862; Нарушение авторских прав?; Мы поможем в написании вашей работы!