КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Профильно-шлифовальные станки
|
|
|
|
 Профильно-шлифовальные станки применяют для шлифования деталей, имеющих сложный профиль, например шаблонов, фасонных резцов, пуансонов, матриц и т. д. Эти станки бывают с пантографом и оптическим устройством или с двумя пантографами и экраном. Профиль детали шлифуется по ее чертежу, увеличенному в 50 раз и более.
Профильно-шлифовальные станки применяют для шлифования деталей, имеющих сложный профиль, например шаблонов, фасонных резцов, пуансонов, матриц и т. д. Эти станки бывают с пантографом и оптическим устройством или с двумя пантографами и экраном. Профиль детали шлифуется по ее чертежу, увеличенному в 50 раз и более.
Станки имеют следующие основные узлы: шлифовальный суппорт, координатный (крестовый) суппорт для детали, стол для установки чертежа и оптическое устройство. На таких станках осуществляются следующие движения: вращение шлифовального круга, возвратно-поступательное движение суппорта со шлифовальным кругом, установочные перемещения координатного суппорта с обрабатываемой деталью в трех направлениях, перемещение шлифовальной головки.
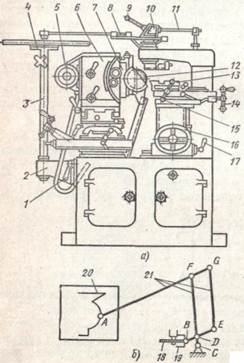
Профильно-шлифовальный станок с пантографом и оптическим устройством показан на рис.16,а. Форма детали копируется с чертежа с помощью пантографа. Деталь устанавливают на координатном суппорте 13, имеющем продольное, поперечное и вертикальное перемещения соответственно от рукояток 15, 14 и 16. Суппорт закрепляют рукояткой 17.
Шлифовальный круг 12, расположенный в бабке шлифовального суппорта 7, кроме вращения получает еще возвратно-поступательное движение от эксцентрикового механизма. Be-личина хода суппорта регулируется изменением эксцентриситета. Число ходов устанавливается коробкой скоростей, находящейся в бабке 6. Суппорт может поворачиваться в продольном и поперечном направлениях. Шлифовальный круг вращается от Рис.16. Профильно-шлифовальный электродвигателя 5 через ременную передачу.
станок с пантографом.
Чертеж располагают на столе 4, установленном на стойке 3. Стойка закреплена в кронштейне 2, который вместе со стойкой и столом можно перемещать вертикально и закреплять в требуемом положении рукояткой 1. Пантограф 8 выполнен в масштабе 50:1. Для наблюдения за точностью шлифуемого профиля имеется оптическое устройство с 20-кратным увеличением, основной частью которого является микроскоп 9, установленный в кронштейне 10 и удерживаемый от угловых перемещений стержнем 11.
|
|
|
Механическая и оптическая оси микроскопа проходят через точку пересечения поворотных перекрестных нитей оптического устройства. Когда обводный штифт пантографа вручную перемещают по контуру чертежа, пересечение нитей микроскопа перемещается в том же направлении на величину, в 50 раз меньшую, чем величина профиля на чертеже (рис. 16,6). В точке А расположен обводный штифт пантографа, а в точке В — пересечение нитей микроскопа; точка С — неподвижная ось пантографа. Остальные обозначения: 18 - шлифовальный круг; 19 -шлифуемая деталь; 20 — увеличенный чертеж детали; 21 - рычаги пантографа с шарнирами F, G, E, D.
На станке с пантографом и оптическим устройством работать утомительно, потому что необходимо водить обводной штифт пантографа по чертежу, наблюдать в окуляр микроскопа за шероховатостью обрабатываемой поверхности и одновременно управлять несколькими рукоятками станка. Наблюдение за обработкой детали облегчается при работе на профильно-шлифовальных станках с экраном.
Профильно-шлифовальный станок с экраном показан на рис. 17,а. Обрабатываемую деталь закрепляют на координатном столе 23, имеющем продольное, поперечное и вертикальное перемещения от точных ходовых винтов. Продольное перемещение салазок 18 производится рукояткой 19, поперечное перемещение салазок 20 — рукояткой 21, вертикальное перемещение стола — маховиком 22. Деталь устанавливают на рабочем столике 17, который смонтирован на верхних продольных салазках координатного стола и вместе со столиком располагается под объективом 13 оптического устройства. Оптическая система проектирует увеличенное изображение профиля детали на экран 14. Чертеж профиля детали, выполненный в масштабе 50:1, закрепляют между двумя экранными стеклами и освещают осветителями 15 и 16.
|
|
|
Шлифовальная головка 24 вместе со шпинделем 8 шлифовального круга имеет установочное и рабочее перемещения. Шпиндель, смонтированный в вертикальных салазках 10, совершает возвратно-поступательное движение при включении рычага 11. Длина хода салазок 0 — 50 мм. С помощью винта 12 шлифовальный круг устанавливается по высоте относительно профиля обрабатываемой детали. Подвижный фланец 4 служит для поворота круга в горизонтальной плоскости, а круговые салазки 6 и 7 — для установки его под углом в горизонтальной и вертикальной плоскостях. Шлифовальная головка смонтирована на верхних продольных салазках 3, перемещающихся по нижним поперечным салазкам 1 при помощи рукояток 2 и 5. Шлифовальный круг вращается от электродвигателя 9. Периодическую правку круга производят с помощью приспособления, устанавливаемого на боковой стенке круговых салазок 10.
Станок позволяет шлифовать профили деталей плоской и круглой формы с точностью
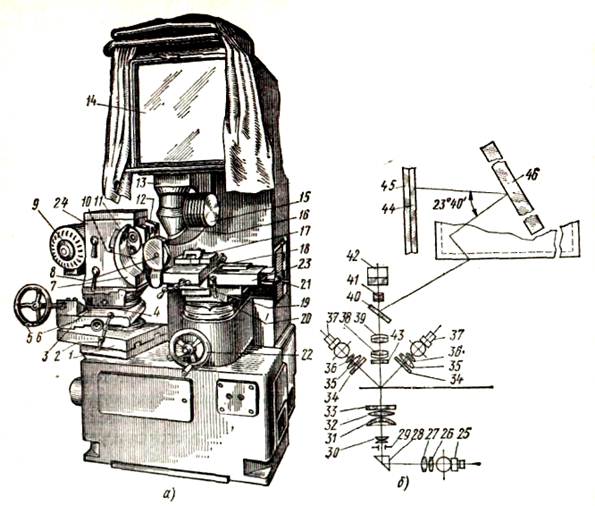
Рис.17. Профильно-шлифовальный станок.
до 0,01-0,02 мм.
Обработка производится так.
Рабочий вручную перемещает шлифовальную головку относительно профиля детали и следит за тем, чтобы режущая кромка шлифовального круга все время совпадала с соответствующей точкой увеличенного изображения этого профиля, совмещенного с профилем чертежа на экране.
Схема оптического устройства показана на рис. 17,6. Луч света от лампы 25, проходя через линзы 26 и 27, призму 28, диафрагму 29, линзы 30 — 33, проектирует контур детали на экране проектора 43 в виде четкой тени. Осветители 37 через линзы 34 — 36 добавочно освещают деталь. Далее лучи проходят через проекционный объектив, состоящий из линз 38, 39, 41, и направляются через призму 42 к зеркалу 40, отражаясь от которого, попадают на зеркало 46 и далее на экран, состоящий из стекол 45 и 44 с закрепленным между ними чертежом. Ошибка на экране в 1 мм соответствует ошибке профиля обрабатываемой детали в 0,02 мм:
Кроме описанных типов станков, работающих шлифовальным кругом, имеются профильно-шлифовальные станки, работающие гибкой абразивной лентой. В таких станках движущаяся лента с нанесенным на нее абразивом, облегая фасонный профиль обрабатываемой поверхности, шлифует ее.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1669; Нарушение авторских прав?; Мы поможем в написании вашей работы!