КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология и оборудование для нанесения адгезива
|
|
|
|
Типовая схема практической реализации технологии ПМ типа 3
Типовая схема практической реализации технологии ПМ типа 2.
Типовая схема практической реализации технологии ПМ типа 1
Варианты практической реализации технологии ПМ
Конструктивно-технологические варианты поверхностного монтажа
Классификация вариантов поверхностного монтажа развивается в соответствии с достижениями техники в этой области. На ранних стадиях выделялись три основных варианта: чисто поверхностный монтаж (одно- или двухсторонний) (рис. 3.2, а); смешано-разнесенный монтаж, при котором компоненты со штыревыми выводами размещаются на лицевой стороне печатной платы, а простые ПМ- компоненты –на обратной стороне (рис. 3.2, в) и смешанный монтаж: (рис 3.2, б), когда на одной или двух сторонах печатной платы размещаются сложные ПМ - компоненты и компоненты со штыревыми выводами. В стандарте IPC-CM-770 эта классификация получила дальнейшее развитие. Выделены два типа (тип 1 и тип 2), которые могут иметь три класса (А, В и С). Типы определяют расположение компонентов с одной или двух сторон ПП, а классы — виды компонентов, используемых для поверхностного монтажа (А — использование компонентов только со штыревыми выводами, В — только ПМ-компоненты и С — смешанное использование компонентов). Классы В и С в свою очередь могут подразделяться на простые и сложные.
Еще один вариант классификации предусматривается стандартами EIA, в которых выделяются три варианта практической реализации технологии ПМ: тип 1, тип 2 и тип 3 (рис 3.3). Тип 1 содержит только ПМ-компоненты различной сложности, устанавливаемые с одной или двух сторон ПП, тип 3 — компоненты со штыревыми выводами на лицевой стороне и простые ПМ-компоненты на обратной стороне ПП. Тип 2 является комбинацией 1-го и 2-го типов. Кроме того, сборочные единицы, содержащие сложные ПМ - компоненты (QFP, TAB, BGA и др.), для каждого из типов выделяется в подтипы: IC, IIС, IIIС (рис. 3.4).
|
|
|
Практически в промышленности более часто применяется последний вариант классификации и мы примем его за основу.
Характерной особенностью типа 1 является использование только ПМ – компонентов. Технологический процесс начинается с нанесения (чаще всего методом трафаретной печати) припойной пасты на контактные площадки (рис. 3.5). Компоненты устанавливаются на печатную плату и осуществляется их пайка в парогазовой фазе. Некоторые припойные пасты подсушивают перед пайкой для удаления летучих соединений и стабилизации свойств. Для плат с двухсторонней установкой компонентов приведенные выше операции повторяются. Компоненты, находящиеся на лицевой поверхности печатной платы, повторно подвергаются нагреву. Однако вследствие действия сил поверхностного натяжения в припойной пасте они остаются на своих местах.
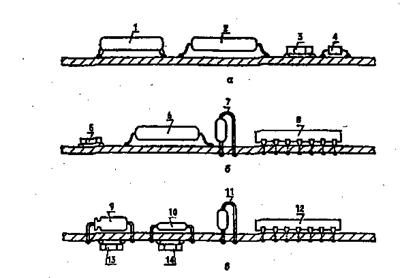
Рис. 3.2. Классификация вариантов ПМ на ранних стадиях
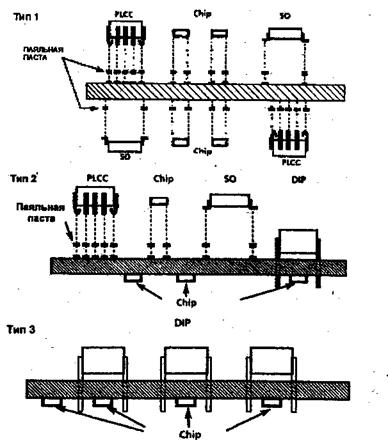
Рис. 3.3. Классификация вариантов ПМ согласно стандартов EIA
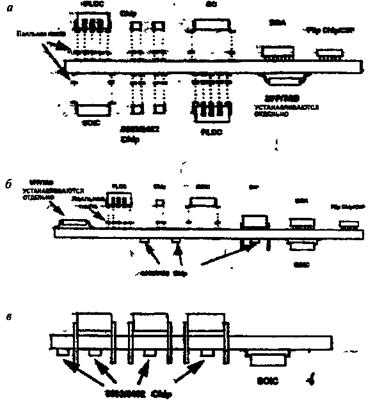
Рис 3 4.Сложные варианты ПМ согласно стандартов EIA
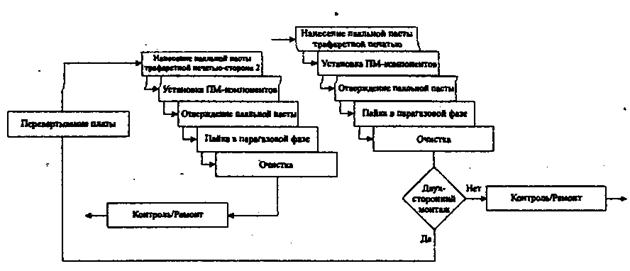
Рис. 3.5. Схема процесса ПМ - конструктивов типа 1
Процесс монтажа сборочных единиц типа IC, содержащих сложные корпуса, в основном соответствует описанному выше. Свои особенности имеет только монтаж корпусов с ультрамалым расстоянием между выводами (UFP/TAB). Их установку и пайку (чаще всего с помощью группового паяльника) осуществляют после выполнения всех основных операций для типа 1. BGA-корпуса устанавливаются в общем технологическом цикле, так как они имеют большее расстояние между выводами (обычно 1,27 мм).
Так как тип 2 является комбинацией типов 1 и 3, то он использует все операции, характерные для этих типов (рис. 3.6). Это наиболее сложный вариант для практической реализации, потому что он содержит максимальное число операций. При наличии в нем сложных компонентов (тип IIС) технологический процесс дополнительно включает в себя операции индивидуального монтажа этих компонентов с помощью лазерной пайки или группового паяльника (рис. 3.7)
|
|
|
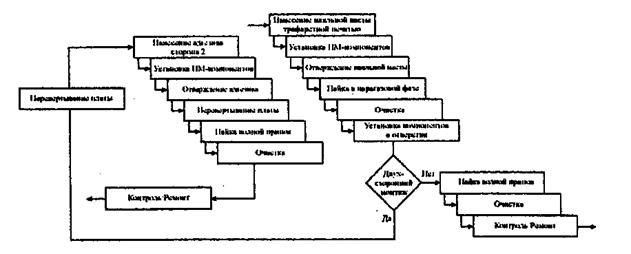
Рис. 3.6. Схема процесса ПМ - конструктивов типа 2
Рис. 3.7. Схема процесса ПМ - конструктивов типа IIС
Первой операцией технологического процесса (ТП) будет автоматизированная установка компонентов со штыревыми выводами с их подгибкой (рис.3.8). Она выполняется на серийном оборудовании. Далее плата переворачивается и на места установки ПМ - компонентов наносится адгезив. С помощью автоматических укладчиков устанавливаются ПМ – компоненты и осуществляется подсушивание адгезива в конвекционных или инфракрасных печах. После отверждения адгезива плата переворачивается обратно

Рис 3 8. Схема процесса ПМ-конструктивов типа 3
и производится пайка выводов традиционных и ПМ-компонентов волновой пайкой. Дискретные ПМ - компоненты за счет приклеивания во время пайки остаются на своих местах. Последние операции всех технологических процессов – очистка и контроль. Некоторые фирмы осуществляют пайку волной припоя и ПМ - корпуса ИМС (SO). Однако это не рекомендуется ввиду высоких тепловых нагрузок на корпуса, снижения коррозионной стойкости и надежности ИМС.
Каждый из рассмотренных вариантов ПМ обладает своими достоинствами и недостатками.
В качестве достоинств чисто поверхностного монтажа (тип 1) можно отметить:
• наибольшую степень миниатюризации изделия;
• высокую степень автоматизации технологического процесса;
• одноступенчатый процесс пайки;
• высокую надежность изделия;
• возможность обеспечения высокого выхода годной продукции;
• улучшенные выходные электрические характеристики;
• возможность уменьшения объема изделия на 40—75% (по сравнению с ТНТ).
К недостатком и проблемам этого варианта монтажа можно отнести:
• недостаточную номенклатуру и объем выпуска компонентов для ПМ;
• большие первоначальные затраты на приобретение нового высокоточного сборочно-монтажного оборудования;
|
|
|
• несовместимость по термическим характеристикам ПП и отдельных типов корпусов ПМК (для LCCC, CBGA и др.);
• более высокую сложность контроля изделия в процессе изготовления;
Достоинствами варианта смешанного монтажа (тип 2, IIС) являются:
• больший выбор компонентов при их оптимальной стоимости;
• высокая плотность монтажа (уменьшение объема изделия на 20-60%);
• возможность использования имеющегося оборудования.
В качестве недостатков этого варианта можно отметить:
• многоступенчатость технологического процесса:
• необходимость применения дополнительного оборудования (например, для лазерной пайки);
• не полное использование обратной стороны печатной платы.
Третий вариант монтажа (тип 3, IIIC) также позволяет в определенной степени повысить плотность монтажа и на 10—30% уменьшить объем изделия. Однако по этой характеристике он значительно проигрывает двум первым вариантам и не всегда позволяет обеспечить требуемую степень интеграции. Появляется также дополнительная операция нанесения и отверждения адгезива.
Можно выделить следующие группы технологических процессов и операций, реализующих различные варианты технологии поверхностного монтажа:
• нанесение и сушка адгезива;
• нанесение припойной пасты;
• установка компонентов на печатные платы;
• пайка;
• очистка собранной платы от технологических загрязнений;
• контрольные операции;
• ремонт.
Перечисленные технологические процессы практически присутствуют (кроме нанесения и сушки адгезива) при всех вариантах реализации технологии ПМ. Для каждой группы в настоящее время разработана большая гамма технологических процессов, целесообразность применения которых определяется вариантом монтируемой платы, устанавливаемых корпусов, назначением изделия, предъявляемыми к нему требованиями, вопросами стоимости. Поэтому для правильного построения техпроцесса и обоснованного выбора оборудования необходимо иметь информацию о всех возможных и доступных для потребителя вариантах.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 973; Нарушение авторских прав?; Мы поможем в написании вашей работы!