КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические основы индивидуальной пайки
|
|
|
|
Индивидуальная пайка применяется при монтаже блоков в условиях мелкосерийного производства, а также во всех случаях ремонтных работ. ТП индивидуальной пайки состоит из следующих операций: фиксации соединяемых элементов, нанесения дозированного количества флюса и припоя, нагрева места пайки до заданной температуры и выдержки в течение фиксированного времени, охлаждения соединения без перемещения паяемых деталей, очистки и контроля качества соединения.
Для обеспечения надежности паяных соединений предусматривают:
· механическое закрепление элементов и монтажных проводников на контактных лепестках и гнездах при объемном монтаже;
· выбор оптимальных зазоров в конструкции паяных соединений между поверхностями монтажных элементов.
При пайке оловянно-свинцовыми припоями такие зазоры определяются по формуле
 ,
,
где d отв — диаметр металлизированного отверстия; d в — диаметр вывода ЭРЭ.
Основные типы монтажных соединений в производстве ЭА показаны на рис.6.16. Пайка выводов 1 в неметаллизированные отверстия печатных плат 2 (рис. 6.16, а) отличается тем, что припой 3 не полностью заполняет монтажное отверстие. Вследствие этого снижается механическая прочность соединения, повышается вероятность отслоения контактных площадок 4. Соединение с полным пропаем металлизированного отверстия (рис. 6.16, б) получается при рациональном выборе зазора и большом времени пайки в условиях хорошей смачиваемости металлизированного отверстия. Соединение, показанное на рис. 6.16, в, формируется при точном совмещении вывода с контактной площадкой (фиксация элемента).
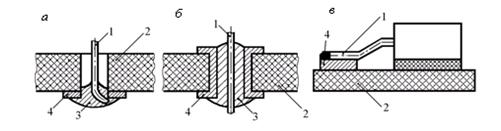
рис. 6.16. Типы монтажных соединений
Температура пайки выбирается из условия наилучшей смачиваемости припоем паяемых деталей и отсутствия значительного теплового воздействия на паяемые элементы. Практически она на 20—50 °С выше температуры плавления припоя. Как видно из графической зависимости (рис. 6.17), на участке А смачивание недостаточное, С — максимальное, В — оптимальное (не вызывает перегрева припоя и паяемых материалов).
|
|
|
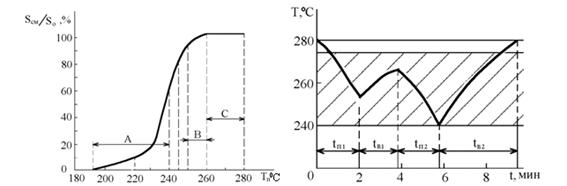
| рис. 6.17. Зависимость площади смачивания от температуры припоя | рис. 6.18. Термический цикл пайки паяльником |
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника:
· температурой рабочего конца жала;
· степенью стабильности этой температуры, обусловленной динамикой теплового баланса между теплопоглощением паяемых деталей, теплопроводностью нагревателя и теплосодержанием паяльного жала;
· мощностью нагревателя и термическим КПД паяльника, определяющими интенсивность теплового потока в паяемые детали.
В технологии ЭА поддержание на заданном уровне температуры жала паяльника является весьма важной задачей, поскольку при формировании электромонтажных соединений на печатных платах с использованием микросхем, полупроводниковых приборов и функциональных элементов, термочувствительных и критичных к нагреву, возможны выход из строя дорогих и дефицитных элементов, снижение надежности изделия. Особенно критична к температурному режиму ручная пайка паяльником, которая имеет следующие параметры: температура жала паяльника 280—320 °С, время пайки не более 3 с. Однако из-за интенсивной теплоотдачи сначала в припой, набираемый на жало, а затем в паяемые элементы температура рабочей части жала паяльника снижается на 30—110 °С и может выйти из оптимального температурного интервала пайки (рис. 6.18).
Соотношение времени пайки и продолжительности пауз между пайками должно обеспечить восстановление рабочей температуры паяльного жала. Длительность восстановления зависит от теплопроводности жала, его длины, эффективной мощности нагревателя и степени охлаждения при пайке. Рекомендуемые мощности паяльников: для пайки ИМС и термочувствительных ЭРЭ 4, 6, 12, 18 Вт, для печатного монтажа 25, 30, 35, 40, 50, 60 Вт, для объемного монтажа 50, 60, 75, 90, 100, 120 Вт.
|
|
|
КПД паяльников имеет в настоящее время тенденцию к повышению от 35 до 55 % в связи с применением внутреннего обогрева жала вместо внешнего. Напряжение питания нагревателя выбирается равным 24, 36, 42 В, а в бытовых паяльниках — 220 В.
Стабилизация температуры рабочего жала паяльников достигается несколькими способами:
· тиристорным терморегулятором, состоящим из датчика температуры, закрепляемого в паяльном жале на расстоянии 30—40 мм от рабочего торца и схемы управления. Точность регулирования температуры непосредственно в датчике достигает ± 2 °С, однако на рабочем конце жала она достигает ± 5—10 °С за счет инерционности теплового поля (прибор "Термит");
· нагревателем с переменным электросопротивлением, зависящим от температуры. Например, в монтажном паяльнике фирмы Philips (Германия) нагревательный элемент состоит из агломерата свинца и бария, сопротивление которого возрастает в сотни раз при нагревании выше точки Кюри, в результате чего сила тока снижается и паяльник остывает, а после охлаждения ниже точки Кюри процесс развивается в обратном порядке;
· использованием магнитного датчика, изменяющего свои свойства при нагреве выше точки Кюри, в результате чего в паяльнике фирмы Weller (США) происходит отключение нагревателя;
· использованием массивного паяльного жала и близким расположением нагревателя.
Паяльные жала характеризуются следующими геометрическими параметрами: длиной, диаметром, формами загиба жала и заточки рабочего конца. Длина жала зависит от пространственного расположения паяных соединений и может быть от 10 мм (микропаяльники) до 30—50 мм (паяльники для объемного монтажа). Диаметр жала должен в 15—25 раз превышать диаметр проводника и выбирается из ряда предпочтительных диаметров: 0,5; 0,8; 1,5; 3; 5; 8; 10 мм.
Форма загиба жала выбирается в зависимости от глубины монтажа и интенсивности тепловой нагрузки, а также пространственного расположения паяемых соединений (табл. 6.6, рис. 6.19).
|
|
|
Табл. 6.6. Унифицированный ряд загиба паяльных жал
| Индекс жала | Угол загиба, град. | Характеристика применения | ||
| Глубина монтажа | Интенсивность нагрузки | Расположение соединений | ||
| А | Большая | Любая | Разнотипное | |
| Б | Средняя | Средняя | Однотипное | |
| В | Небольшая | То же | Многообразие пространственного положения | |
| Г | То же | Высокая |
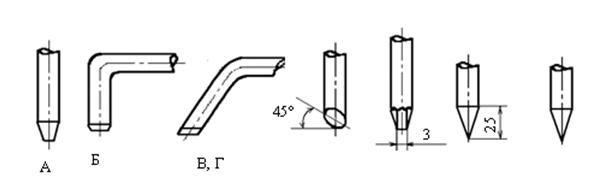
Рис. 6.19. Формы загиба и заточки паяльных жал
Форма заточки жала зависит от плотности монтажа, размеров контактных площадок, интенсивности тепловой нагрузки (рис. 6.19, табл. 6.7).
Табл. 6.7. Унифицированный ряд заточки паяльных жал
| Номер заточки | Конфигурация жала | L, мм | Характеристика применения | ||
| Плотность монтажа | Размер контактных площадок | Интенсивность тепловой нагрузки | |||
| Две рабочие плоскости | Высокая | Небольшой | Небольшая | ||
| То же | То же | Средний | Средняя | ||
| » | Средняя | Большой | Высокая | ||
| Одна рабочая плоскость | Высокая | Средний | Средняя | ||
| Три рабочие плоскости | Средняя | Средний | То же | ||
| Увеличенная поверхность | до 1 | Высокая | Небольшой | » |
Для унификации паяльных жал введены следующие их обозначения из трех знаков: первый определяет диаметр жала, второй (буква) — угол загиба жала, последний (цифра) — номер заточки, например 8Б6, 5А4 и т. д.
Эрозионная стойкость жала паяльника определяет его долговечность. Обычное медное жало из-за интенсивного растворения в припое после 1000 паек теряет форму и нуждается в заточке. Для защиты жала применяют гальваническое покрытие никелем толщиной 90—100 мкм, что удлиняет срок службы жала примерно вдвое. Перспективное решение проблемы — применение порошковых спеченных сплавов медь—вольфрам. Повышенная термо- и износостойкость вольфрама удачно сочетается с хорошей теплопроводностью меди. Гарантированная пористость материала улучшает смачивание жала припоем.
|
|
|
Паяльник фирмы Weller для ремонтно-монтажных работ имеет: время нагрева жала до температуры 270°С — 6 с; встроенную подсветку зоны пайки; время работы от кадмиевой батарейки — около 10 ч; три сменных жала диаметрами 0,8; 1,5; 2,5 мм и длиной 63 мм; удобный дизайн, обеспечивающий включение питания нажатием кнопки непосредственно перед выполнением пайки. Эта фирма выпускает устройства типа HEAT-A-DIL для распайки ИМС и ремонта электронных блоков на печатных платах, имеющие сменные насадки для ИМС с различным количеством выводов и экстракторы для демонтажа ИМС с печатных плат.
Фирма Pace Inc. (США) выпустила микропортативный прибор MP-1 для припаивания и распаивания элементов, предназначенный для ремонтных работ в различных условиях и работающий от сети 220 В или 12-вольтной батареи. Время нагрева паяльника — 1 мин, обеспечивается надежный контроль температуры наконечника паяльника.
Ряд зарубежных фирм выпускает паяльные станции, состоящие из стабилизированного блока питания, паяльника с набором сменных жал и вакуумного отсоса припоя из зоны пайки, представляющего собой конструкцию типа медицинского шприца с пружиной.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 472; Нарушение авторских прав?; Мы поможем в написании вашей работы!