КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные понятия о взаимозаменяемости, допусках и посадках
|
|
|
|
При производстве, эксплуатации и ремонте изделий принцип взаимозаменяемости имеет важное значение.
Взаимозаменяемость - свойство составной части изделия, обеспечивающее возможность ее применения взамен другой подобной с сохранением заданного качества изделия, в состав которого она входит.
Необходимо различать 4 вида взаимозаменяемости:
полная - взаимозаменяемые однотипные детали изделия могут быть изготовлены и установлены «на свое место» без всякой дополнительной обработки (подшипники, крепежные изделия);
неполная - взаимозаменяемость обеспечивается в среднем, на основе теоретико-вероятностных расчетов (широко применяется в массовом производстве);
групповая - детали изготавливаются на распространенном станочном оборудовании с технологически выполнимыми на данном оборудовании допусками, перед установкой сопрягаемые детали сортируются на несколько размерных групп, а на сборку подаются детали с одинаковым номером группы (поршни, гильзы цилиндров и поршневые кольца двигателей внутреннего сгорания);
обеспечиваемая посредством регулирования и подгонки - в этом случае указывается деталь или её элемент, подвергаемые пригоночной доработке в процессе сборки, или вводятся регулировочные детали, называемые компенсаторами.
Обеспечению взаимозаменяемости посвящено значительное число стандартов, большая часть которых объединена в две системы: ЕСДП – «Единая система допусков и посадок» и ОНВ – «Основные нормы взаимозаменяемости». ЕСДП охватывает допуски гладких элементов деталей и посадки, образуемые при соединении по ним (плоскость, цилиндр, сфера). ОНВ регламентируют допуски и посадки шпоночных, шлицевых, резьбовых и конических соединений, а также зубчатых передач и колес.
|
|
|
Допуски характеризуют точность изготовления размерных характеристик детали, а посадки характеризуют характер и качество сопряжения соединяемых деталей. Допуски и посадки указываются на рабочих и сборочных чертежах, чертежах общих видов и в другой технической документации.
Основным документом, регламентирующим размеры и качество изготовления детали является ее рабочий чертеж. Размеры элементов детали делятся на номинальные - те, которые проставляются непосредственно на чертеже, действительные - размеры, полученные фактически после изготовления детали, и предельные - те размеры, выход за которые действительного размера приводит к нарушению взаимозаменяемости или работоспособности детали. Номинальные размеры, проставляемые на чертеже, регламентированы ГОСТ 6636, который включает четыре ряда основных размеров (в порядке предпочтения: Ra5, Ra10, Ra20, Ra40) и один ряд дополнительных размеров. Чем ниже номер ряда, тем более крупная градация размеров в нем используется (табл. П1.1). Размеры, меньшие 1 мм и большие 10 мм, можно получить умножением размеров табл. П1.1 на соответствующую степень десяти (10-1; 10-2; 10; 102 и т.д.).
Предельные размеры, в свою очередь, делятся на наименьшие предельные размеры и наибольшие предельные размеры.
Таблица П1.1. Ряды основных нормальных линейных размеров, мм
|
Но на чертежах проставляются не предельные размеры, а предельные отклонения (обязательно со знаком «+» или «-»). Предельное отклонение - это разность между предельным и номинальным размерами. Действительное отклонение - это разность между действительным (полученным при изготовлении конкретной детали) и номинальным размерами.
|
|
|
Предельные отклонения проставляются справа от номинального размера в виде надстрочного и подстрочного индексов. Верхнее предельное отклонение всегда ставится вверху, нижнее - внизу (независимо от их знаков). Если одно из предельных отклонений равно нулю, то оно на чертеже не ставится.
Все размеры деталей принято делить на 3 группы: Охватывающие, которым присвоено общее название отверстие; охватываемые, которые объединены общим названием вал, и ступенчатые размеры, относимые к прочим. Охватывающие - это размеры, измеряемые поверхности которых смотрят внутрь, одна на другую (обычно обозначаются буквой «D» - D, Dmin, Dmax). Охватываемые - это размеры, измеряемые поверхности которых смотрят наружу, в противоположные стороны (обычно обозначаются буквой «d» - d, dmin, dmax). Ступенчатые (прочие) - это размеры, измеряемые поверхности которых направлены в одну сторону.
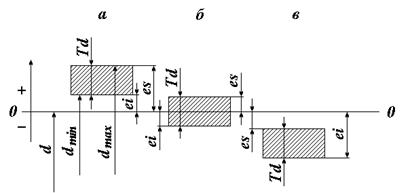 Рис. П1.2. Схема расположения полей допусков вала относительно нулевой линии (номинальной поверхности): а -выше; б - симметрично; в - ниже; ei - нижнее отклонение; es - верхнее отклонение; Td - поле допуска размера.
Рис. П1.2. Схема расположения полей допусков вала относительно нулевой линии (номинальной поверхности): а -выше; б - симметрично; в - ниже; ei - нижнее отклонение; es - верхнее отклонение; Td - поле допуска размера.
|
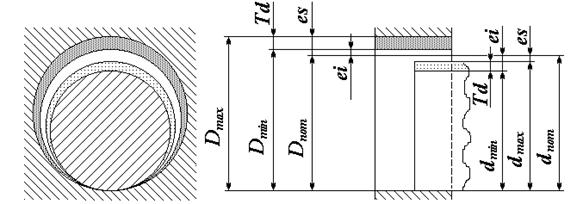 Рис. П1.1. Схема расположения полей допусков при посадке с зазором; Dnom, Dmax, Dmin -номинальный, максимальный и минимальный диаметры отверстия; dnom, dmax, dmin -номинальный, максимальный и минимальный диаметры вала; es -верхнее отклонение, ei -нижнее отклонение размера; Td -поле допуска размера.
Рис. П1.1. Схема расположения полей допусков при посадке с зазором; Dnom, Dmax, Dmin -номинальный, максимальный и минимальный диаметры отверстия; dnom, dmax, dmin -номинальный, максимальный и минимальный диаметры вала; es -верхнее отклонение, ei -нижнее отклонение размера; Td -поле допуска размера.
|
Точность изготовления детали характеризуется допусками (рис. П1.1, П1.2). Допуск - величина разности между максимальным и минимальным предельными размерами.
|
|
|
Размерную зону между верхним предельным отклонением и нижним предельным отклонением называют полем допуска (Td, рис. П1.1, П1.2). Для наглядности сравнения полей допусков их принято изображать графически в форме прямоугольников на плоскости (рис. П1.2), где отклонения откладываются по вертикали от нулевой линии, соответствующей номинальному размеру детали. Отклонения на таких диаграммах обычно изображаются в микронах (1×10-6 м) с применением необходимого масштаба.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП)
| Порядок формирования полей допусков |
Поля допусков стандартизованы. Стандарты ЕСДП распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами до 10000 мм и регламентируют величину основных отклонений и полей допусков в этом диапазоне размеров.
Каждому классу (степени) точности в системе ЕСДП соответствует определенный квалитет (всего их 19) со своей величиной поля допуска.
Внутри каждого квалитета размеры полей допусков растут с увеличением номинальных размеров. Квалитеты нумеруются порядковыми номерами: 01; 0; 1…17. В технической документации поле допуска обозначается IT c номером квалитета (пример: IT7; IT14). В табл. П1.2 представлены рекомендации по применению полей допусков различных квалитетов.
Таблица П1.2. Применение квалитетов допусков ЕСДП
|
Основным отклонением называют одно из двух отклонений поля допуска (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Основным всегда является ближайшее к нулевой линии предельное отклонение. Основные отклонения на чертеже и в документации обозначаются буквами латинского алфавита - для основных отклонений отверстий используются прописные (большие) буквы, а для обозначения основных отклонений валов - строчные (малые) буквы. При этом буквы I и i не используются, но существуют основные отклонения, обозначаемые двумя буквами (CD, EF, FG, ZA,ZB,ZC). Во всех размерных группах основные отклонения H и h равны 0, а основные отклонения J и j располагаются симметрично относительно нулевой линии. Основные отклонения A…H (a…h) расположены в тело детали (для отверстий имеют знак «+», для валов - «-»), а основные отклонения K…Z (k…z) расположены из тела детали (для отверстий имеют знак «-», для валов - «+»). Неосновное (второе предельное) отклонение образуется путем прибавления допуска квалитета к основному отклонению в сторону от нулевой линии (кроме основных отклонений J и j). Таким образом обозначение допуска размера состоит из одной или двух букв (основное отклонение) и цифры (поле допуска для квалитетов от 01 до 17), например: D5; CD11; d6; H7; h9; J14; P6; r8 и т.д.
|
|
|
Сочетанием любых основных отклонений с каждым из квалитетов возможно образовать свыше тысячи полей допусков валов и отверстий. Такое разнообразие полей допусков в производственных условиях является неэкономичным, так как затрудняет унификацию режущего и мерительного инструмента. Поэтому в стандартах произведен ограничительный отбор полей допусков, рекомендованных к применению, а среди последних выделены поля допусков предпочтительного применения (в стандартах поля предпочтительного применения обычно заключены в рамки).
| Порядок формирования посадок в соединениях |
Посадкой называется характер соединения двух деталей, определяемый величиной зазора или натяга на поверхностях контакта соединяемых деталей. Различают три типа посадок: с зазором, с натягом и переходные. Посадка (натяг или зазор) обеспечивается за счет сочетания определенного вида полей допусков на сопрягаемые поверхности. В технической документации посадка обозначается в виде дроби, числитель которой всегда является допуском отверстия, знаменатель - вала.
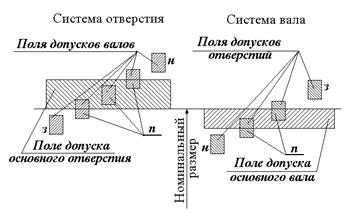 Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом.
Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом.
|
При назначении основных отклонений для размеров, принадлежащих разным деталям соединения используют систему отверстия и систему вала (рис. П1.3). В системе отверстия отверстие является основным, и для него обычно в качестве основного отклонения назначают отклонение Н (равное 0), а формирование посадки производят за счет основного допуска вала (от a до h зазор, остальные либо переходные, либо натяг); в системе вала все наоборот - основным является вал (основное отклонение вала h, равное 0), а формирование посадки производят за счет основного допуска отверстия. Стандартами рекомендуются предпочтительные сочетания полей допусков сопрягаемых деталей для посадок разной степени плотности, но принципиально возможно применение для сопрягаемых деталей самых различных сочетаний основных отклонений и квалитетов. Наиболее предпочтительным является выбор квалитета для размеров отверстий на один выше (то есть менее точного) по сравнению с валами (отверстие труднее обработать), в этом случае стоимость обработки обеих сопрягаемых поверхностей будет примерно одинакова, а качество соединения почти не ухудшается.
Наиболее наглядно посадки изображаются на диаграммах полей допусков (рис. П1.3):
- при посадке с зазором поле допуска вала всегда лежит ниже поля допуска отверстия (наибольший предельный размер вала всегда меньше наименьшего предельного размера отверстия), то есть посадка гарантирует зазор в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
- при посадке с натягом поле допуска вала всегда лежит выше поля допуска отверстия (наименьший предельный размер вала всегда больше наибольшего предельного размера отверстия), то есть посадка гарантирует натяг в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
- при переходной посадке поля допусков частично или полностью перекрываются (наибольший предельный размер вала больше наименьшего предельного размера отверстия, а наименьший предельный размер вала меньше наибольшего предельного размера отверстия), и в этом случае в соединении возможен как некоторый зазор, так и некоторый натяг, в зависимости от действительных размеров соединяемых деталей.
Изготовление деталей с допусками, установленными в системе отверстия, обходится (при прочих равных условиях) дешевле вследствие использования меньшей номенклатуры режущего и мерительного инструмента. По этой причине основная масса деталей, изготавливаемых в машиностроении выполняется с допусками по системе отверстия. Поля допусков для отверстий и валов представлены в табл. П1.3 и П1.4 (численные значения полей допусков см. приложение 2).
Таблица П1.3
Поля допусков валов и отверстий (система отверстия)
| Основное отверстие | Поля допусков валов для образования посадок | ||||||
| с зазором | переходных | с натягом | |||||
| H5 | g4 | g5 | c8 | js4 | js5 | n4 | p4 |
| H6 | g6 | g7 | c9 | js6 | js7 | p5 | p6 |
| H7 | f4 | f5 | c11 | k4 | k5 | p7 | r5 |
| H8 | f6 | f7 | b9 | k6 | k7 | r6 | r7 |
| H9 | f8 | f9 | b11 | m4 | m5 | s5 | s6 |
| H10 | e5 | e6 | b12 | m6 | m7 | s7 | s8 |
| H11 | e7 | e8 | a9 | n5 | n6 | t5 | t6 |
| H12 | e9 | d8 | a11 | n7 | -- | t7 | u5 |
| H13 | d7 | d8 | -- | -- | -- | u6 | u7 |
| H14 | d9 | d10 | -- | -- | -- | u8 | v6 |
| H15 | d11 | -- | -- | -- | -- | v7 | x7 |
| H16 | -- | -- | -- | -- | -- | x8 | z7 |
| H17 | -- | -- | -- | -- | -- | z8 | -- |
| Предпочтительные поля допусков выделены темным фоном |
Таблица П1.4
Поля допусков валов и отверстий (система вала)
| Основной вал | Поля допусков отверстий для образования посадок | ||||||
| с зазором | переходных | с натягом | |||||
| h4 | G5 | G6 | C8 | Js5 | Js6 | P5 | P6 |
| h5 | G7 | F5 | C9 | J6 | Js7 | P7 | P8 |
| h6 | F6 | F7 | C11 | J7 | Js8 | P9 | R6 |
| h7 | F8 | F9 | B9 | J8 | K5 | R7 | R8 |
| h8 | E5 | E6 | B11 | K6 | K7 | S6 | S7 |
| h9 | E7 | E8 | B12 | K8 | M5 | T6 | T7 |
| h10 | E9 | E10 | -- | M6 | M7 | -- | U8 |
| h11 | D6 | D7 | A9 | M8 | N6 | -- | -- |
| h12 | D8 | D9 | A11 | N7 | N8 | -- | -- |
| h13 | D10 | D11 | CD11 | N9 | -- | -- | -- |
| h14 | -- | -- | -- | -- | -- | -- | -- |
| h15 | -- | -- | -- | -- | -- | -- | -- |
| h16 | -- | -- | -- | -- | -- | -- | -- |
| h17 | -- | -- | -- | -- | -- | -- | -- |
| Предпочтительные поля допусков выделены темным фоном |
| Назначение и краткая характеристика посадок ЕСДП |
В таблицах П1.5 и П1.6 представлены посадки ЕСДП в системе отверстия и системе вала, рекомендуемые к применению для размеров 1- 500 мм.
Таблица П5
Рекомендуемые посадки для номинальных размеров 1-500 мм (система отверстия)
| Скользящие посадки | Посадки с зазором | Посадки переходные | Посадки с натягом | ||||||||||||||
| H5 h4 | H6 h5 | H5 g4 | H6 g4 | H6 f6 | H7 g6 | H7 f7 | H5 js4 | H5 k4 | H5 m4 | H6 p5 | H6 r5 | H6 s5 | H7 p6 | H7 r6 | |||
| H7 h6 | H8 h7 | H7 e7 | H7 e8 | H7 d8 | H7 c8 | H8 f8 | H5 n4 | H6 js5 | H6 k5 | H7 s6 | H7 s7 | H7 t6 | H7 u7 | H8 s7 | |||
| H8 h8 | H9 h8 | H8 f7 | H8 e8 | H8 d8 | H8 c8 | H8 f9 | H6 m5 | H6 n5 | H7 js6 | H8 u8 | H8 x8 | -- | H8 z8 | -- | |||
| H8 h9 | H9 h9 | H8 e9 | H8 d9 | H9 f8 | H9 f9 | H9 e9 | H7 k6 | H7 m6 | H7 n6 | -- | -- | -- | -- | -- | |||
| H10 h9 | H10 h10 | H9 e8 | H9 d9 | H10 d10 | H11 d11 | H11 c11 | H8 js7 | H8 k7 | H8 m7 | -- | -- | -- | -- | -- | |||
| H11 h11 | H12 h12 | -- | H11 b11 | H11 a11 | H12 b12 | -- | -- | H8 n7 | -- | -- | -- | -- | -- | -- | |||
| Предпочтительные поля допусков выделены темным фоном | |||||||||||||||||
Таблица П1.6
Рекомендуемые посадки для номинальных размеров 1-500 мм (система вала)
| Скользящие посадки | Посадки с зазором | Посадки переходные | Посадки с натягом | ||||||||
| H5 h4 | H6 h5 | G5 h4 | G6 h5 | F7 h5 | G7 h6 | F8 h6 | Js5 h4 | K5 h4 | M5 h4 | P6 h5 | P7 h6 |
| H7 h6 | H8 h7 | F7 h6 | E8 h6 | D8 h6 | F8 h7 | E8 h7 | N5 h4 | Js6 h5 | K6 h5 | R7 h6 | S7 h6 |
| H8 h8 | H9 h8 | D8 h7 | F9 h8 | F8 h8 | E9 h8 | E8 h8 | M6 h5 | N6 h5 | Js7 h6 | T7 h6 | U8 h7 |
| H8 h9 | H9 h9 | D9 h8 | D8 h8 | F9 h9 | E9 h9 | D10 h9 | K7 h6 | M7 h6 | N7 h6 | -- | -- |
| H10 h9 | H10 h10 | D11 h11 | C11 h11 | B11 h11 | D9 h9 | D10 h10 | Js8 h7 | K8 h7 | M8 h7 | -- | -- |
| H11 h11 | H12 h12 | A11 h11 | B12 h12 | -- | -- | -- | -- | N8 h7 | -- | -- | -- |
| Предпочтительные поля допусков выделены темным фоном |
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 4892; Нарушение авторских прав?; Мы поможем в написании вашей работы!