КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Витягування
|
|
|
|
Витягування - це процес одержання порожніх деталей (коробкоподібної, циліндричної та іншої форм) з листових заготівок.
Витяжку виконують у спеціальних штампах для витягування, що складаються з матриці та пуансона з круглими крайками.
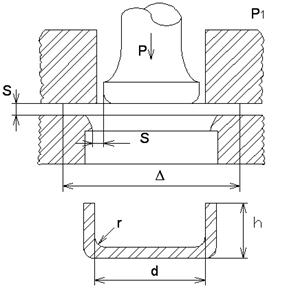
У верхній частині, елемент якої піддається стиску, матеріал втрачає стійкість форми та гофрується. Для усунення цього, фланцева частина притискається притисками. Зусилля притиску Р1 = (0,6...0…0,8)Р.
Лекція №24
При русі пуансона униз фланцева частина заготівки ковзає між матрицею та притиском, тому для зменшення тертя необхідне змащення.
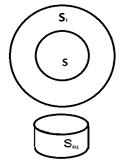
 - коефіцієнт витягування – параметр, по якому провадиться розрахунок заготівки.
- коефіцієнт витягування – параметр, по якому провадиться розрахунок заготівки.
де
 - площа кільця;
- площа кільця;
 - площа дна;
- площа дна;
 - площа бічної поверхні.
- площа бічної поверхні.

У результаті витяжки можна одержати деталі з фланцем.
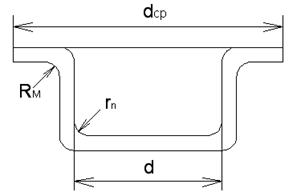
де
 - радіус матриці;
- радіус матриці;
 - радіус пуансона;
- радіус пуансона;
 - діаметр фланця.
- діаметр фланця.
На кресленнях вказують розміри за пуансоном, вказують тільки внутрішні радіуси.
Радіус матриці та пуансона не повинні бути меншим від припустимих значень:
 ,
,  (S-товщина заготівки).
(S-товщина заготівки).
Це обмежує витяжку.
Витяжку, при якій стоншення бічних стінок до 20% (їм нехтують), називають витяжкою без стоншення.
При такій витяжці має місце обмеження величини h/d:
h/d £ 0,5 для витяжки з фланцем;
h/d £ 0,6 для витяжки без фланця.
Рівність тільки для найпластичніших матеріалів (сталь 08, сталь 10, алюміній, мідь).
При більших значеннях h/d має місце розрив донною частини, тому що при великому ступені деформації виникає сітка Франка (структура наклепу) і матеріал втрачає пластичність.
Для повернення пластичних властивостей застосовують рекристалізаційний відпал.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 421; Нарушение авторских прав?; Мы поможем в написании вашей работы!