КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Трубчатые бункера
|
|
|
|
БУНКЕРА, ВЫДАЮЩИЕ ДЕТАЛИ НЕПРЕРЫВНЫМ ПОТОКОМ
Если из загрузочного пространства бункера сосредоточенные навалом детали выносятся не с помощью специальных механизмов, а параметрически, под действием сил веса, трения или инерции, то детали на выходе из бункера движутся непрерывным потоком.
Производительность бункеров этого типа зависит от скорости движения и размера деталей и может быть в общем виде определена по формуле
 (20)
(20)
где
V – средняя скорость движения деталей, см/мин;
l – размер детали, измеренный по направлению движения, см;
k – коэффициент западания.
В некоторых типах бункеров с непрерывной выдачей деталей скорость движения их постоянна (например, фрикционные бункера); там формула (20) может быть использована непосредственно для практических расчетов. Если же скорость движения деталей переменная (например, трубчатые бункера), теоретическое определение производительности весьма затруднительно.
В трубчатых бункерах вынос деталей из навала осуществляется за счет собственного веса деталей. Трубчатые бункера не нуждаются в механизмах для сбрасывания лишних деталей, так как переполнение трубки не вызывает никаких задержек в работе. Кроме того, они отличаются простотой конструкции и могут легко переналаживаться на другой вид деталей.
Существует несколько конструктивных форм бункеров с ориентацией деталей западанием в трубку (рис. 17), которые различаются по виду движения (вращательное, возвратно-поступательное) и по тому, какая часть устройства совершает эти движения – кожух или трубка.
Основной тип – бункер с вращающейся трубкой – рекомендуется применять для средних размеров деталей (рис. 17, а). Устройство с вращающимся кожухом (рис. 17, б) дает лучшие результаты на относительно малых деталях. Можно и корпус и трубку оставить неподвижными, а создать относительное перемещение (ворошение) деталей вращающимся штифтом – ворошителем, как это показано на рис. 17, в. Бункер с вращающийся ворошителем обладает более высокой производительностью для относительно крупных деталей. Это объясняется тем, что в бункерах с вращающимся кожухом развиваются центробежные силы, препятствующие выпаданию деталей. Это явление не имеет места в бункерах с вращающимся ворошителем.
|
|
|
Бункер с возвратно-поступательно движущейся разрезной трубкой (рис. 17, д) пригоден для загрузки деталей типа пластин.
В бункере с возвратно-поступательно движущейся трубкой (рис. 17, г) или кожухом (рис. 17, е) детали западают в трубку при совпадении их осей. Если трубке, кроме возвратно-поступательного движения, придать еще и вращательное (рис. 17, ж), то вероятность западания деталей в трубку значительно увеличится.
Практически установлено, что оптимальными значениями угла наклона днища являются 40 – 500 .
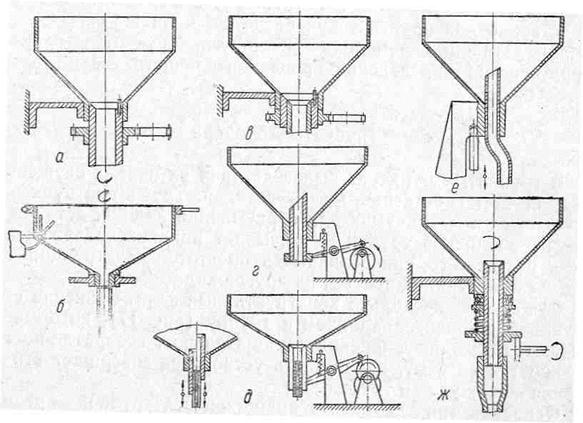
Рис. 17. Трубчатые бункера.
Диаметр отверстия вращающейся трубки оказывает большое влияние на производительность бункера. Вероятность западания детали из навала в отверстие трубки пропорциональна площади отверстия трубки, т. е. квадрату диаметра трубки. К тому же увеличение отверстия трубки улучшает условия западания детали, так как увеличивается плечо, на котором сила тяжести поворачивает деталь вокруг края трубки внутрь ее. Поэтому диаметр отверстия трубки следует выбирать максимально возможным. Однако его увеличение ограничивается двумя условиями:
1) диаметр отверстия трубки не должен позволять детали поворачиваться в такое положение, при котором возможно заклинивание;
2) диаметр отверстия трубки не должен допускать одновременного попадания в трубку двух деталей.
|
|
|
Заклинивание детали в трубке возможно в том случае, если деталь повернется в положение, при котором диагональ ее продольного сечения АВ образует с перпендикуляром к поверхности трубки угол b, равный (или меньше) углу трения r (рис. 18, а).
Для удовлетворения первого условия необходимо, чтобы r<b, но
 ,
,
где
D – диаметр отверстия трубки;
l – длина детали;
d – диаметр детали.
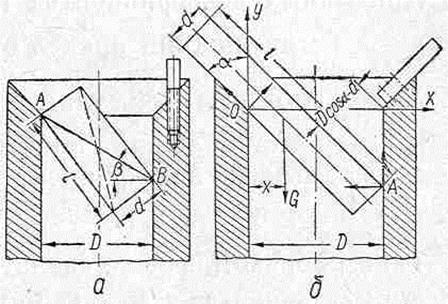
Рис. 18. Западание деталей в трубку.
Диаметр, при котором возможно заклинивание, d3 получим при
tgb=tgr=f
Заменяя
cosb= 
и вводя коэффициент надежности h= 0,9 – 0,95, получим окончательно
 (21)
(21)
Для удовлетворения второго условия необходимо, чтобы
 (22)
(22)
Определим размеры деталей (по отношению  ), для которых при расчете внутреннего диаметра трубки необходимо учитывать оба условия, и размеры деталей, для которых можно принять только одно из этих условий. Для этого определим отношение , удовлетворяющее обеим формулам одновременно:
), для которых при расчете внутреннего диаметра трубки необходимо учитывать оба условия, и размеры деталей, для которых можно принять только одно из этих условий. Для этого определим отношение , удовлетворяющее обеим формулам одновременно:
откуда
или
 (23)
(23)
При малых коэффициентах трения значением f2 можно пренебречь. Тогда нижний предел отношения , удовлетворяющий одновременно двум формулам,
 = 1,73.
= 1,73.
Примем наибольший практически возможный для загружаемых деталей коэффициент трения f = 0,8. Тогда верхний предел  = 2,4.
= 2,4.
Таким образом, можно сделать следующие выводы:
1. Для деталей с отношением <1,73 диаметр отверстия трубки следует рассчитывать по формуле (21).
2. Для деталей с отношением = 1,73 – 2,4 диаметр отверстия трубки следует подсчитывать по обеим формулам и принимать меньший.
3. Для деталей с > 2,4 достаточно подсчитать диаметр отверстия трубки по формуле (22), принимая коэффициент надежности, учитывающий допуск на изготовление деталей и трубки, h= 0,9 ¸ 0,95.
Рассмотрим влияние отношения и входного угла приемного конуса на условия западания деталей в трубку (рис. 18, б).
Очевидно, условия западания в трубку будут тем лучше, чем больше плечо Х, на котором сила тяжести поворачивает деталь внутрь трубки.
Значение Х, при котором еще не будет происходить западание детали в трубку, можно определить из условия равновесия детали под действием приложенных к ней сил: веса детали G, нормальных реакций N1 и N2 в точках 0 и А и сил трения F1= f N1 и F2=f N2.
Проектируя все силы на оси ОХ и ОУ и составляя уравнение моментов относительно точки O, получим следующие уравнения равновесия:
|
|
|
N1 fcosa+ N1 fsina+ N2f- G = 0;
- N1 fsina+ N1 cosa - N2=0.
GX - N2fD + N2  (24)
(24)
В результате решения этих уравнений и ряда других преобразований получаем
 (25)
(25)
где
 (26)
(26)
В табл. 5 представлены предельные значения отношений , подсчитанные по формулам (25) и (26) для различных входных углов приемной части трубки и различных углов трения.
Таблица 5 Предельные значения отношений

| f | |||
| 0,3 | 0,4 | 0,45 | 0,5 | |
| 600 | 3,5 | 3,55 | 3,6 | 3,7 |
| 450 | 4,3 | 4,1 | 4,05 | 4,0 |
| 300 | 8,0 | 7,5 | 6,8 | 6,55 |
Форма ворошителей также оказывает довольно существенное влияние на производительность бункера с вращающейся трубкой. На практике встречаются ворошители в виде штифта, ввинчиваемого в торец трубки, с осью, параллельной оси трубки (рис. 18, а) и ворошители в виде флажка, прикрепленного к трубке под углом (рис. 18,б). Ворошитель в виде штифта всегда обеспечивает большую производительность.
При проектировании бункера с возвратно-поступательно движущейся разрезной трубкой ход вкладышей следует выбирать по формуле
Н = (0,8 + 1,О) l (27)
где
l – длина детали (для шайб – наружный диаметр).
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1278; Нарушение авторских прав?; Мы поможем в написании вашей работы!