КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Новые технологии контроля параметров металлических расплавов
|
|
|
|
Постоянно увеличивающийся спрос на высококачественные марки стали, обычные углеродистые или специального назначения, является проблемой как для металлургов, так и для производителей металлургического оборудования и измерительных систем. Требуется все более быстрый и эффективный контроль процессов, протекающих в сталеплавильных агрегатах, и процессов обработки стали в агрегатах внепечной обработки (установках доводки металла, вакуумирования, печь-ковшах и др.). И прежде всего важен контроль температуры метала – от выплавки до разливки в слиток или на МНЛ3.
Многие дефекты образуются в результате выпуска либо холодных, либо перегретых плавок. Получение высококачественной стали возможно лишь при соблюдении оптимального температурного режима.
Для поддержания оптимальной температуры разливаемого металла в ковше в очень узком диапазоне компания «Нординкрафт» предлагает использовать систему непрерывного измерения температуры «Contitherm» (рис. 4.1). Система позволяет прогнозировать температурный ход разливки, своевременно оповещает оператора о выходе температуры металла за допустимые пределы, уменьшает вероятность подвисаний и прорывов, обеспечивает безопасную работу персонала. Использование термопар «Contitherm» дает возможность оптимизировать работу автоматизированных систем управления непрерывной разливкой и согласовывать скорости литья с измеряемой температурой, обеспечивает возможность разливать металл при температуре, максимально близкой к температуре ликвидуса. Промежуточные ковши, имеющие системы плазменного подогрева металла или ввода хладагентов, могут более эффективно управляться на основании информации о текущей температуре металла. Термопары непрерывного действия имеют малое время срабатывания, встроены в корпус из алюмографитовой керамики и могут находиться в расплаве до 24 часов без ухудшения точностных характеристик измерения (±1 ºС при t=1554 ºС).
|
|
|
Для обеспечения быстрого и надежного измерения содержания водорода в расплавленном металле и оперативного принятия решения по корректировке режима внепечной обработки (вакуумирования) поставляется система «Hydris» (рис. 4.2).
Основное отличие систем измерения содержания водорода «Hydris» заключается в том, что расходуемые зонды содержат газопроводные трубки вместо электрических проводников. Несущий газ (азот) подается из пневматического блока по пневматическому кабелю через барботажную трубку в расплав. Растворенный в стали водород диффундирует в пузырьки несущего газа, который затем собирается пористым наконечником. Последний за счет высокого поверхностного натяжения пропускает только пузырьки газа и не пропускает расплавленный металл. Через всасывающие трубки несущий газ поступает обратно в пневматический блок, где в нем с помощью детектора теплопроводности измеряется парциальное давление водорода. Несущий газ циркулирует в закрытом контуре до того момента, когда парциальное давление водорода в нем стабилизируется и становится равным парциальному давлению водорода, равновесному с содержанием водорода, растворенного в металле. Далее в соответствии с законом Сивертса процессорный блок определяет содержание водорода. По сравнению с традиционным методом определения содержания водорода (отбор пробы и последующий анализ путем нагрева в вакууме или расплавления пробы) данный метод имеет ряд существенных преимуществ, оправдывающих применение достаточно дорогостоящей системы (стоимость приборной части около 40 000 долл., зондов – 30-32 долл.). При использовании вакуум-нагрева, несмотря на соблюдение всех возможных мер предосторожности, практически неосуществимо устранить потери водорода при обработке пробы или, например, насыщение пробы водородом при
|
|
|
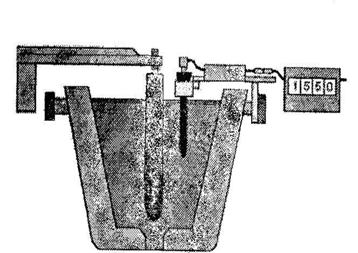
Рисунок 4.1 - Система непрерывного измерения температуры «Contitherm»
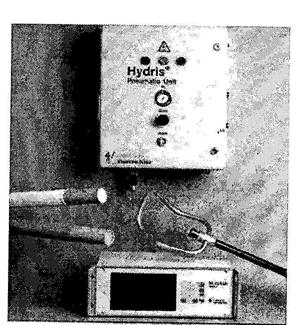
Рисунок 4.2 – Система измерения содержания водорода «Hydris»
закаливании в воде. Плохое качество отобранных проб может значительно повлиять на результаты. Метод требует больших затрат времени. Проба должна доставляться в лабораторию в жидком кислороде или сухом льде. Она должна быть тщательно очищена, вымыта, высушена, взвешена; большое количество времени требуется на разогрев и настройку соответствующего прибора.
Экспресс-анализ с помощью системы «Hydris» позволяет почти в 100 раз сократить время на получение результата. Продолжительность измерения всего лишь около 60 секунд. Стандартное отклонение при определении содержания водорода – 0,2 рpm, что в несколько раз выше точности которую обеспечивает метод вакуумного нагрева.
Измерение содержания водорода в промковше МНЛЗ подтверждает, достигнут ли требуемый уровень водорода в металле перед разливкой. По результатам измерения можно принять решение о целесообразности проведения изотермического отжига или об исключении термообработки при содержании водорода в требуемых пределах, оценить качество конечного металлопродукта с точки зрения его внутренней структуры и т.д. Система «Hydris» используется в основном для контроля флокеночувствительного металла, в сталях с очень низкими пределами содержания водорода (например толстолистовая сталь, рельсы, трубы и т.д.), где по техническим условиям требуется аттестация металла по содержанию водорода. Предел водорода, который позволяет гарантированно проводить дальнейшую обработку, зависит от качества стали, дозировки продукта и процесса охлаждения по окончании горячей прокатки и ковки. Иногда предельные границы очень низки (до 1,5 ppm). «Hydris» применяется также для контроля при формовом литье из-за опасности образования пузырьков близко к поверхности детали. При разливке стали на МНЛЗ из-за образования флокенов близко к поверхности слитка может произойти аварийная ситуация (прорыв металла под кристаллизатор). Измерение содержания водорода позволяет контролировать ситуацию и, при необходимости, принимать решение о его снижении (например вакуумной обработкой). В настоящее время на ОАО «Северсталь» (Россия) используются подобные системы. Установлены они и на некоторых других предприятиях: в Старом Осколе, Нижнем Тагиле, Волгограде.
|
|
|
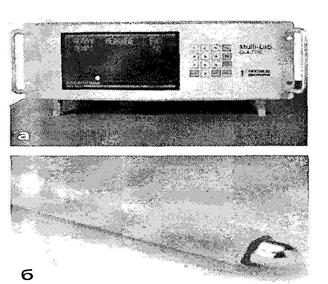
Для конвертерных производств компания «Нординкрафт» поставляет системы, которые позволяют получать значения требуемых параметров без прерывания процесса выплавки. Данные системы состоят из процессорных блоков, обрабатывающих результаты измерений (это могут быть приборы «Digilance» и «Multi Lab», рис. 4.3,а) и расходных комбинированных зондов «Multi - Lance» (рис. 4.3,б).
Зонды поставляются нескольких модификаций:
- Для одновременного измерения температуры и отбора пробы - TS;
- Для одновременного измерения температуры, определения содержания углерода и отбора пробы - TSC;
- Для одновременного измерения температуры, определения содержания растворенного кислорода и отбора пробы - TSO.
Стандартное исполнение комбинированных зондов: длина 1,5-2,0 м, наружный диаметр 80 мм. Эти габариты являлись препятствием для использования зондов в конвертерном производстве ОАО «Северсталь». За короткий период специалистами фирмы «Heraeus Electro-Nite» была создана и предложена новая модификация ML-DIV «2-in-1» для одновременного измерения температуры и отбора пробы без повалки конвертера. Конструкция этих комбинированных зондов позволяет «отстреливать» их после использования сжатым газом, тем самым обеспечивая безопасность работы персонала.
В настоящее время проходят промышленные испытания зондов «3-in-1» новой модификации, которые предоставляют возможность одновременно с отбором пробы и измерением температуры определять активность кислорода в стали, производить
а
|
|
|
Рисунок 4.3 – Система «Multi Lab» (а) и расходные комбинированные зонды «Multi - Lance» (б)
Рисунок 4.4 – Зонд Celox Slac для определениятемпературы и окисленности металлических расплавов
Рисунок 4.5 – Система «Hot Metal» для определения содержания серы и кремния в чугуне
расчет содержания углерода в ванне и рассчитывать количество алюминия, необходимого для предварительного раскисления.
Применение зондов «2-in-1» и «3-in-1» сокращает время плавки в целом, улучшает ее тепловой баланс, уменьшает количество додувок и повышает стойкость футеровки конвертора (по данным компании «Danieli», уменьшение продолжительности плавки составляет 8 минут, уменьшение износа футеровки - 25%). Для тех конвертерных производств, где по техническим или экономическим причинам установка измерительного зонда невозможна, достаточно эффективным средством измерения может быть система «Quick-Tap», состоящая из одноразовых зондов и прибора «Multi-Lab QuickТар». Зонды представляют собой смонтированные в металлическом корпусе измерительные элементы, позволяющие определять значение температуры и активности кислорода в стали, а также производить расчет углерода и количества раскислителя для предварительного раскисления. Прибор соединяется с зондами (магазин для хранения предусматривает наличие 12 зондов) с помощью огнеупорного кабеля, намотанного в нерабочем состоянии на бумажную трубку. После «отстрела» зонд по направляющей поступает в рабочее пространство конвертера, причем длина кабеля подбирается так, чтобы зонд свободно погружался в расплавленный металл.
При выплавке стали на выпуске плавки из сталеплавильного агрегата попадание в сталеразливочный ковш печного шлака с высоким содержанием FeO отрицательно влияет на все последующие процессы, протекающие при внепечной обработке и разливке стали. Для отсечки печного шлака разработано и применяется много систем, однако ни одна из них не позволяет полностью исключить попадание печного шлака в сталеразливочный ковш.
При наличии на поверхности стали в ковше высокоокисленного шлака система «металл - шлак» находится в разбалансированном состоянии. По этой причине химический состав стали начинает изменяться, что приводит к непредсказуемому усвоению легирующих добавок и вторичному окислению металла.
Равновесное парциальное давление кислорода в металле и шлаке определяется содержанием алюминия в стали и FeO в шлаке.
При внепечной обработке после присадки раскислителя в металл окислительный потенциал шлака не находится в состоянии равновесия с жидкой ванной, и в раскисленной стали происходит окисление (угар) раскислителя. Поэтому одной из важнейших задач для повышения качества стали является нейтрализация шлака в ковше путем выравнивания равновесного парциального давления кислорода с парциальным давлением кислорода жидкой стали.
Программное обеспечение прибора «Multi-Lab Celox» (версия 2.14 EL) позволяет автоматически распознавать и выводить на экран данные о величине э.д.с. кислородного датчика и содержание FeO или FеО+МnО в шлаке, а также обрабатывать сигналы с других видов зондов (Positherm, Celox). Зонд Celox Slac (рис. 4.4) полностью совместим с оборудованием системы для определениятемпературы и окисленности металлических расплавов. Продолжительность измерения не превышает 10 с.
Зонд погружается в сталь через слой жидкого покровного шлака, который намораживается на поверхности датчика окисленности, являющегося чувствительным элементом этого зонда. После попадания в жидкую сталь датчик окисленности и намороженный на нем шлак приходят в термическое равновесие с металлом. Измерение активности кислорода в шлаке производится электрохимической ячейкой с твердым электролитом из стабилизированного оксидом магния диоксида циркония.
Измеряя величину э.д.с. генерируемую электрохимической ячейкой, и зная величину равновесного парциального давления кислорода со смесью Cr/Cr2O3, на основании закона Нернста можно рассчитать парциальное давление кислорода, равновесное со шлаком.
Показания зондов Celox Slac сравнивались с анализом проб шлака, отобранных в момент измерения методом намораживания на металлический стержень. Было установлено, что при низкой активности кислорода в шлаке содержание FeO, определенное спектральным методом анализа, выше. При более высоком содержании оксида железа в шлаке сходимость результатов значительно улучшается. Это связано с присутствием в шлаковых образцах, подготовленных к анализу, частиц металлического железа, попадающих из-за большой площади контакта стержня и шлака, а также из жидкой стали в процессе пробоотбора, что и вносит долю погрешности в определение содержания окисленности шлака.
Измерительная система «Multi-Lab Celox» позволяет за несколько секунд определить активность кислорода покровного шлака зондом Celox Slac, а также активность кислорода стали зондом Celox, и оперативно определиться с дальнейшей технологией обработки. Для нейтрализации шлака используется присадка алюминийсодержащих добавок или специальных смесей на основе СаС 2, снижающих окислительный потенциал шлака. Обработка шлака и измерение содержания FeO перед раскислением металла позволяют точнее и быстрее управлять вводом алюминия или легирующих добавок, содержащих титан, кальций и др., благодаря повышению предсказуемости их усвоения. Кроме того, сокращается время обработки (по данным ОАО «Северсталь» - до 6 мин.), так как практически исключается ввод корректирующей добавки. Высвобожденное время может способствовать повышению производительности агрегата внепечной обработки стали, его можно использовать для более глубокого очищения металла от неметаллических включений путем увеличения продолжительности продувки ванны аргоном.
Для контроля процесса десульфурации металла также необходим контроль окисленности металла и шлака. Активность кислорода в значительной степени влияет на эффективность удаления серы. С увеличением содержания FeO покровные ковшевые шлаки значительно снижают свою десульфирующую способность. Измерение окисленности покровных шлаков позволяет снизить продолжительность обработки и более точно спрогнозировать конечное содержание серы в стали. Для эффективной десульфурации уровень окисленности металла и шлака должен быть достаточно низким.
Из вышеизложенного очевидно, что зонды Celox Slac являются эффективным инструментом контроля управления окислительным потенциалом шлака при внепечной обработке жидкого металла с целью повышения качества готовой продукции и снижения расхода дорогостоящих раскислителей и легирующих материалов, а также сокращения общего времени обработки плавки.
На установке десульфурации чугуна конвертерного производства ОАО «Северсталь» проведена демонстрация и закончены испытания новой системы «Hot Metal» (рис.4.5) для определения содержания серы и кремния в чугуне. Система состоит из вторичного прибора Multi-Lab III» и одноразовых зондов. Время измерения 10-18 с. Диапазон определяемого содержания серы составляет от 0,0005 до 0,1%, кремния - от 0,1 до 1,3%. При использовании данной системы не требуется отбор пробы и ее химический анализ, уменьшаются трудозатраты в химической лаборатории и экономятся затраты на проведение анализа, а также улучшается предсказуемость хода плавки в конвертере. Система «Hot Metal» может использоваться и как резервное средство анализа в случае, если локальный анализатор или анализатор в цеховой химической лаборатории вышел из строя.
Зонд НМ в режиме реального времени измеряет истинное содержание серы, а не общее, куда входит и сера, связанная в неметаллические включения, которые искажают результат эффективности обработки. Своевременно полученные с помощью зонда НМ данные о температуре и содержании кремния позволяют более точно рассчитать долю лома в шихте, что необходимо для статической модели управления плавкой в конвертере. Во многих цехах используется средневзвешенное содержание кремния в чугуне. Часто оно сильно отклоняется от реального содержания кремния в ванне. Такие неконтролируемые отклонения содержания кремния являются основной причиной выбросов металла и большой разницы между ожидаемым и фактическим химическим составом металла на повалке.
Использование системы «Hot Metal» на установке десульфурации чугуна дает следующие преимущества: сокращается время обработки, экономятся десульфирующие реагенты (за счет снижения расхода peaгентов на переобработку плавок экономия на реагентах для десульфурации может достигать 15%), уменьшаются затраты на анализ в химической лаборатории, стабилизируется
химический состав чугуна и стали. Измерения зондом НМ проводятся за несколько секунд, что значительно быстрее, чем при определении серытрадиционным анализом с отбором пробы. Точность измерения не зависит от методики отбора пробы. Чугун из некоторых ковшей «Торпедо» требует десульфурации, из других – не требует (в зависимости от требований к составу стали, выплавляемой в данный момент в конвертере.) Зонд НМ позволяет быстро принять решение, что делать с чугуном: отправлять ли его на установку десульфурации или транспортировать напрямую в конвертерное отделение. Обеспечены быстрая обратная связь с доменной печью по результатам измерения температуры, %S и %Si, возможность для оперативного контроля за выпускаемым из доменной печи чугуном.
Компания «Нординкрафт» проектирует и производит некоторые виды технологического оборудования, используемого для контроля параметров металлических расплавов. К таким устройствам относятся: манипулятор для измерения температуры, определения активности кислорода и отбора пробы на повалке конвертера; манипулятор для измерения температуры, определения активности кислорода (содержания углерода) и отбора пробы для шахтной электропечи. Измерения «вручную» осложнены большим расстоянием до поверхности металла и сильным тепловым воздействием. Это ухудшает точность измерения, особенно при определении активности кислорода. Манипулятор оснащен двумя жезлами, при использовании которых, а также зондов «2-in-l" и "3-in-1», можно одновременно и достаточно быстро получить два измерения температуры, определить активность кислорода и произвести отбор пробы необходимого качества. Оборудование монтируется на передвижной тележке или рабочей площадке и не требует присутствия персонала во время измерения, обеспечивая безопасность работы металлургов. Кроме того, результаты измерений становятся более надежными, поскольку измерения с помощью манипулятора нe зависят от уровня квалификации обслуживающего персонала.
В настоящее время ведутся работы по модернизации манипулятора измерительной фурмы конвертера для работы комбинированными зондами «3-in-1» с автоматической перезарядкой.
Заключение
Очевидно, что использование современных систем контроля параметров металлических расплавов обеспечивает более высокие показатели производства сталей. Этому способствуют следующие положительные изменения:
- уменьшение средней продолжительности выплавки;
- повышение производительности конвертеров и печей;
- сокращение корректирующих операций по химическому составу и температуре;
- сокращение расхода легирующих материалов, раскислителей, ферросплавов и энергоносителей;
- улучшение качества и увеличение выхода годного металла за счет оптимизации процесса выплавки.
Системы контроля параметров металлических расплавов спроектированы как удобный инструмент эффективного решения производственных задач, в том числе и для высококвалифицированного персонала металлургических и литейных предприятий. Несомненно, их применение является необходимым условием успешной сталеплавильной практики.
ПРИЛОЖЕНИЕ К РАЗДЕЛУ 4.
П.1.Описание работы приборов и систем контроля параметров металлических возможности систем:
1. Определение температуры металлического расплава.
2. Определение в расплавленном металле:
а) активности кислорода;
б) содержания водорода;
в) содержания азота.
3. Определение активности кислорода в шлаках.
4. Определение содержания серы в чугуне.
5. Использование комбинированных систем контроля, существенно оптимизирующих процесс выплавки за счет совмещения нескольких операций, а именно:
а) измерение температуры;
б) измерение активности кислорода;
в) определение содержания углерода;
г) отбор пробы.
6. Отбор проб расплавленного металла (стали, чугуна), шлака.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1183; Нарушение авторских прав?; Мы поможем в написании вашей работы!