КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекции 6 - 8. Тема «Основные принципы наладки фрезерных станков»
|
|
|
|
Особенности наладки токарных станков с ЧПУ
В начале смены проверяют основные функции движения станка. В целях тепловой стабилизации станка и устройства ЧПУ включают на холостом ходу вращение шпинделя со средней частотой и питание устройства ЧПУ в течение 20...25 мин (при этом станок прогревается).
Согласно карте наладки подбирают режущий инструмент и оснастку для крепления заготовки. Проверяют состояние инструмента. Устанавливают инструмент в соответствующие позиции суппорта револьверной головки, указанные в карте наладки.
Настраивают кулачки, ограничивающие перемещения суппорта и его нулевое (исходное) положение. Вводят УП с пульта УЧПУ с бланка или из кассеты внешней памяти. Проверяют УП сначала в покадровом режиме, а затем — в автоматическом, наблюдая за правильностью ее осуществления.
Закрепляют заготовку в соответствии с картой наладки. Выполняют размерную настройку режущего инструмента. Обрабатывают заготовку по УП. Определяют размеры готовой детали и вводят необходимые коррекции с пульта управления УЧПУ (при обработке партии заготовок периодически проверяют размеры деталей и при необходимости вводят коррекции).
При обработке первой заготовки необходимо наблюдать за процессом резания (особенно за стружкообразованием и шероховатостью обработанной поверхности); при необходимости следует вводить коррекции режимов резания (с пульта управления УЧПУ).
Задание для студентов: (1) с. 133-181, 292-296, 296-300, 324-333; (2) с. 4-31, 41-50; (3) с. 148-173.
1. Проверка соответствия фрезерных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
2. Выбор метода обработки при фрезеровании.
|
|
|
3. Настройка режимов резания.
4. Основные принципы наладки приспособлений для крепления заготовок.
5. Фрезерование с применением делительной головки.
6. Основные принципы наладки фрезерных станков с ЧПУ.
Проверка соответствия фрезерных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой. Проверить легкость перемещения стола станка во всех направлениях ручными подачами, при необходимости ослабить стопорные устройства и установить стол в положение, удобное для установки фрезы.
При возникновении вибраций остановить станок и принять меры к их устранению, проверить состояние и крепление фрезы, надежность закрепления заготовки и приспособления, выбранные режимы резания.
Перед установкой фрезы на станок проверить:
1) качество заточки — режущие кромки не должны иметь выкрашиваний, трещин и прижогов;
2) надежность и прочность крепления режущих зубьев в корпусе фрезы, а также степень их износа при условии, что фреза находилась в эксплуатации; если режущие кромки фрезы затупились или выкрошились, то фрезу необходимо заменить;
3) посадочные поверхности фрезы, оправки, переходных втулок, цанги и шпинделя, а также торцы установочных колец, чтобы на них не остались загрязнения и волокна от обтирочного материала.
При установке и съеме фрез остерегаться ранений рук о режущие кромки. Для этого необходимо использовать рукавицы или предварительно надевать на фрезу кожухи, закрывающие ее режущие зубья.
При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта. Фиксацию осуществляют, включив коробку скоростей во избежание проворачивания шпинделя.
После закрепления фрезы проверить биение ее режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
|
|
|
Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Перед установкой заготовок на стол станка или в приспособление очистить их от загрязнений; особое внимание обратить на состояние базовых поверхностей; при наличии на базовых поверхностях заусенцев, грата и других неровностей необходимо удалить их слесарным инструментом.
Места крепления заготовки следует выбирать как можно ближе к обрабатываемой поверхности. Особое внимание должно быть уделено состоянию поверхности стола.
Перед установкой заготовки на стол станка необходимо тщательно очистить его от загрязнений и стружки. В случае крепления заготовки на необработанные поверхности следует применять прихваты с насечкой.
Если обработку производят в приспособлении, то необходимо выполнить следующие работы:
1) перед установкой приспособления протереть стол и посадочные места приспособления;
2) при подналадке положения приспособления на столе станка применять только молотки со вставками из мягкого материала (меди, латуни);
3) в случае крепления заготовки за необработанные поверхности необходимо оснастить тиски прижимными губками с насечкой;
4) закрепляя заготовки в тисках за обработанные поверхности, их необходимо оснастить нагубниками из мягкого металла;
5) при закреплении цилиндрических заготовок в патроне делительной головки следует применять разрезные втулки из мягкого металла и прокладывать фольгу.
Удалять стружку со стола после снятия каждой обработанной детали с помощью капроновых, волосяных или щетинных щеток (для этой цели может быть использован пылесос).
Производить установку и съем тяжелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на станке.
Приемы работы на фрезерном станке:
1) заготовку подавать к фрезе только после включения вращения шпинделя, при этом механическую подачу включать до соприкосновения фрезы с заготовкой;
2) перед остановкой станка необходимо сначала выключить подачу, затем отвести фрезу от обрабатываемой детали и выключить вращение шпинделя;
|
|
|
3) отводить фрезу на безопасное расстояние, чтобы не повредить руки о её режущие кромки при съеме обработанной детали или её измерении на станке;
4) регулировать правильность подвода СОЖ в зону резания;
5) избегать размещения на столе станка режущих, вспомогательных и измерительных инструментов, а также других заготовок и ранее обработанных деталей.
6) при наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Биение режущих кромок фрез не должно быть больше, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства.
7) обычная точность при фрезеровании находится в пределах 9... 11-го квалитета, а шероховатость обработанной поверхности Ra 1,6...6,3 мкм.
Выбор метода обработки при фрезеровании. В зависимости от материала заготовки необходимо установить метод обработки — встречное или попутное фрезерование. Встречное фрезерование применяют для вязких материалов, а попутное — для хрупких, чтобы не допустить выкрашивания кромки заготовки. При попутном фрезеровании, допустимом на станке с соответствующей конструкцией механизма подач, до начала работы нужно устранить зазор («мертвый ход») в паре винт—гайка механизма перемещения стола.
Прежде чем приступить к наладке фрезерного станка, осуществляют его подготовку к работе, которая состоит из проверки исправности и готовности станка к выполнению различных операций фрезерования. На холостом ходу проверяют выполнение станком команд по пуску и остановке электродвигателя, включение и выключение вращения шпинделя, включение и выключение механических подач стола.
Убедившись в исправности станка, приступают к его наладке. Методы наладки станков фрезерной группы рассмотрим на примере универсальных консольно-фрезерных станков с ручным управлением.
Настройка режимов резания. При настройке заданной картой наладки или мастером частоты вращения шпинделя 6 (см. рис. 5.2) необходимо рукоятку переключателя 1 в коробке скоростей 5 выдвинуть на себя, а затем повернуть вправо вокруг оси в требуемое положение до совпадения установленной частоты на лимбе 3 рукоятки со стрелкой-указателем на корпусе коробки 5. После этого рукоятку вдвигают обратно (от себя).
|
|
|
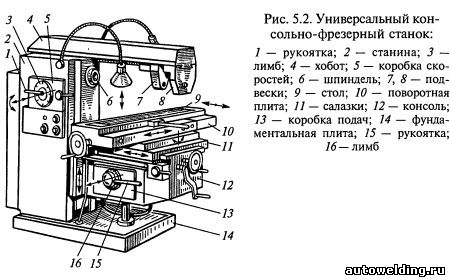
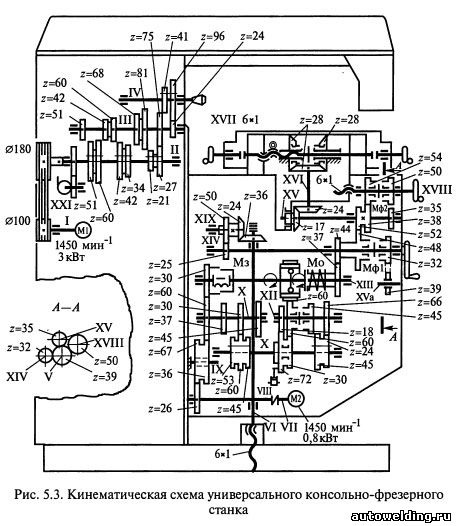
Аналогично частоте вращения шпинделя производят наладку заданной подачи в коробке 13 при перемещении рукоятки 15 с лимбом 16. Движение подачи в универсальных консольно-фрезерных станках выполняется столом 9, перемещающимся в трех направлениях — продольном, поперечном и вертикальном. Расчет элементов режима резания производится по кинематической схеме станка (см. рис. 5.3).
Перед началом обработки на станке следует произвести надежный зажим салазок, по которым перемещается стол, а также консоли на стойке станка. В зависимости от габаритных размеров заготовки (зажимного приспособления), установленной на столе, определить необходимые значения его ходов (с учетом схода (сбега) инструмента) и расставить кулачки, ограничивающие ход и выключающие механическую подачу стола.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 7816; Нарушение авторских прав?; Мы поможем в написании вашей работы!