КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Влияние смазывающих сред на свойства фрикционного контакта
|
|
|
|
Характер взаимодействия поверхностей инструмента и заготовки при шлифовании имеет много общих моментов с фрикционным контактом. Есть мнения, что физику процесса шлифования правильнее рассматривать не с позиций резания, а с позиций сухого трения двух поверхностей с нерегулярным профилем. Если при сухом трении существуют три вида взаимодействия контактирующих микронеровностей: упругое, пластическое и микрорезание, то при шлифовании все перечисленные взаимодействия тоже имеют место. Однако при шлифовании этот процесс существенно больше смещен в сторону микрорезания, где действуют активные зерна. Однако и при шлифовании 85-90 % зерен не режет, а пластически деформирует тончайший поверхностный слой. При всех трех взаимодействиях возникают упругие волны широкого частотного диапазона, распространяющиеся по деталям станка и воспринимаемые датчиками колебаний в виде ВА сигнала. Но при всех этих взаимодействиях могут формироваться и адгезионные связи в местах контакта, которые увеличивают жесткость упругой системы и формируют силы демпфирования в контакте. Участие этих взаимодействий в генерации ВА энергии и в формировании сил трения различно и зависит от многих условий. По мере затупления режущих граней абразивных зерен будет увеличиваться сближение контактирующих поверхностей, расти фактическая площадь контакта и доля зерен, взаимодействующих в упругом и пластическом режимах. Это вызывает неизбежное повышение объемной температуры поверхности и величину температурных вспышек в точках контакта. Разупрочнение обрабатываемой поверхности является прямым следствием этого процесса. Исследования ВА сигналов при трении показывают, что в целом ряде ситуаций их параметры могут нести информацию, полезную для ведения мониторинга за процессом шлифования и состоянием шлифовального круга.
Основные трудности применения ВА сигналов в системах диагностики связаны со сложными зависимостями параметров ВА сигналов от технологических факторов и состояния круга. Выше было показано, что с ростом площади контакта при трении изменение параметров ВА сигнала может носить нелинейный характер, приближающийся к экспоненте, что при определенных условиях параметры ВА сигнала могут достигать состояния «насыщения», когда они мало меняются при вариации ФПК. Это свойство сложным образом формируется под влиянием интенсивности и частоты возмущающих импульсов в зоне контакта, с одной стороны, и прочности адгезионных мостиков, создаваемых в зоне контакта взаимодействующими неровностями, с другой стороны. Помимо влияния износа и засаливания шлифовального круга на параметры ВА сигналов интерес представляют зависимости, связывающие вариации глубины и ширины шлифования с параметрами ВА сигнала, влияние дисбаланса шлифовального круга и перерывов в подаче СОТС на ВА сигнал. Эти изменения могут присутствовать в реальных процессах, создавая трудности в идентификации происходящих возмущений диагностических параметров и в принятии правильных решений.
Эксперименты проводились на плоскошлифовальном станке мод. 3Г71М, оснащенном шлифовальным кругом с зерном (размер 40) из белого электрокорунда. Акселерометр устанавливался на столе станка, где и крепилась заготовка из стали 35 в состоянии поставки. На рис. 2.7.1 показаны октавные спектры ВА сигналов виброускорения, полученных при вариации ФПК при шлифовании без СОТС. Вариации ФПК обеспечивались за счет изменения ширины шлифования. Во всех октавах с увеличением ширины наблюдается монотонный рост амплитуды ускорения, однако для большинства октавных полос видно, что превышение ширины в 1 мм вызывает ускоренный рост амплитуды ВА сигнала.

Рис. 2.7.1. Октавные спектры ВА сигналов, при шлифовании без СОТС с глубиной 0,02 мм и шириной: 1 – 0,5 мм; 2 – 1 мм; 3 – 2 мм
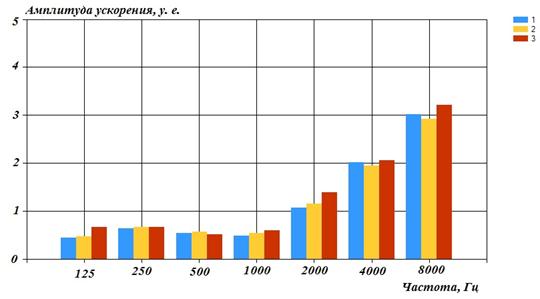
Рис. 2.7.2. Октавные спектры при шлифовании с СОТС с разной глубиной: 1 – 0,04 мм; 2 – 0,06 мм; 3 – 0,08 мм
На рис. 2.7.1 показаны результаты при шлифовании без СОТС. При этом амплитуда ВА сигналов бывает значительно выше, чем в условиях применения СОТС. На рис. 2.7.2 показаны октавные спектры при шлифовании с СОТС, где ФПК варьировалась за счет изменения глубины шлифования. Из рис. 2.7.2 можно сделать вывод, что в некотором диапазоне вариации глубины шлифования при наличии СОТС изменения амплитуды ВА сигнала сравнительно небольшие. Причиной такого положения может быть влияние пленок СОТС, разделяющих поверхности контакта, амортизирующих ударные процессы, минимизирующих адгезионные явления в зонах пластических и упругих контактов. Для сравнения на рис. 2.7.3 показаны спектры сигналов, записанных в одинаковых условиях, но без применения СОТС и с СОТС. На некоторых резонансных частотах применение СОТС снизило амплитуду сигнала до семи раз. Т. о., применение СОТС значительно снижает влияние глубины и ширины шлифования на амплитуду ВА сигнала, сопровождающего процесс обработки. Из этого можно сделать вывод о том, что в возмущениях, порождающих упругие колебания, основная доля принадлежит упругому и пластическому взаимодействию микронеровностей. Утверждение обосновывается тем, что СОТС не попадает в зоны микрорезания, где формируются ювенильные поверхности, поэтому режущая способность шлифовальных зерен от введения СОТС не меняется, что подтверждается практикой. Следовательно, изменение ВА активности контакта при введении СОТС определяется ее влиянием на зерна, работа которых сопровождается упругим и пластическим взаимодействием. Появление разделяющих пленок снижает их активность в отношении возмущающего воздействия, и в отношении формирования адгезионных связей, стабилизирующих фрикционный контакт. Возникновение ВА равновесия в контакте на более низком уровне излучаемой мощности говорит за то, что в зоне контакта уменьшилось количество возмущающих источников по сравнению со стабилизирующими. Из этого следует, что стабилизирующие функции более свойственны активным зернам, обладающим наибольшим механическим и адгезионным сцеплением с обрабатываемым материалом. Это и обеспечивает выход фрикционного контакта на уровень насыщения при более низком значении ВА сигнала.
В этой ситуации контроль глубины шлифования должен возлагаться на контроль моментов касания инструмента и заготовки или другие средства мониторинга. В работе [12, 13] показывается, что различимые приращения амплитуды ВА сигнала появляются еще в моменты упругого контакта сближающихся поверхностей инструмента и заготовки. Темпы нарастания амплитуды ВА сигнала во многом зависят от скорости относительного движения неровностей контактирующих поверхностей. При шлифовании эти скорости наибольшие, что делает контроль момента контакта с помощью ВА сигнала простым и надежным инструментом. На рис. 2.7.4 показан пример записи ВА сигнала в октаве 4 кГц, где видно, что в момент вхождения правящего алмаза в зону правки наблюдаются лишь отдельные импульсы касания алмаза и круга, что начало контакта алмаза по всей окружности происходит только через 0,3 с, т. е. через несколько оборотов от момента первого контакта. На первых оборотах касание происходит по наиболее выступающему участку круга. Однако импульсы ВА сигнала почти с самых первых контактов круга с алмазом соизмеримы и даже превышают амплитуды сигнала при начале стационарной правки. Такое поведение ВА сигнала связано с тем, что в момент вступления в контакт нет адгезионных связей между кругом и алмазом, наличие которых повышает фактическую жесткость упругой системы в зоне резания [7, 8, 3]. Возмущающий импульс воздействует на систему, обладающую в этот момент минимальной жесткостью. Описанное свойство ВА сигнала при использовании на станках с ЧПУ позволяет не только определять координату положения шлифовального круга в момент касания заготовки, но и дает возможность определять остаточное биение круга и необходимость повторной правки. Зная координату инструмента в момент касания, можно задавать необходимый припуск на операцию, компенсируя тепловые деформации и неопределенности диаметра круга и размера заготовки.
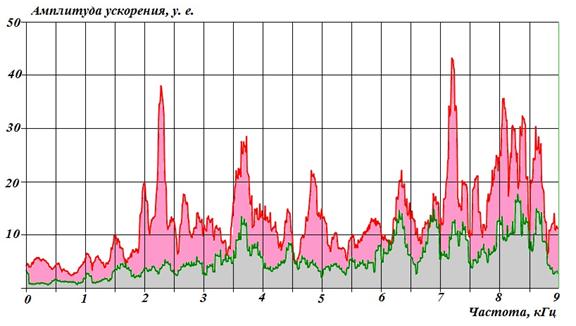
Рис. 2.7.3. Спектры ВА сигналов при работе без СОТС (верхний график) и при работе с СОТС (нижний график): глубина шлифования 0,04 мм, ширина 1 мм.
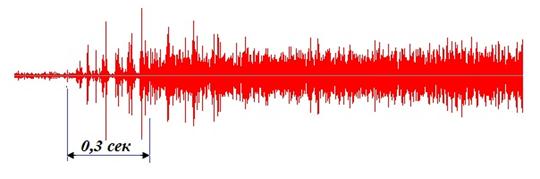
Рис. 2.7.4. Пример записи ВА сигнала в октаве 4 кГц при вхождении правящего алмаза в зону правки.
Устранить дисбаланс шлифовального круга с помощью правки не всегда удается. На рис. 2.7.5 показан пример записи ВА сигнала в процессе резания, где проявляется модуляция, синхронная с оборотами шлифовального круга. На этом же рисунке показан спектр огибающей этого ВА сигнала, где видно, что кроме гармоники на оборотной частоте f0 в спектре присутствует целый ряд гармоник, кратных f0 .. Это говорит о том, что биение круга не просто плавно меняет силу взаимодействия с обрабатываемой деталью, а оказывает ударное воздействие, неизбежно влияющее на качество обработки, характер и мощность ВА сигнала.
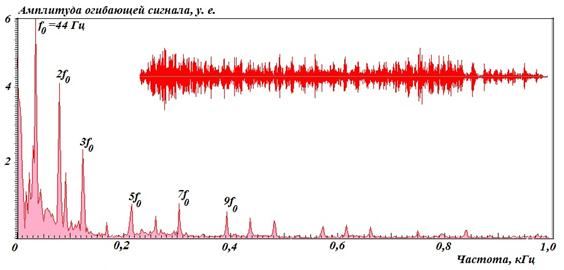
Рис. 2.7.5. Спектр огибающей ВА сигнала с гармониками оборотной частоты f0 (вверху - пример записи сигнала)
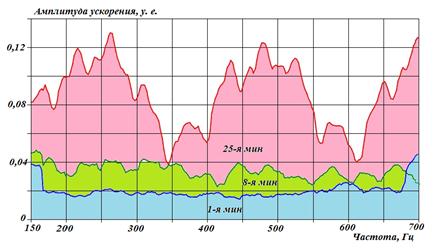
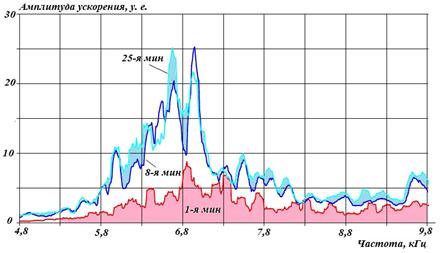
В условиях автоматизированного производства при частой смене вида обрабатываемых заготовок мониторинг состояния шлифовального круга является не менее актуальной задачей, чем определение координаты касания шлифовального круга с заготовкой для задания требуемого припуска. Эксперимент по оценке характера отображения состояния шлифовального круга в параметрах ВА сигнала проводился при обработке инструментальной стали Р9 с твердостью 64 HRC. Шлифование поверхности с глубиной 0,02 мм и шириной 1,0 мм кругом из электрокорунда (2700 об/мин, Ø 200 мм) проводилось в течение 25 минут с записью ВА сигнала, сопровождавшего процесс резания. На рис. 2.7.6 представлены спектры ВА сигналов для разных периодов времени. На рис. 2.7.6а показаны спектры для низкочастотного (НЧ) диапазона, а на рис. 2.7.6б – для высокочастотного (ВЧ) диапазона.
 а
а
 б
б
Рис. 2.7.6. Спектры ВА сигнала на разных этапах шлифования: а – область низких частот; б – область высоких частот
Анализ представленных спектров позволяет сделать следующие выводы. Амплитуды сигналов в НЧ диапазоне увеличивалась в течение всего времени эксперимента, а в ВЧ диапазоне наблюдался быстрый рост амплитуд в начальный период засаливания, который резко замедлялся на последующих этапах обработки. Эти выводы подтверждаются и графиками на рис. 2.7.7, где представлены октавные спектры ВА сигнала для разных этапов шлифования.
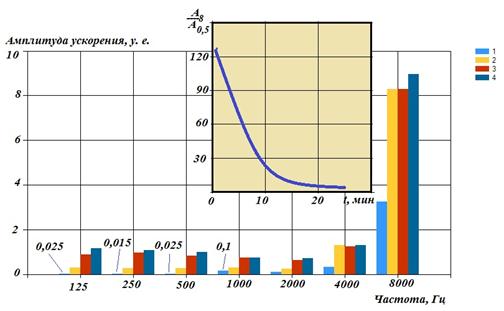
Рис. 2.7.7. Октавные спектры ВА сигнала для разных этапов шлифования: 1 – 1-я минута; 2 – 8-я минута; 3 – 15-я минута; 4 – 25-я минута
Из октавных спектров видно, что в октавах 125, 250, 500 Гц амплитуда сигнала со временем шлифования монотонно возрастает, а в октавах ВЧ диапазона наблюдается быстрый рост в первой половине периода обработки и малозаметное изменение на завершающем этапе. Прекращение прироста ВЧ энергии сигнала говорит о том, что в контакте нет прироста коротких ударных импульсов, формируемых при упругом взаимодействии нережущих зерен, имеющих возможность контактировать с неровностями обрабатываемой поверхности. Засаленный круг меняет геометрию неровностей, делая импульсы микроударов более растянутыми во времени, что и заставляет энергию ВА колебаний смещаться в НЧ область. При этом увеличивается жесткость и демпфирование в упругой системе, примыкающей к зоне резания, поскольку из-за снижения режущей способности активных зерен растет ФПК в зоне резания. Возрастающие усилия, действующие по нормали к поверхности контакта, стремятся отжать круг от обрабатываемой поверхности. При этом в упругой системе накапливается потенциальная энергия низкочастотных форм колебаний, которая при каждом изменении натяга в скользящем контакте переходит в кинетическую энергию колебаний на соответствующих собственных частотах. При заполнении пор шлифовального круга частицами относительно мягкого материала постоянная времени подобных переходов потенциальной энергии в кинетическую возрастает с ростом величины засаливания, порождая сравнительно плавные ударные импульсы, наличие которых и определяет прирост НЧ колебаний.
Изложенный выше материал о ВА свойствах фрикционного контакта предполагал, что сама контактная площадка представляет собой достаточно компактное образование (приближенное по форме к зоне резания), в котором все адгезионные мостики оказывают одинаковое воздействие на активность точки, где происходит соударение в данный момент. В работе [7] показывается, что при разных формах контактных площадок это предположение нарушается. Отдаленные адгезионные мостики влияют меньше на жесткость упругой системы, приведенной к точке возмущающего воздействия. Значение имеет даже то, в каком направлении отдалены стабилизирующие мостики: по направлению скорости трения или в перпендикулярном направлении. Учет всех этих нюансов показывает, что закономерности генерации ВА сигналов во фрикционном контакте достаточно сложны, как и сама трибология.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 497; Нарушение авторских прав?; Мы поможем в написании вашей работы!