КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет зависимых допусков размеров, определяющих расположение осей отверстий
Ряды зависимых допусков расположения осей отверстий для крепежных деталей устанавливаются ГОСТ 14140-81. Стандарт устанавливает ряд чисел (в соответствии с рядом RalO), из которого выбирают предельные величины смещения Δ осей отверстий от номинального положения, а затем согласно формуле Т=2Д, пересчитывают их в позиционный допуск оси в диаметральном выражении Т, как указано в верхнем ряду чисел в табл.36. В этой таблице приведены величины, соответствующие рядам зависимых допусков расположения осей, предельные отклонения для шести типовых случаев расположения осей отверстий в системе прямоугольных координат. Данная таблица составлена на основании данных ОСТ 14140-81 для применяемой обычно системы прямоугольных координат и для часто встречающихся в примерах и задачах значений Т - позиционных допусков осей отверстий.
Таблица 36
Предельные отклонения размеров, координирующих оси отверстий. Система прямоугольных координат (по ГОСТ 14140-81)
| Характеристика расположения | Эскиз | Нормируемые отклонения размеров, координирующих оси отверстий | Позиционный допуск оси в диаметральном выражении Т, мм | |||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | ||||||||||||
| Предельные отклонения размеров, координирующих оси отверстий (±), мм | ||||||||||||||||||||||
| Одно отверстие, координированное относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются) | 
| Предельные отклонения размера между осью отверстия и плоскостью | 0,10 | 0,12 | 0,16 | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,0 | |||||||||
Продолжение табл.36
| Два отверстия, координированные друг относительно друга | 
| Предельные отклонения размера между осями двух отверстий | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,0 | 1,2 | 1,6 | 2,0 | |||||
| Несколько отверстий, расположенных в один ряд | 
| Предельные отклонения размера между осями двух любых отверстий | 0,14 | 0,16 | 0,22 | 0,28 | 0,35 | 0,40 | 0,55 | 0,70 | 0,80 | 1,1 | 1,4 | |||||
| Предельные отклонения осей отверстий от обшей плоскости | 0,07 | 0,08 | 0,11 | 0,14 | 0,18 | 0,20 | 0,28 | 0,35 | 0,40 | 0,55 | 0,70 | |||||||
| Характеристика расположения | Эскиз | Нормируемые отклонения размеров, координирующих оси отверстий | Предельное смещение оси от номинального расположения (и), мм | |||||||||||||||
| 0,10 | 0,12 | 0,16 | 0,20 | 0,24 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,00 | ||||||||
| Предельные отклонения размеров, координирующих оси отверстий (±), мм | ||||||||||||||||||
| Три или четыре отверстия, расположенные в два ряда | 
| Предельные отклонения размеров L1 и L2 | 0,14 | 0,16 | 0,22 | 0,28 | 0,35 | 0,40 | 0,55 | 0,70 | 0,80 | 1,1 | 1,4 | |||||
| Предельные отклонения размеров по диагонали между осями двух любых отверстий | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,0 | 1,2 | 1,6 | 2,0 | |||||||
| Одно отверстие, координированное относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются) | 
| Предельные отклонения размеров L1 и L2 | 0,07 | 0,08 | 0,11 | 0,14 | 0,18 | 0,20 | 0,28 | 0,35 | 0,40 | 0,55 | 0,70 | |||||
| Отверстия, координированные друг относительно друга и расположенные в несколько рядов | 
| Предельные отклонения размеров L1; L2; L3; L4 | 0,07 | 0,08 | 0,11 | 0,14 | 0,18 | 0,20 | 0,28 | 0,35 | 0,40 | 0,55 | 0,70 | |||||
| Предельные отклонения размеров по диагонали между осями двух любых отверстий | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,0 | 1,2 | 1,6 | 2,0 | |||||||
Примечание: Если вместо отклонения размера между осями двух любых отверстий нормируются или контролируются отклонения размеров от каждого отверстия до одного базового отверстия или базовой плоскости (т.е. размеров L1; L2 и т. д.), то величина предельного отклонения должна быть уменьшена вдвое.
Рассмотрим примеры использования этой таблицы.
Пример. Две детали скрепляются пятью болтами, расположенными в один ряд. Номинальные размеры межосевых расстояний равны 50 мм. Наименьшие размеры диаметров отверстий под болты равны 20,5 мм. Наибольшие наружные диаметры болтов равны 20 мм. Рассмотрим три варианта (а, б, в) простановки размеров на чертеже, приведенных на рис.74.
Решение:
а) дано соединение типа А, в котором болты проходят с зазором через отверстия в первой и второй соединяемых деталях. Позиционное отклонение для соединения типа А равно Δ=0,5·Smin. Если для компенсации смещения используется весь наименьший зазор, в рассматриваемом примере:
Smin=20,5-20=0,5 (мм).
Позиционный допуск осей отверстий данного соединения можно определить по формуле:
T=k·Smin
при k=1 для соединения, не требующего регулировки Т=1·0,5=0,5 (мм).
По табл.36 находим, что Е=0,5 мм - величина, входящая в стандартный ряд, и поэтому не требует округления.
Способ простановки позиционного допуска осей на чертеже показан на рис.74, а. В рамках указаны только номинальные размеры межосевых расстояний. Допуск расположения, указанный условным знаком, его величина и символ (буква М), обозначающий, что он зависимый, вписаны в рамку допуска, разделенную на три части;
б) при нормировании допуска межосевых расстояний, согласно рисунку, на котором расположение отверстий аналогично рассматриваемому примеру, находим, что предельное отклонение размера между осями двух любых отверстий равно +0,35 мм, а предельное отклонение осей отверстий от общей плоскости ±0,18 мм.
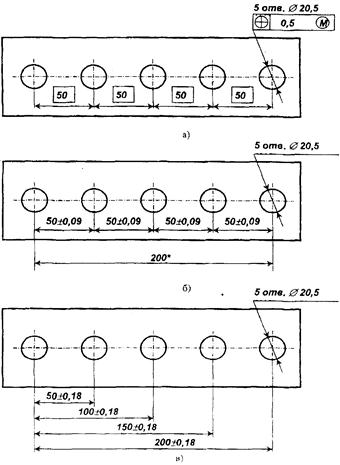
Рис.74. Схемы простановки межосевых размеров
При указанной простановке межосевых размеров, как показано на рис.74, б, их можно рассматривать как звенья размерной цепи, в которой замыкающим размером является размер 200 мм с предельными отклонениями ±0,35 мм и допуском, равным Т=0,70 мм. Таким образом, нахождение допусков (предельных отклонений) четырех межосевых расстояний сводится к решению прямой задачи пятизвенной размерной цепи, в которой известны номинальные размеры звеньев и допуск замыкающего звена. Задача решается методом равных допусков, поскольку все составляющие звенья равны 50 мм.
Допуск каждого из межосевых размеров (звена размерной цепи) равен 0,70/4=0,175 мм, а допустимые отклонения приближенно равны ±0,09 мм.
Соответствующая простановка размеров (цепочкой) показана на рис.74, б. Размер 200 мм отмечен знаком - звездочкой (*), так как его погрешность зависит от действительных погрешностей межосевых расстояний 50 мм;
в) в том случае, когда отклонения на размеры, координирующие центры отверстий, требуется назначать относительно базы (в данном примере базой может быть ось первого отверстия или торец детали), расчет следует вести, исходя из того, что межосевые расстояния являются замыкающими размерами в трехзвенных размерных цепях. Например, в цепи, состоящей из размеров 50, 100 и 50 мм, или в цепи, состоящей из размеров 100, 150, 50 мм, и т.д.
Величины допустимых отклонений расстояния между центрами каждой пары отверстий взяты из табл. 36 и равны ±0,35 мм. Поскольку их допуски замыкающих межосевых расстояний равны 0,70 мм, а допуски размеров 50, 100, 150, 200 мм равны 0,70/2=0,35 мм, то есть допустимые отклонения этих размеров равны ±0,18 мм.
Соответствующая простановка межосевых размеров на чертеже (простановка лесенкой) показана на рис.74, в.
Анализируя точность простановки межосевых размеров на рис.74, можно убедиться, что при простановке размеров от одной базы допуски на размеры, координирующие центры отверстий, могут быть вдвое больше, чем при простановке последовательных межосевых размеров.
ЗАКЛЮЧЕНИЕ
В представленном материале рассмотрено несколько важных вопросов взаимозаменяемости, которые являются основополагающими при изучении дисциплины «Метрология, стандартизация и сертификация»:
- система ЕСДП для гладких цилиндрических сопряжении, являющаяся единой для всех отраслей машиностроения;
- нормирование точности типовых соединений;
- размерный анализ;
- расчет гладких предельных калибров,
Эти вопросы являются неотъемлемой частью практической деятельности конструкторов и технологов.
Изданный материал является учебным пособием и его ни в коем случае нельзя рассматривать как учебник, содержащий исчерпывающие сведения по вышеприведенным разделам взаимозаменяемости. Об этом свидетельствует и особенность изложения материала - в форме вопросов и ответов, понятий и определений. Небольшие выдержки из таблиц стандартов объясняют специфику их построения. Многие иллюстрации по ходу глав и конкретные числовые примеры позволяют студентам проверить свое умение пользоваться справочными таблицами.
Важным моментом, связанным с изданием этого пособия, является отсутствие в библиотеках университета достаточного количества справочников и нормативных документов, необходимых студентам конструкторского и технологического факультетов при выполнении курсовой работы, предусмотренной учебными планами поданной дисциплине, а
также курсовых и дипломных проектов.
В учебном пособии методика расчетов, связанных с размерным анализом, предусматривает их выполнение «вручную», так как выполнение этой работы на ЭВМ требует специального обучения. В пособие не включены вопросы, связанные со взаимозаменяемостью угловых и конических соединений, зубчатых колес и передач. В связи с особенностями этих соединений их взаимозаменяемость, допуски и посадки должны рас сматриваться с методами и средствами их измерений и контроля, а это возможно при издании нового пособия.
| ОГЛАВЛЕНИЕ | |
| ПРЕДИСЛОВИЕ....................................................................................................................... | |
| 1. ВЗАИМОЗАМЕНЯЕМОСТЬ И ЕЕ ВИДЫ........................................................................ | |
| 2. ПОНЯТИЕ 0 РАЗМЕРАХ, ДОПУСКАХ И ОТКЛОНЕНИЯХ........................................ | |
| 3. ДОПУСК РАЗМЕРА. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ ДОПУСКОВ....................... | |
| 4. ПОНЯТИЕ 0 ПОСАДКАХ. ТИПЫ ПОСАДОК................................................................ | |
| 5. ПРИНЦИПЫ ПОСТРОЕНИЯ ПОСАДОК. ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ И ВАЛА..................................................................................................................................... | |
| 6. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП), ЕЕ СТРУКТУРА............................................................................................................................. | |
| 7. ПОСАДКИ В СИСТЕМЕ ЕСДП ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ…………………............................................................................................ | |
| ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ..................................................................................... | |
| 8. ТОЧНОСТЬ ФОРМЫ ДЕТАЛЕЙ...................................................................................... | |
| 9. ВЗАИМОЗАМЕНЯЕМОСТЬ ШТИФТОВЫХ СОЕДИНЕНИЙ ………………………. | |
| 9.1. НАЗНАЧЕНИЕ И ВИДЫ ШТИФТОВЫХ СОЕДИНЕНИЙ......................................... | |
| 9.2. ФОРМЫ ШТИФТОВ........................................................................................................ | |
| 9.3. УСТАНОВКА ШТИФТОВ............................................................................................... | |
| 10. ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ................................... | |
| 10.1. ШПОНОЧНЫЕ СОЕДИНЕНИЯ................................................................................... | |
| 10.2. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ...................................... | |
| 10.3. ДОПУСКИ И ПОСАДКИ ВАЛА С ОТВЕРСТИЕМ................................................... | |
| 11. ВЗАИМОЗАМЕНЯЕМОСТЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ...................................... | |
| 11.1. ОБЩИЕ СВЕДЕНИЯ...................................................................................................... | |
| 11.2. СИСТЕМА ДОПУСКОВ И ПОСАДОК ШЛИЦЕВОГО СОЕДИНЕНИЯ………… | |
| 11.3. ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ И ШЛИЦЕВЫХ ДЕТАЛЕЙ........................................................................................................ | |
| 12. ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ............................................ | |
| 12.1. ОБЩИЕ СВЕДЕНИЯ..................................................................................................... | |
| 12.2. ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ ПО ПРИСОЕДИНИТЕЛЬНЫМ РАЗМЕРАМ.............................................................................. | |
| 12.3. ВЫБОР ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ.................................................... | |
| 12.4. ОБОЗНАЧЕНИЕ ПОДШИПНИКОВЫХ ПОСАДОК НА ЧЕРТЕЖАХ.................... | |
| 13. ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.................... | |
| 13.1. ОБЩИЕ ПОЛОЖЕНИЯ................................................................................................. | |
| 13.2. МЕТРИЧЕСКАЯ РЕЗЬБА И ЕЕ ПАРАМЕТРЫ.......................................................... | |
| 13.3. ОБЩИЕ ПРИНЦИПЫ ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ................................................................................................. | |
| 13.4. ОСОБЕННОСТИ ДОПУСКОВ И ПОСАДОК МЕТРИЧЕСКИХ РЕЗЬБ………….. | |
| 14 ШЕРОХОВАТОСТЬ И ВОЛНИСТОСТЬ ПОВЕРХНОСТЕЙ....................................... | |
| 14.1. ОБЩИЕ ПОЛОЖЕНИЯ................................................................................................. | |
| 14.2. НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ................................... | |
| 14.3. ВЫБОР ПАРАМЕТРОВ ШЕРОХОВАТОСТИ............................................................ | |
| 14.4. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ.......................................... | |
| 14.5. ВОЛНИСТОСТЬ ПОВЕРХНОСТИ И ПАРАМЕТРЫ ДЛЯ ЕЕ НОРМИРОВАНИЯ.................................................................................................................. | |
| 15. ГЛАДКИЕ КАЛИБРЫ И ИХ ДОПУСКИ........................................................................ | |
| 15.1. КЛАССИФИКАЦИЯ ГЛАДКИХ КАЛИБРОВ............................................................ | |
| 15.2. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ............................................................................. | |
| 16. ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЙ ДЛЯ ОЦЕНКИ ЛИНЕЙНЫХ РАЗМЕРОВ....................................................................................................... | |
| 16.1. ОБЩИЕ СВЕДЕНИЯ...................................................................................................... | |
| 16.2. ПРЕДЕЛЬНАЯ ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ И ЕЕ СОСТАВЛЯЮЩИЕ........... | |
| 17. ВЗАИМОЗАМЕНЯЕМОСТЬ ПО РАЗМЕРАМ, ВХОДЯЩИМ В РАЗМЕРНЫЕ ЦЕПИ......................................................................................................................................... | |
| 17.1. ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ …… | |
| 17.2. РАСЧЕТЫ ДОПУСКОВ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ......................................................................................................................................... | |
| 18. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ, ОПРЕДЕЛЯЮЩИХ ДОПУСКИ НА РАССТОЯНИЯ МЕЖДУ ОТВЕРСТИЯМИ.......................................................................... | |
| 18.1. ОБЩИЕ ПОЛОЖЕНИЯ.................................................................................................. | |
| 18.2. ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ.................................................................................................................................. | |
| 18.3. РАСЧЕТ ЗАВИСИМЫХ ДОПУСКОВ РАЗМЕРОВ, ОПРЕДЕЛЯЮЩИХ РАСПОЛОЖЕНИЕ ОСЕЙ ОТВЕРСТИЙ.............................................................................. | |
| ЗАКЛЮЧЕНИЕ......................................................................................................................... |
Сергей Петрович Шатило
Николай Николаевич Прохоров
Владислав Валикович Чорный
Сергей Витальевич Кучеров
Галина Федоровна Бабюк
|
|
Дата добавления: 2014-11-29; Просмотров: 7418; Нарушение авторских прав?; Мы поможем в написании вашей работы!